紐扣式超級電容自動組立焊接機研制
2022-10-28 04:26:42武智惠劉寶琛孫曉幫
機械工程與自動化 2022年5期
武智惠,劉寶琛,孫曉幫
(1.遼寧博艾格電子科技有限公司,遼寧 朝陽 122000;2.遼寧工業大學 汽車與交通工程學院,遼寧錦州 121000)
0 引言
隨著社會經濟的發展,人們對綠色能源越來越關注,超級電容器作為一種新型的儲能器件,具有充放電速度快、無污染、循環壽命長、大電流放電能力強等特點。在最近幾年中,超級電容器已經在很多應用領域中開始批量使用,如新能源汽車領域、消費電子領域、工業領域等[1]。
由于生產工藝原因,單體超級電容的額定工作電壓一般低于3 V,在實際應用中需要串聯使用以滿足大功率儲能系統的要求。所以單體電容的串聯焊接是滿足大功率儲能需求的關鍵工藝。超級電容器在國內發展較晚,大多數企業采用傳統焊接工藝,傳統焊接工藝需要5名工人和2臺焊機,每臺焊機需要人民幣分別為10萬元以上和5萬元以上。實現這種焊接工藝過程所需要的成本高,生產效率低,一般為5 000支/8小時。因此,研發紐扣式超級電容自動組立焊接設備在節約成本、減少勞動力和提高生產效率方面具有重要意義。
1 自動組立焊接機整體設計
1.1 紐扣式超級電容組立焊接過程
紐扣式超級電容組立結構及元件組成如圖1所示,焊接制造過程為:首先將連接片底面焊接到單體電容的正極(上表面)上,然后將另一只單體電容的側面與已焊接底面的連接片沿邊緣焊接[2]。

圖1 紐扣式超級電容組立結構及元件組成
1.2 自動組立焊接機整體方案設計
