基于機器學習的零件加工質量預測及優化
2022-10-23 14:00:26蘇欣高曉旭賴復堯劉德坤
機械制造與自動化 2022年5期
蘇欣,高曉旭,賴復堯,劉德坤
(1. 西南電子技術研究所,四川 成都 610036; 2. 西安電子科技大學,陜西 西安 710071)
0 引言
數控機床作為重要裝備,其加工過程穩定性和質量提升亟需應用機器學習為核心的工業大數據技術支撐。加工工藝參數的選擇是數控加工中的重要組成部分。切削參數智能推薦是數控加工智能化的必要條件,更是保證產品質量的關鍵[1-2]。目前,對于數控加工參數選擇方面主要依賴人工經驗,雖然有相關數據的采集與存儲,但數據的價值沒有被充分挖掘。為了解決這些問題,迫切需要在數控加工過程中實現工藝參數的自動推薦和持續優化。
本文以包含多個不同特征的機械零件為研究對象,提出了一種基于XGBoost結合遺傳算法的質量目標優化模型,運用熱力圖分析和特征重要度分析方法對特征進行篩選,找出影響質量的強相關特征。通過篩選出的特征進行基于XGBoost的回歸預測分析,并通過改進的遺傳算法進行質量目標優化,最終獲得最優的零件加工工藝參數。
1 基于XGBoost算法的薄壁零件質量預測方法
本文提出基于XGBoost機器學習的質量預測分析方法,具體實現步驟包括(圖 1):
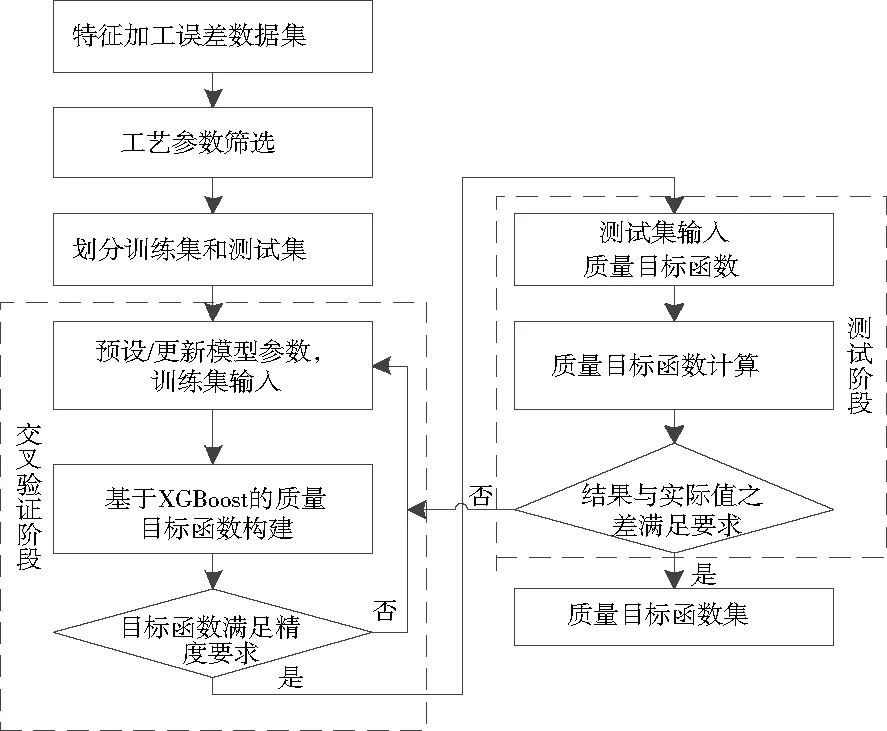
