基于模糊物元分析的PSO-LSSVM磨加工補調(diào)值在線預(yù)測與補償方法
2022-10-25 10:40:04張志永鄭鵬
機床與液壓 2022年19期
關(guān)鍵詞:模型
張志永,鄭鵬
(1.鄭州科技學院機械工程學院,河南鄭州 450064;2.鄭州大學機械與動力工程學院,河南鄭州 450001)
0 前言
磨削是機械加工中重要的加工方式,磨削精度的高低決定了工件質(zhì)量的優(yōu)劣。磨加工主動測量儀是一種能夠?qū)崟r檢測工件尺寸,廣泛應(yīng)用于自動、半自動磨床的儀器,其工作原理如圖1所示。
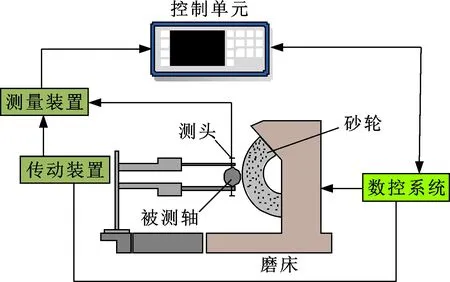
圖1 磨加工主動量儀工作原理示意
在磨削過程中,溫度產(chǎn)生的溫漂會導(dǎo)致系統(tǒng)控制出現(xiàn)偏差,主動測量控制儀動態(tài)測量工件也導(dǎo)致偏差的產(chǎn)生;在光磨階段,光磨余量、砂輪轉(zhuǎn)速、工件轉(zhuǎn)速的設(shè)置也會導(dǎo)致偏差的產(chǎn)生。生產(chǎn)現(xiàn)場操作者針對此類偏差,多采用氣動量儀測量工件得出偏差值,然后對磨削控制系統(tǒng)信號點設(shè)置進行補調(diào),手動輸入補調(diào)量。此種補調(diào)方式滯后于磨削加工進程,且隨意性大,主要依賴于操作者的經(jīng)驗。因此在不同批次、大批量的流水線生產(chǎn)過程中依然無法滿足自動化的要求。傳統(tǒng)的時序預(yù)測方法如小波分析、LSTM等因運算過程復(fù)雜、預(yù)測精度不足等原因,無法滿足在線測量的要求。因此,需要尋找更加準確高效的預(yù)測方式來提高在線測量磨削過程中的加工精度和加工效率。
磨削工藝參數(shù)組合優(yōu)化對于提高產(chǎn)品加工精度和生產(chǎn)效率至關(guān)重要,可利用模糊物元描述方式對磨削工藝參數(shù)組合進行快速有效地優(yōu)化。SUYKENS等利用具有等式約束并滿足KKT條件的規(guī)則化最小二乘支持向量機函數(shù)作為損失函數(shù),提出了最小二乘支持向量機(Least Squares Support Vector Machines, LSSVM)模型,它具有良好的泛化性能、高計算效率和高維魯棒性的優(yōu)點。將模糊物元分析方法與LSSVM相結(jié)合,通過模糊物元分析迅速準確地獲得最佳工藝參數(shù),并將對應(yīng)的參數(shù)作為輸入訓練出LSSVM預(yù)測模型。粒子群算法(Particle Swarm Optimization, PSO)是一種源于復(fù)雜適應(yīng)系統(tǒng)的進化算法,從隨機解出發(fā),通過不斷的迭代來尋找最優(yōu)解,通過適應(yīng)度函數(shù)來評價解的優(yōu)劣,具有原理簡單、易實現(xiàn)、精度高、收斂快等特點。雖然LSSVM算法具有良好的線性回歸擬合和統(tǒng)計預(yù)測能力,但在計算過程中容易陷入局部最優(yōu)解,使得LSSVM算法的線性回歸和統(tǒng)計預(yù)測能力受到影響。因此利用PSO對預(yù)測模型進行參數(shù)尋優(yōu),在保證模型準確率的同時,可提升模型的泛化程度。補調(diào)值預(yù)測補償反饋控制示意如圖2所示。

