開顱手術中面向低損傷制孔的鉆頭結構優化設計
2022-10-25 10:40:18陳彤胡亞輝丁皓張春秋張善青鄭清春
機床與液壓 2022年19期
陳彤,胡亞輝,丁皓,張春秋,張善青,鄭清春
(1.天津市先進機電系統設計與智能控制重點實驗室,天津 300384;2.天津理工大學機電工程國家級實驗教學示范中心,天津 300384)
0 前言
顱骨鉆孔是開顱手術中必不可少的步驟之一,在顱骨鉆削過程中,骨屑和鉆頭與骨組織的摩擦會產生大量熱量導致骨細胞凋亡,這一過程被稱為熱壞死。同時,鉆孔過程中如果軸向力過大會導致鉆頭斷裂、對骨造成機械損傷等問題,影響患者術后恢復。ERIKSSON和ALBREKTSSON將骨組織加熱至47 ℃時5 min或50 ℃時1 min后,骨細胞會壞死,骨組織的功能將無法維持。劉希寬等的研究表明進給速度與鉆削角度會對鉆削顱骨過程中所產生的軸向力造成影響。
目前,針對骨骼鉆削的研究,大多集中于鉆削參數對鉆削力和鉆削溫度的影響。本文作者旨在探究在顱骨鉆削過程中,麻花鉆的主要幾何參數對鉆削軸向力與溫度的影響,并據此制備低損傷制孔的醫用鉆頭,通過試驗驗證其正確性。
1 材料及方法
1.1 ABAQUS鉆削仿真模型建立
醫用麻花鉆的結構如圖1所示,其主要幾何參數分別為頂角2、螺旋角、腹板厚度2與橫刃斜角。因為ABAQUS的繪圖模塊無法完成復雜模型的創建,使用三維制圖軟件UG10.0進行鉆頭的實體建模,材料選用不銹鋼。

圖1 醫用麻花鉆結構示意
根據顱骨的實際情況,將顱骨分為皮質骨、松質骨、皮質骨3層。材料參數如表1所示。Johnson-Cook本構方程是預測材料動態行為中應用最廣泛的現象學本構模型,它考慮了應變、應變速率和溫度對材料流動應力的影響。在鉆削顱骨的過程中,顱骨的變化屬于高應變率變形,且鉆削力為非線性,所以本構模型選用Johnson-Cook模型,其參數如表2所示。

表1 麻花鉆和顱骨材料參數

表2 Johnson-Cook顱骨參數設置
為減少仿真時間,在劃分顱骨網格時,對鉆削區域進行分區處理,布置更密的種子,用于劃分更細的網格。對于顱骨模型的網格劃分,選擇Advancing Front算法能夠獲得更好的網格,結果如圖2所示。

圖2 皮質骨鉆削仿真結果
1.2 顱骨鉆削試驗
所使用的4個麻花鉆直徑均為8 mm,幾何參數如表3所示。文中使用豬顱骨作為試驗材料,從屠宰場購置豬頭,手工去皮去肉,使用電鋸將顱骨鋸成易夾緊的長方體形式。

表3 醫用麻花鉆幾何參數
為進行顱骨鉆削試驗,搭建顱骨鉆削試驗平臺。選擇YCM-V65A立式加工中心作為動力設備;使用Kistler9129A三向測力儀測量顱骨鉆削過程中產生的軸向力;使用TiX640型紅外熱像儀測量顱骨鉆削過程中產生的鉆削溫度。所搭建的顱骨鉆削平臺如圖3所示。試驗中的鉆削參數為轉速=1 500 r/min、進給速度=30 mm/min,鉆頭直徑=8 mm。此鉆削工藝參數由臨床醫生提供,是開顱手術中最常用的鉆削工藝參數。

圖3 顱骨鉆削實驗平臺
1.3 顱骨鉆削模型驗證
將測量數據進行降噪處理,結果如圖4所示。選擇鉆削過程中鉆削皮質骨階段的平均軸向力與溫度作為結果,每個鉆頭進行3次試驗,每組結果取平均值作為最后試驗結果,如表4所示。