紐扣式超級電容自動組立焊接機整體方案設計如圖2所示。整個自動組立焊接機包括以下幾個部分:
(1) Ⅰ上電容工位:包括Ⅰ工位振動盤5、Ⅰ工位升降氣缸6、Ⅰ工位前后氣缸7、Ⅰ工位真空吸嘴8。Ⅰ工位振動盤上料到位后,Ⅰ工位升降氣缸下降,真空吸嘴吸起電容,Ⅰ工位升降氣缸上升,Ⅰ工位前后氣缸前進到位,Ⅰ工位升降氣缸下降到Ⅰ工位,Ⅰ工位真空吸嘴破真空,將電容放入Ⅰ工位。
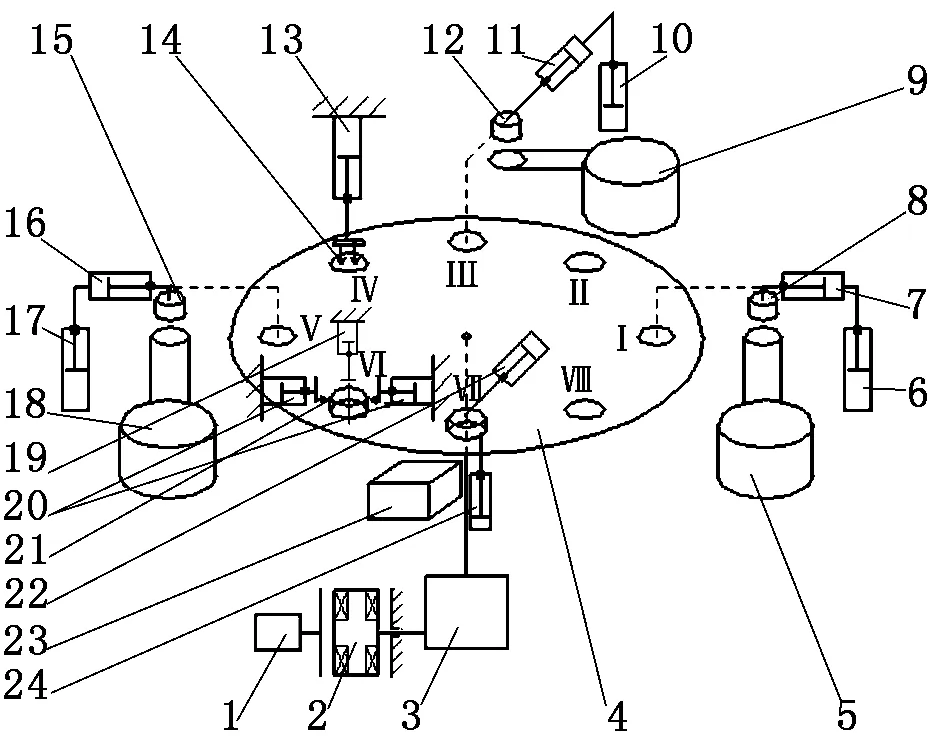
1-電機;2-離合制動器;3-凸輪分割器;4-轉盤;5-Ⅰ工位振動盤;6-Ⅰ工位升降氣缸;7-Ⅰ工位前后氣缸;8-Ⅰ工位真空吸嘴;9-Ⅲ工位振動盤;10-Ⅲ工位升降氣缸;11-Ⅲ工位前后氣缸;12-Ⅲ工位真空吸嘴;13-Ⅳ工位升降氣缸;14-Ⅳ工位焊頭;15-Ⅴ工位真空吸嘴;16-Ⅴ工位前后氣缸;17-Ⅴ工位升降氣缸;18-Ⅴ工位振動盤;19-Ⅵ工位下壓氣缸;20-Ⅵ工位夾合氣缸;21-Ⅵ工位焊頭;22-Ⅶ工位平推氣缸;23-成品儲物盒;24-Ⅶ工位頂升氣缸
(2) Ⅱ工位:空。
(3) Ⅲ上連接片工位:包括Ⅲ工位振動盤9、Ⅲ工位升降氣缸10、Ⅲ工位前后氣缸11、Ⅲ工位真空吸嘴12。Ⅲ工位除了上的料為連接片外,動作與Ⅰ工位動作相同。
(4) Ⅳ焊接底面工位:包括Ⅳ工位升降氣缸13、Ⅳ工位焊頭14。物料到達Ⅳ工位后,Ⅳ工位升降氣缸下降,Ⅳ工位焊頭接觸物料并釋放電流,焊接完成后,Ⅳ工位升降氣缸回退到原位。
(5) Ⅴ上電容工位:包括Ⅴ工位真空吸嘴15、Ⅴ工位前后氣缸16、Ⅴ工位升降氣缸17、Ⅴ工位振動盤18。Ⅴ工位與Ⅰ工位動作完全一致。