圖1 基于XGBoost機器學習的質量預測分析流程圖
1)特征加工誤差數據集采集:數控加工過程中,使用采集信號設備采集數控機床上的加工工藝參數值以及相應的各個特征的加工誤差;
2)特征參數篩選:通過熱力圖分析和特征重要度分析,發現各個特征之間的相關程度和重要度,獲取影響質量的強相關特征參數;
3)劃分數據集:基于篩選的特征參數,將數據集劃分為訓練集和測試集;
4)交叉驗證階段:采用XGBoost模型進行建模,構建質量目標函數,以滿足精度要求;
5)測試階段:使用構建的目標函數對測試集進行預測,預測結果需滿足精度,否則重新進行模型訓練,最終獲得對質量/效率的精準預測;
6)生成目標函數集:質量目標函數集刻畫了工藝參數(轉速、切深和轉速等)與質量之間的映射關系。
1.1 特征參數篩選
對數據集進行特征參數篩選可以減少特征數量、降維、減少過擬合;也可以增強對特征和特征值之間的理解[3]。本文采用皮爾森相關系數與基于學習模型的特征排序相結合的方式對特征進行篩選,既可以利用皮爾森相關系數對線性關系進行準確分析,又可以結合基于學習模型對非線性關系建模較佳的優勢對特征進行準確地篩選。
1.2 目標函數構建
目前機器學習算法中關于回歸算法主要有邏輯回歸算法(Logistic)、基于核函數的支持向量機(SVM)以及基于決策樹的回歸算法(包括隨機森林回歸算法,GBDT回歸算法和XGBoost回歸算法等)。本文以工藝參數為自變量,質量目標(即不同特征的加工誤差) 為因變量,采用XGBoost[4-6]算法構建質量目標函數,作為目標優化的基礎。