圖2 補調(diào)值預(yù)測與補償反饋控制示意
1 基于模糊物元分析的PSO-LSSVM補調(diào)值在線預(yù)測模型
1.1 模糊物元分析
物元分析理論中要求用“事物、特征和量值”對事物屬性進行描述。若模型中的量值具有不確定性,可稱為模糊物元,若有個事物、、…、,用其共同的個特征、、…、及其相應(yīng)的量值1、2、…、,則稱為個事物維復(fù)合物元。一般計算中,可用量值代替模糊量值,構(gòu)成復(fù)合模糊物元,記為。

(1)
利用模糊物元描述方式,并使用模糊集合和關(guān)聯(lián)度評定的方法,將灰色關(guān)聯(lián)法計算所得的客觀權(quán)重和層次分析法所得的主觀權(quán)重進行復(fù)合,兼顧實驗數(shù)據(jù)邏輯性和決策可參與性,可很好避免權(quán)重分配不合理之處。將2種改進方法結(jié)合,可實現(xiàn)對磨削工藝參數(shù)組合進行快速有效的優(yōu)化。
1.2 PSO-LSSVM預(yù)測模型構(gòu)建
設(shè)粒子群大小為,單個粒子維數(shù)為,即對維空間(1,2,3,…,)進行搜索,表示第個粒子。第個粒子的速度可表示為=(1,2,3,…,)(=1,2,…,);第個粒子的歷史最優(yōu)解為=(1,2,3,…,)(=1,2,…,);粒子群的全局最優(yōu)值為=(,,,…,g)。其速度和位置更新公式為

(2)
其中:為慣性權(quán)重,是用于保持原速度的系數(shù);、分別為個體最優(yōu)值的權(quán)重系數(shù)和群體最優(yōu)值的權(quán)重系數(shù),通常都設(shè)置為2;、都是[0,1]區(qū)間內(nèi)的隨機數(shù);系數(shù)稱為約束因子,通常設(shè)置為1。適應(yīng)度函數(shù)是度量粒子當前位置與全局最優(yōu)位置之間距離的函數(shù),文中將磨加工補調(diào)值預(yù)測值的均方根誤差作為各個粒子的適應(yīng)度函數(shù),距離全局最優(yōu)位置越近的粒子,其適應(yīng)度函數(shù)值越小。適應(yīng)度函數(shù)的表達式為


圖3 LSSVM分類和回歸示意
假設(shè)樣本集={(,),=1,2,…,},對于LSSVM,(,)是樣本的輸入和輸出變量,∈,∈。存在一超平面·()+=0,這個超平面可以將所有樣本分開。LSSVM的分類和回歸模型如圖3所示,是超平面的法向量,是其中常數(shù)。補調(diào)值的預(yù)測是非線性問題,需要通過一個核函數(shù)將輸入向量從低維空間映射到高維特征向量空間,轉(zhuǎn)換為線性可分的數(shù)據(jù)。在高維特征空間對數(shù)據(jù)構(gòu)造分類超平面,將映射為高維空間的(),即→()=[(),(),…,()],根據(jù)希爾伯特-施密特原理,將原來線性情況下的內(nèi)積運算替換成()·()即可。LSSVM利用()=·()+進行估計,式中(·)將輸入從低維非線性映射為高維線性,把非線性問題轉(zhuǎn)化為高維特征空間中的線性擬和問題。LSSVM的優(yōu)化問題為式(3),其中為懲罰參數(shù),決定了函數(shù)的光滑程度。

(3)
約束條件公式如下:
[·()+]=1-=1,2,…,
(4)
構(gòu)造拉格朗日函數(shù)進行求解:


(5)
其中,為拉格朗日乘子。根據(jù)KKT條件,得到如下等式約束條件:
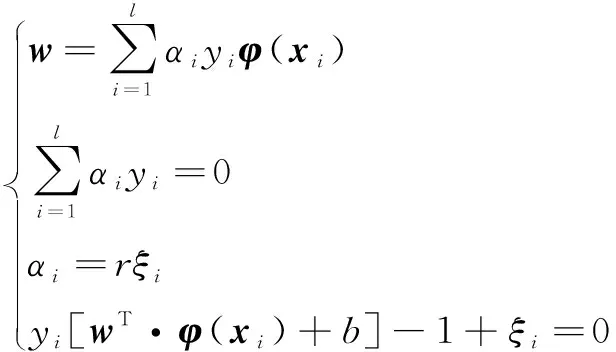
(6)
對于=1,2,…,,通過式(6)消去和,式(7)為經(jīng)過解算推導(dǎo)出的LSSVM最優(yōu)超平面公式,使用該式可訓練磨加工時輸入的尺寸數(shù)據(jù)。