(6) Ⅵ側面焊接工位:包括Ⅵ工位下壓氣缸19、Ⅵ工位夾合氣缸20、Ⅵ工位焊頭21。物料到達后,Ⅵ工位下壓氣缸下壓到位,Ⅵ工位夾合氣缸進行夾合,兩側的Ⅵ工位焊頭接觸物料并釋放電流,側面焊接完成后,所有氣缸回退到原位。
(7) Ⅶ下成品工位:包括Ⅶ工位平推氣缸22、成品儲物盒23、Ⅶ工位頂升氣缸24。物料到達Ⅶ工位后,Ⅶ工位頂升氣缸將物料上頂,隨即Ⅶ工位平推氣缸前推,將物料推至成品儲物盒中。
(8) Ⅷ工位:空。
(9) 動力傳動系統:包括拖動減速電機1、離合制動器2、凸輪分割器3和轉盤4。拖動減速電機通過離合制動器控制其動力間斷傳遞,通過凸輪分割器實現轉盤的間歇運動。
2 自動組立焊接機機械設計
自動組立焊接機的SolidWorks三維模型如圖3所示。本項目針對超級電容單體與連接片的抓取動作采用氣缸與真空吸嘴組合的結構,焊機采用技術成熟的儲能焊機,轉動盤的間歇工作利用凸輪分割器與離合制動器組合控制的原理。

圖3 自動組立焊接機SolidWorks三維模型
3 自動組立焊接機控制系統設計
3.1 PLC程序設計
PLC控制單元采用歐姆龍CP1E-40DT-D控制單元,擴展采用CP1W-20EDR,能滿足36路開關量輸入、24路繼電器輸出的要求。
根據傳統超級電容組立焊接方法,設計自動組立焊接機控制系統程序流程如圖4所示。其中每一個工位的動作都是同步的,只有所有工位的動作都完成后,凸輪分割器才會帶動轉盤轉動一個工位的角度。設計Ⅱ工位與Ⅷ工位為空工位的目的是方便組件的安裝與拆卸,方便后續設備維護,避免運動干涉。PLC程序使用梯形圖進行開發[3,4],根據工作流程運用順序控制的方式設計,其中Ⅰ工位PLC程序梯形圖如圖5所示。