XGBoost是一種提升樹模型,將許多樹模型集成在一起,形成一個很強的分類器,其優化目標函數為

2 基于遺傳算法的目標優化方法
在傳統基于遺傳算法的神經網絡或模糊神經網絡[7]中,適應度函數一般取目標函數的倒數,而目標函數取網絡的全局誤差函數,即
式中:q為輸入的樣本數;g為相應樣本輸出數;ydl為實際輸出;Ydl為期望輸出。
為克服q、g對目標函數的影響,對目標函數進行如下改進:
調整后的新目標函數既保留了前者的優點,又避免了輸入輸出數對尋優過程的影響,故選取新的適應度函數為
本文基于線性求和方法建立零件級質量目標優化函數,采用改進后的遺傳算法進行優化,優化變量為轉速n(r/min)、切深t(mm)和進給s(mm):
式中:T為綜合目標函數;i為零件上加工特征總數量;Qi為第i個特征加工誤差。
3 實驗驗證
為驗證上述方法的準確性,以典型零件中的加工特征分別構建質量目標函數并進行優化。該零件上加工特征及對應尺寸如表 1所示。
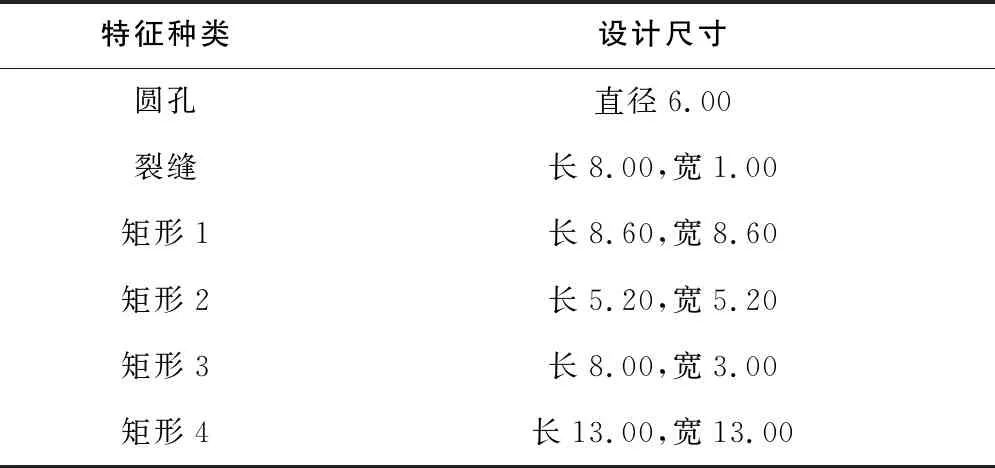
表1 加工特征及尺寸表 單位:mm
3.1 特征篩選分析
采用皮爾森相關系數與基于學習模型的特征排序相結合的方式對特征進行篩選,結果如圖 2所示。