(7)
其中核函數(shù)(,)即為某一空間內(nèi)積()·(),因高斯核函數(shù)具有較少的核參數(shù),模型的復(fù)雜程度較小,故核函數(shù)選用高斯核函數(shù),公式如式(8)所示,其中為核參數(shù)。
(,)=exp[-(-)(2)]
(8)
在高斯核函數(shù)中,太小會導(dǎo)致過擬合,過大會影響判別函數(shù)的分布。核參數(shù)與懲罰參數(shù)共同決定了分類超平面的位置和形狀,它們?nèi)≈颠^大或者過小都會影響LSSVM預(yù)測模型的泛化程度。故采用PSO對LSSVM的核參數(shù)和懲罰參數(shù)進行優(yōu)化,提高LSSVM算法的線性回歸擬合和統(tǒng)計預(yù)測能力。設(shè)置粒子群數(shù)量,初始化粒子群參數(shù)、、、和循環(huán)次數(shù),初始化核參數(shù)和懲罰參數(shù)。根據(jù)各個粒子位置坐標(,),構(gòu)建其對應(yīng)的LSSVM預(yù)測模型,并對磨加工補調(diào)值進行預(yù)測。根據(jù)各LSSVM模型的預(yù)測結(jié)果,計算各LSSVM模型的預(yù)測誤差,并將它作為粒子個體適應(yīng)度值。保存適應(yīng)度值最優(yōu)的粒子個體位置坐標(,),更新各粒子個體的位置坐標(,),根據(jù)更新后的(,)重新構(gòu)建LSSVM預(yù)測模型,并對磨加工補調(diào)值進行預(yù)測。根據(jù)LSSVM模型的預(yù)測結(jié)果,重新計算各個LSSVM模型的預(yù)測誤差,確定適應(yīng)度值最優(yōu)的粒子個體位置坐標(,)。判斷是否滿足結(jié)束條件,若不滿足則循環(huán)執(zhí)行上述操作,若滿足則根據(jù)適應(yīng)度值最優(yōu)的粒子個體位置坐標(,),構(gòu)建LSSVM預(yù)測模型并對磨加工補調(diào)值進行預(yù)測,完成磨加工補調(diào)值預(yù)測目標。PSO優(yōu)化LSSVM模型流程如圖4所示。

圖4 PSO優(yōu)化LSSVM模型流程
1.3 補調(diào)值在線預(yù)測與補償實現(xiàn)流程
利用模糊物元理論優(yōu)化磨削工藝參數(shù),將尋得的最優(yōu)工藝參數(shù)組合輸入LSSVM補調(diào)值預(yù)測模型,采用PSO對預(yù)測模型中高斯核函數(shù)的核參數(shù)和懲罰參數(shù)進行優(yōu)化。具體的磨削補調(diào)值在線預(yù)測與補償步驟如下:
(1)原始數(shù)據(jù)預(yù)處理,構(gòu)建樣本數(shù)據(jù),包括數(shù)據(jù)的粗大誤差剔除、數(shù)據(jù)的均值化、歸一化。
(2)利用模糊物元理論得出最優(yōu)工藝參數(shù)組合。
(3)構(gòu)建LSSVM補調(diào)值預(yù)測模型。預(yù)測模型訓練樣本集合為(,)(=1,2,…,),為輸入值,是一個由組參數(shù)構(gòu)成的維向量,即模糊物元理論得出的最優(yōu)工藝參數(shù)組合;為相應(yīng)的補調(diào)值。
(4)對模型作訓練學習,同時用PSO參數(shù)優(yōu)化方法對預(yù)測模型參數(shù)尋優(yōu),選取最優(yōu)參數(shù)。