圖4 試驗結果

表4 最終試驗結果
為更直觀地對比,在=30 mm/min、=1 500 r/min下進行仿真試驗。試驗結果和仿真結果對比如圖5所示。可知:軸向力、鉆削溫度誤差均小于5%,證明了仿真模型的正確性。
總之,由于河套問題的出現,在北部邊防沉重的軍事壓力之下,衛所制度趨于崩潰的同時,為有效抵御蒙古部落的入掠,募兵制和軍事家丁制度逐漸興起。但這也無異于飲鴆止渴,由此產生大量冗兵的軍費造成了政府財政的超負荷運轉,為明王朝的加速覆亡埋下了伏筆。

圖5 結果對比
1.4 醫用麻花鉆優化設計
選用Minitab作為數據統計分析軟件,基于響應曲面法進行試驗設計。選擇Box-Behnken進行試驗設計,然后在設計試驗的基礎上建立起變量與響應結果的函數關系。變量與響應之間的目標函數關系為
()=+=(,,,…,)+
(1)
式中:()為實際的響應結果;為目標函數值;為目標函數值與實際相應結果之間的擬合誤差;,,,…,為變量。
使用響應面法,根據實際問題的情況,選擇合適的模型進行擬合,同時在響應面模型的建立過程中,使用最小二乘法求得變量與目標函數值之間的函數關系。以鉆削顱骨過程中產生的軸向力和鉆削溫度為目標參數,以鉆頭的幾何參數(頂角、螺旋角、腹板厚度和橫刃斜角)為變量,因素水平如表5所示。

表5 因素水平
根據表5,使用Minitab軟件設計Box-Behnken試驗如表6所示,共設計27組試驗。根據表6進行仿真試驗,試驗中鉆削參數保持為轉速=1 500 r/min、進給速度= 30 mm/min,鉆頭直徑=8 mm,得到的軸向力與溫度仿真結果如表6所示。

表6 試驗設計和結果
在Minitab中能夠對表6中的數據進行分析,獲得幾何參數與軸向力的二次回歸模型,使用方差分析驗證回歸模型是否合理。軸向力與溫度的二次回歸模型分別如式(2)、(3)所示:
=470-103-048+793-655+
0006 1+0000 3+193+0025 4-
0007-0372
(2)
=426-0705-046-174-502+0002 82+0011 68+552+0017 8-0001 15-0057+0001 99-017-0001 2+016
(3)
式中:、、、分別為頂角、螺旋角、腹板厚度、橫刃斜角。
通過Minitab軟件中的方差分析功能能夠得到的方差分析結果包括自由度、偏差平方和、均方差、值和值。對于軸向力,模型的值小于0.01,說明回歸模型的可信度大于99%。對于鉆削溫度,模型的值為0.018,說明該回歸模型能夠準確預測鉆削溫度結果。
根據所得出的影響規律,使用NSGA-II方法進行優化。為在鉆削過程中對骨產生更小的機械損傷和熱損傷,以鉆削過程中產生最低的軸向力和鉆削溫度作為目標進行多目標優化,得到一組Pareto最優解集,如圖6所示,共包括190個解。在得到的Pareto最優解集中,將鉆削溫度和軸向力2個目標的權重視為相等進行最優解的選擇,選擇的鉆頭幾何參數和對應的軸向力、鉆削溫度如表7所示。