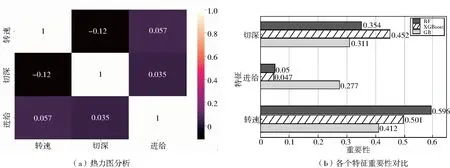
圖2 特征熱力圖及特征重要度分析圖
通過熱力圖和特征重要度排序分析,由熱力圖分析可知各個工藝參數之間相關性較小,通過重要度分析可知各個工藝參數中重要度降序排列分別為:轉速、切深、進給。綜合分析,3個參數均要作為之后的分析特征。
3.2 質量目標函數構建
采用XGBoost算法構建質量目標函數,結果如表 2所示。
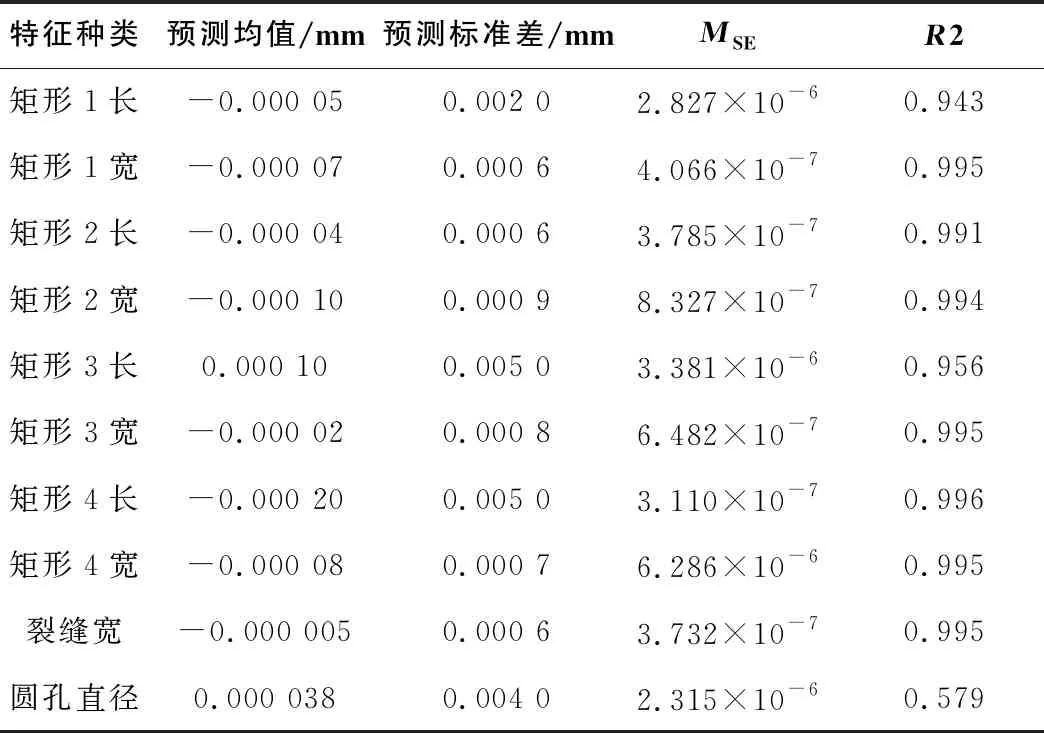
表2 質量目標函數構建結果
從表2可以得出,不同特征下基于XGBoost的質量目標函數擬合值與真實值之間差值的均值接近于0,標準差也接近于0,擬合穩定性較強。MSE接近于0且R2的值接近于1,說明擬合精度很高,擬合效果較佳。
3.3 質量目標優化
采用改進后的遺傳算法以整個零件加工誤差為目標進行優化,最優優化結果如表 3所示。

表3 最優優化結果
最終實際選擇的加工參數為轉速35 000 r/min,切深0.03 mm,進給2 900 mm。在該工藝參數下利用XGBoost算法對質量進行預測,預測值與原有的實際加工誤差之間的對比如表4、圖3-圖7所示。

表4 質量優化工藝參數與其他工藝參數加工誤差對比
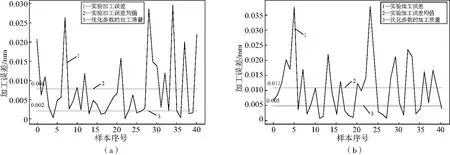
圖3 矩形8.6 mm×8.6 mm優化前后誤差對比圖