圖5 補調(diào)值預(yù)測與補償實現(xiàn)流程
2 基于模糊物元分析的PSO-LSSVM磨加工補調(diào)值在線預(yù)測與補償實驗
2.1 磨加工主動量儀在線測量加工進程分析
在磨削加工過程中,當預(yù)測尺寸超出誤差允許范圍邊界時,向數(shù)控控制系統(tǒng)發(fā)出補調(diào)指令。控制系統(tǒng)接收指令后,通過更改工藝參數(shù)對誤差進行補調(diào)。砂輪進給機構(gòu)和驅(qū)動裝置根據(jù)指令調(diào)整,實現(xiàn)工件尺寸閉環(huán)控制。利用在線測量進行磨削加工時,需要根據(jù)工藝規(guī)程設(shè)置特征點。加工進程被特征點劃分為5個階段:快速進給階段()-粗磨加工階段(-)-半精磨加工階段(-)-精磨加工階段(-)-光磨階段(-),如圖6所示。

圖6 加工進程
測量裝置在快速進給結(jié)束時刻啟動,此時機床執(zhí)行粗磨加工。當控制單元檢測到工件尺寸達到各階段尺寸要求時,數(shù)控系統(tǒng)自動調(diào)整工藝參數(shù)進入下一磨削階段,直至工件滿足設(shè)計要求(切斷點),砂輪執(zhí)行回程運動直至下一循環(huán)開始。由于精磨和光磨階段對加工質(zhì)量影響明顯,故選擇精磨和光磨階段尺寸數(shù)據(jù)進行實驗。
2.2 實驗驗證與分析
為驗證基于模糊物元分析的PSO-LSSVM磨加工補調(diào)值在線預(yù)測與補償方法的有效性和準確性,設(shè)計并進行了在線測量磨削加工實驗。實驗裝置選擇高精度外圓磨床MGB1320E,磨削工件材質(zhì)為45鋼,采用外圓徑向切入方式進行小批量磨削實驗,如圖7所示。

圖7 實驗裝置
由模糊物元分析可得最佳工藝參數(shù)組合如表1所示,采用該組工藝參數(shù)對工件進行加工。共進行35組實驗,每組加工20個工件,加工后工件尺寸采用氣動量儀測量,測量時每個工件選擇5個測量點,去掉極大值和極小值,取剩余3個值的平均值為尺寸實測值。通過求取實測值與公稱值之間差值得到補調(diào)值的實測值,可有效地去除測量偶然因素的影響。對采樣值誤差作均值處理,對每組實驗數(shù)據(jù)求均值,得每組的尺寸平均實測值、平均補調(diào)值,使得建模數(shù)據(jù)盡可能地擬合真實磨削數(shù)據(jù)。

表1 最優(yōu)工藝參數(shù)組合
記錄每次磨削過程中各階段的尺寸數(shù)據(jù)用于預(yù)測模型訓練,并將訓練完成的模型應(yīng)用于在線測量加工,驗證以預(yù)測值進行補調(diào)的磨削加工結(jié)果。程序均采用MATLAB編制。進行補調(diào)值預(yù)測時,采用PSO對LSSVM補調(diào)值預(yù)測模型參數(shù)尋優(yōu),得最優(yōu)參數(shù)=0.615 5、=24.251 4。圖8所示為采用試樣內(nèi)35組數(shù)據(jù)訓練所建立模型的參數(shù)和優(yōu)化結(jié)果示意。圖中橫軸與縱軸分別表示和取以2為底的對數(shù)后的值,豎軸表示對應(yīng)的預(yù)測精度,文中選用適應(yīng)度函數(shù)值即均方根誤差作為評判準則。

圖8 PSO模型參數(shù)優(yōu)化結(jié)果示意
表2為外圓磨削試驗補調(diào)值的實測值與預(yù)測值。補調(diào)值預(yù)測模型預(yù)測精度與穩(wěn)定性的優(yōu)劣采用平均絕對誤差(Mean Absolute Error,MAE)與均方根誤差(Root Mean Squared Error,RMSE)來評判,計算公式如下:


表2 工件外徑尺寸補調(diào)值實測數(shù)據(jù)及預(yù)測值
模型的與值越小,表示模型預(yù)測精度與穩(wěn)定性越高。通過計算可得:預(yù)測模型獲得的補償值與實際應(yīng)補償值的平均絕對誤差為=0.052 57 μm,均方根誤差=0.065 33 μm。圖9所示為補調(diào)值預(yù)測值與實測值對比曲線。