圖6 Pareto最優解集
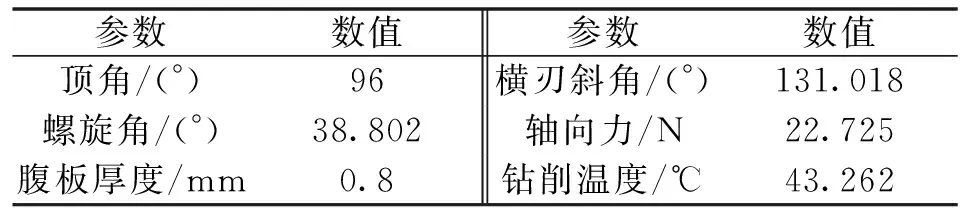
表7 優化幾何參數及目標結果
2 試驗結果與分析
2.1 優化后醫用鉆頭鉆削試驗
使用MD3015磨床進行優化幾何參數麻花鉆的制備,為減少鉆頭磨損給試驗帶來的誤差,共制備3柄麻花鉆,選擇的普通鉆頭為表3中標號1的鉆頭,試驗中的鉆削參數保持為轉速=1 500 r/min、進給速度=30 mm/min,鉆頭直徑=8 mm。優化前后鉆頭幾何參數對比如表8所示。

表8 優化前后醫用麻花鉆幾何參數對比
2.2 優化鉆頭與普通鉆頭對比
通過重復多次試驗,普通鉆頭和優化鉆頭的軸向力與溫度結果分別如圖7和圖8所示。
由圖7可知:優化鉆頭在鉆削過程中產生的軸向力更低。這是因為優化鉆頭的頂角小,使得切削刃的法向前角增大,切削刃更鋒利;螺旋角較大,具有增大鉆頭前角和快速排出骨屑的作用;腹板厚度小,增加了2條切削刃的長度,增大了切削刃的前角,切削刃更加鋒利;橫刃斜角較大,導致鉆芯后角大、橫刃鋒利。因此,優化鉆頭比普通鉆頭在鉆骨過程中產生的軸向力更小。
由圖8可知:優化鉆頭在鉆削過程中產生的鉆削溫度明顯低于普通鉆頭。這是因為優化鉆頭的頂角小,使得切削刃的法向前角增大,切削變形和摩擦產生的熱量減少;螺旋角較大,大螺旋角手術鉆頭有助于清除螺旋槽中的潮濕骨屑和骨碎片,減少骨屑與孔壁的摩擦,并且切削刃的法向前角隨螺旋角的增大而增大,可以減少機械功消耗和熱量的產生;腹板厚度小,使橫刃的長度減小,進而使2個切削刃的長度增加,橫刃上的法向前角為負,而切削刃上的前角為正,所以當腹板厚度減小時更少的機械功轉化為熱能;橫刃斜角較大,使得鉆芯后角大,橫刃鋒利,從而更少的機械功在較大的橫刃斜角下轉化為熱。因此,優化鉆頭比普通鉆頭在鉆骨過程中產生的鉆削溫度更低。
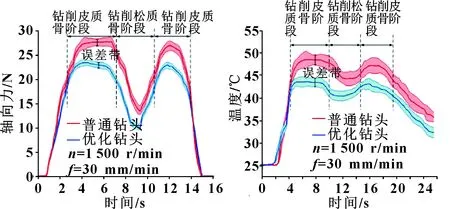
圖7 優化前后軸向力對比 圖8 優化前后鉆削溫度對比
3 討論與結論
(1)基于ABAQUS建立了顱骨鉆削試驗仿真模型,并通過試驗驗證了其正確性。經證明,該模型能夠較準確的模擬鉆削顱骨的過程,并能夠得到較準確的軸向力結果和鉆削溫度結果。
(2)基于Box-Behnken試驗設計方法設計了仿真試驗方案,運用多元回歸方法獲得了鉆削溫度和軸向力的二次回歸模型,得到了麻花鉆幾何參數對鉆削顱骨過程中產生的軸向力和鉆削溫度的影響規律。
(3)使用NSGA-II,以降低鉆削過程中產生的鉆削溫度和軸向力為目標,對麻花鉆幾何參數進行優化,得到優化幾何參數,加工出優化后的鉆頭,搭建試驗平臺進行試驗,驗證了優化結果的準確性。所得到的優化結果能夠為實際手術中降低顱骨損傷提供參考。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