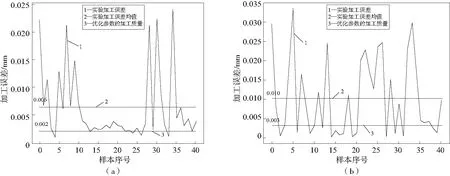
圖4 矩形5.2 mm×5.2 mm優化前后誤差對比圖
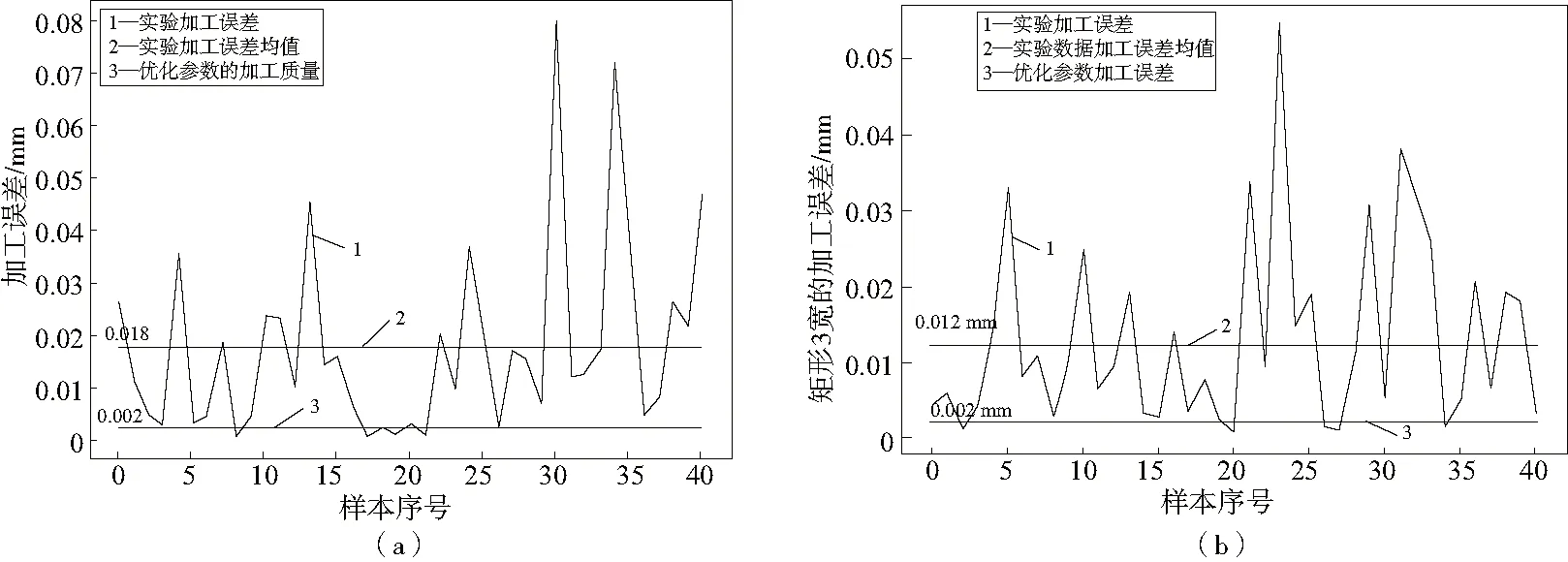
圖5 矩形3 mm×8 mm優化前后誤差對比圖
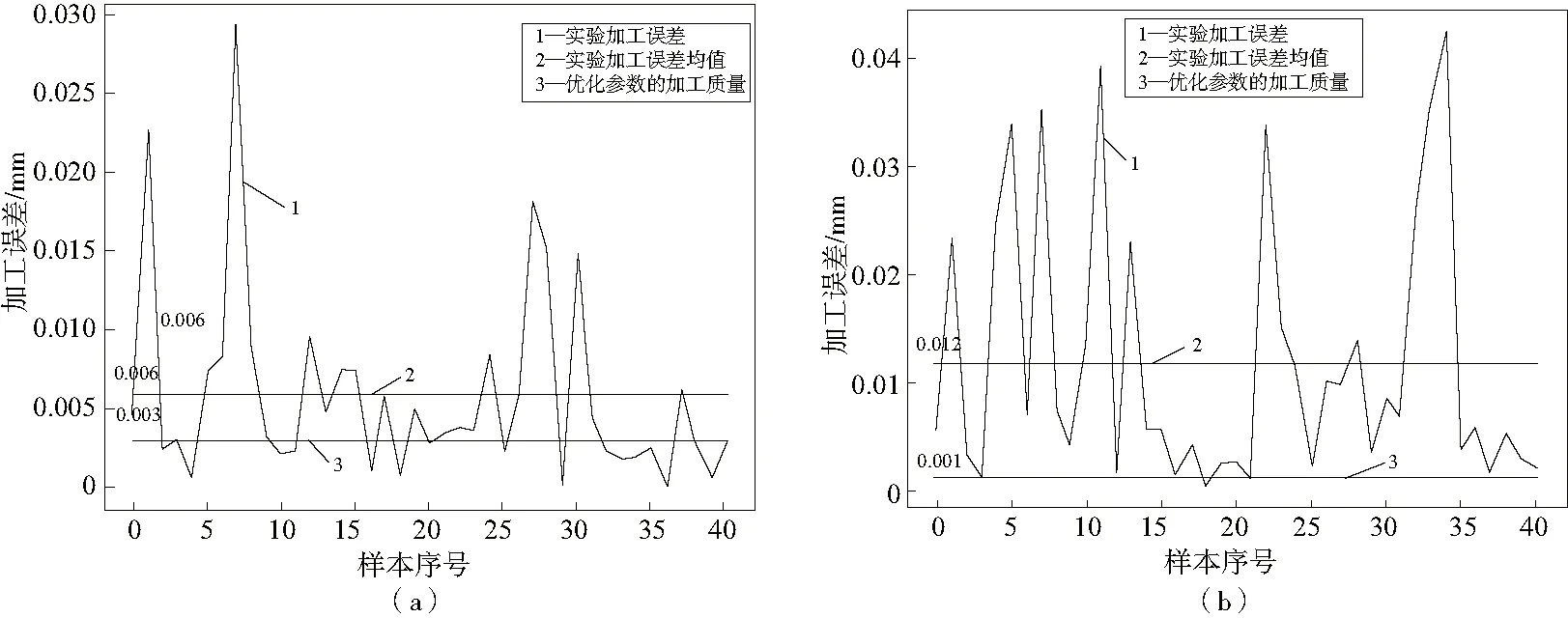
圖6 矩形13 mm×13 mm優化前后誤差對比圖
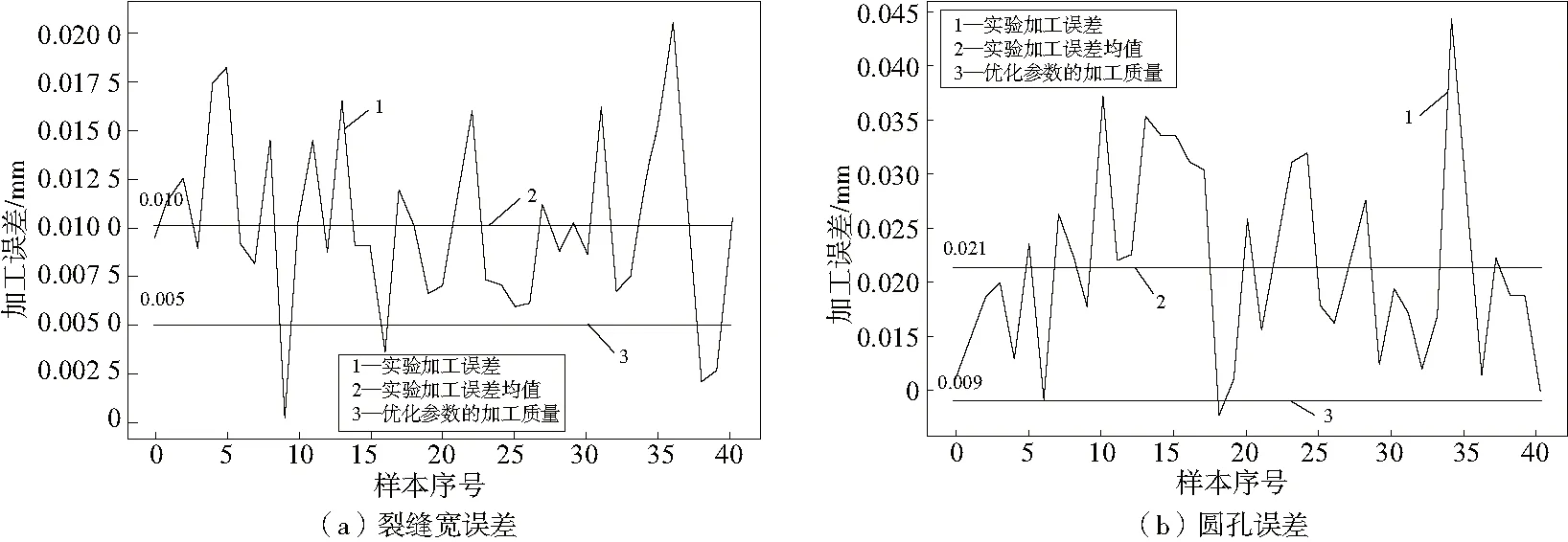
圖7 裂縫1 mm和圓孔Φ6 mm優化前后誤差對比圖
4 結語
本文提出了一種基于XGBoost和遺傳算法的優化算法,充分綜合了各個加工工藝參數和力學參數的影響因素。通過特征相關性分析與特征重要度排序,找到對質量和效率具有強相關的特征要素,并在此基礎上對XGBoost模型參數進行質量目標函數構建,有效提升了模型預測精度,進而通過遺傳算法進行了多目標優化算法模型構建,提高了加工質量。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
中國生殖健康(2019年2期)2019-08-23 08:12:08
當代陜西(2019年10期)2019-06-03 10:12:04
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54