圖9 樣本內(nèi)預(yù)測補調(diào)值與實測補調(diào)值對比
只采用樣本內(nèi)數(shù)據(jù)驗證模型的精度時,會出現(xiàn)忽略過學習、泛化性弱、推廣能力不強的問題,難以確保模型的普適性。用所得補調(diào)值預(yù)測模型對試樣以外的批量工件進行外圓磨削加工實驗,分析模型對此補調(diào)值的預(yù)測精度,通過判斷預(yù)測精度能否達到主動測量控制儀的要求,來判斷模型的普適性。樣本外磨削試驗進行了8組,參數(shù)尋優(yōu)得最優(yōu)參數(shù)=6.498 0、=3.249 0,如圖10所示為采用樣本外8組數(shù)據(jù)訓練所建立模型的參數(shù)和優(yōu)化結(jié)果示意,表3所示為磨削補調(diào)值實測值與預(yù)測值。

圖10 PSO模型參數(shù)優(yōu)化結(jié)果示意

表3 磨削補調(diào)值實測值與預(yù)測值
預(yù)測結(jié)果表明:預(yù)測模型對試樣外的工件磨削補調(diào)值進行預(yù)測時,模型訓練樣本平均絕對誤差=0.096 25 μm,均方根誤差=0.134 12 μm。圖11所示為訓練樣本外補調(diào)值預(yù)測值與實測值對比。

圖11 樣本外預(yù)測值與實測值對比
將補調(diào)值預(yù)測模型應(yīng)用于外圓磨削誤差反饋補償系統(tǒng)中,將模型預(yù)測所得補調(diào)值反饋到主動測量控制儀,在線控制磨削補調(diào)值的設(shè)置,加工一批工件尺寸為100 mm的柱狀工件,光磨余量定為7 μm,溫度為20 ℃,工件轉(zhuǎn)速為105 r/min,砂輪轉(zhuǎn)速為38 m/s。分析在誤差補償反饋控制情況下加工工件的精度。圖12所示為批量工件的尺寸分布。由統(tǒng)計結(jié)果可知:增加補調(diào)加工之后相對誤差的平均值和方差均有明顯提高,表明利用該預(yù)測模型進行在線預(yù)測和補調(diào)加工可有效提高加工精度。同時相對誤差的分布接近正態(tài)分布,表明該方法具有良好的重復(fù)性和較高的應(yīng)用價值。
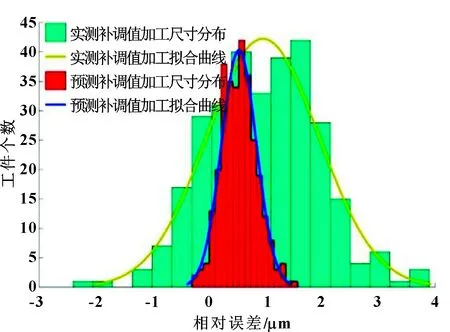
圖12 批量工件加工誤差分布
3 結(jié)論
針對現(xiàn)有磨削加工主動測量過程需要人工手動補調(diào)導(dǎo)致隨意性大、實時性差等問題,通過對磨削過程的分析和預(yù)報理論研究,提出了基于模糊物元分析的PSO-LSSVM補調(diào)值在線預(yù)測與補償模型,通過試驗驗證得到預(yù)測模型對試樣內(nèi)以及試樣外的工件補調(diào)值預(yù)測精度高,符合補調(diào)值預(yù)測的精度要求。將模型應(yīng)用于磨削加工時,對補調(diào)值作預(yù)測并及時反饋給磨床控制系統(tǒng),實現(xiàn)自動調(diào)節(jié)工藝參數(shù)設(shè)置。研究成果有效地提高了產(chǎn)品加工精度的一致性和加工效率,對提升磨削加工智能化水平具有積極意義。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學報(2022年4期)2022-08-15 08:27:00
中學生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數(shù)學備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數(shù)學備考)(2020年9期)2021-01-04 00:25:14
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