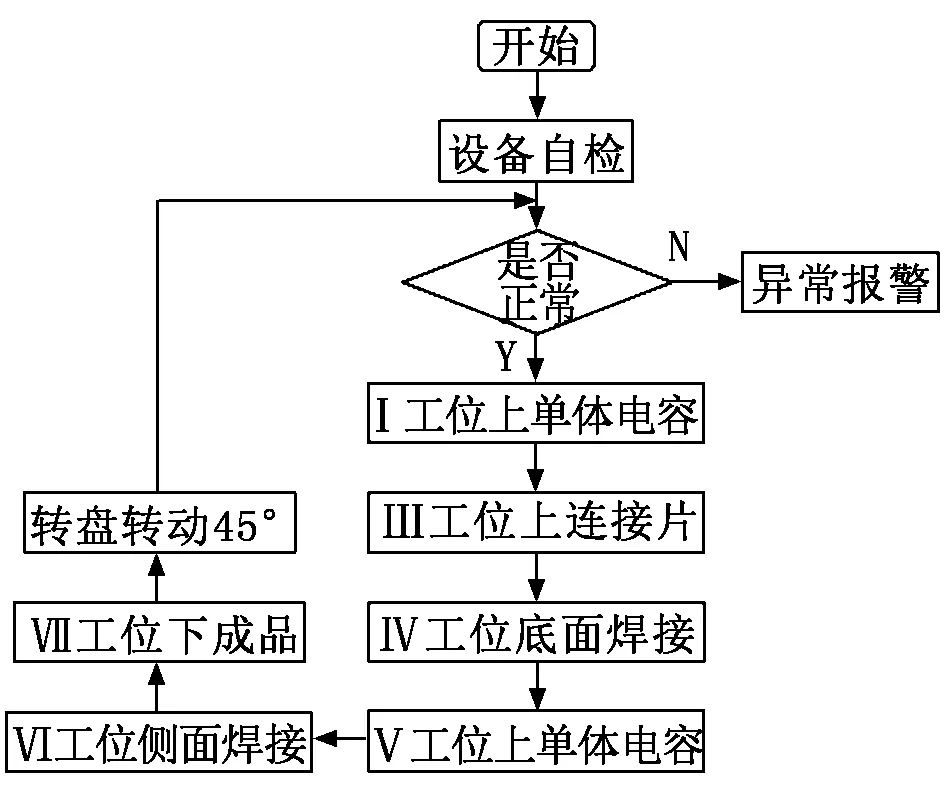
圖4 電容自動組立焊接機控制系統程序流程圖
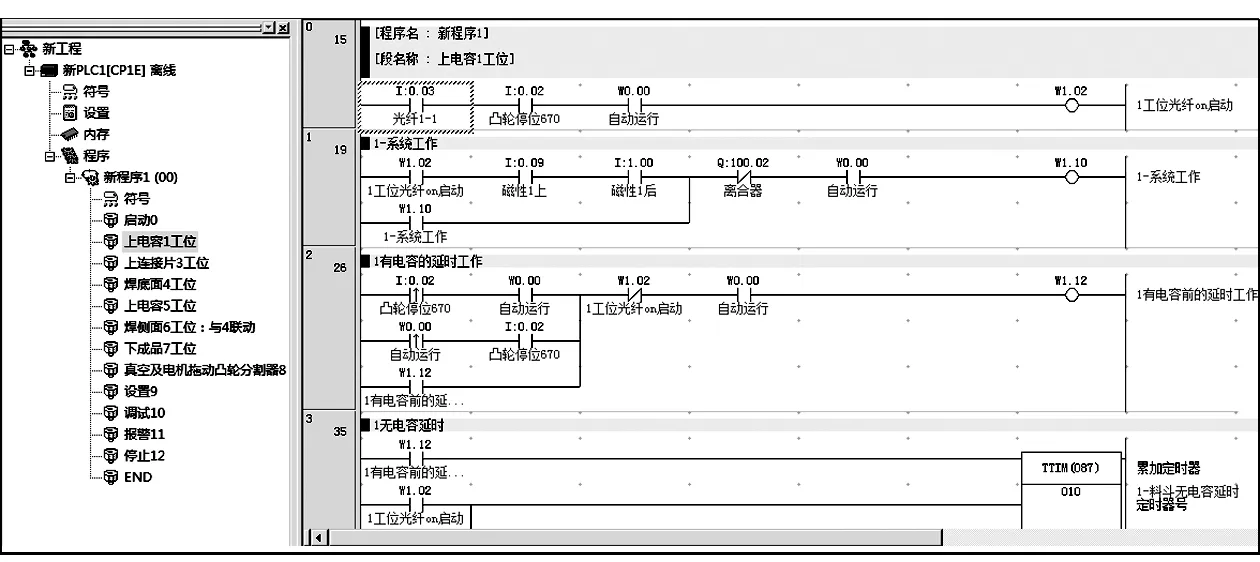
圖5 Ⅰ工位PLC程序梯形圖
3.2 觸摸屏界面設計
觸摸屏利用RS-232總線與PLC進行通信,實時控制并監控系統運行狀態及運行情況[5]。
該系統分別設計了主控界面、設置界面、調試界面與幫助界面。其中主控界面如圖6所示。按動啟動按鈕時,組立焊接機會按照事先設置好的參數運行。如果運行期間出現異常,報警指示燈會亮起,可通過報警解除按鈕解除報警。在運行過程中,按動急停按鈕,可以停在當前狀態位置,當按動停止按鈕,設備會停到下一工位,再按動啟動按鈕時,設備會在該工位開始運行。
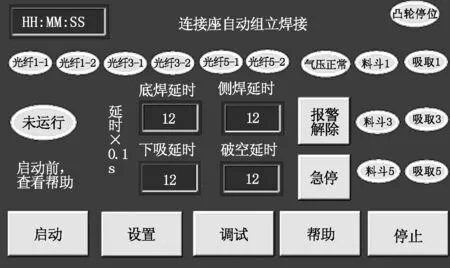
圖6 觸摸屏主控界面
4 自動組立焊接機的實現
4.1 自動組立焊接機設備的實現
自動組立焊接機設計完成后,委托外包機械加工,經加工裝配并完成配線,自動組立焊接機實物如圖7所示。

圖7 自動組立焊接機實物圖
4.2 自動組立焊接機動作的實現
(1) 上料動作實現。按下啟動按鈕,振動盤通電后產生振動,物料按運動軌跡移動。PLC檢測到物料達到位置時,氣缸與真空吸嘴配合將物料放置在轉盤的工位胎具上。
(2) Ⅳ工位底面焊接動作實現。在Ⅳ工位,PLC給焊接機指令,焊機焊頭下壓,當焊頭下壓至與連接片底面接觸時,光電開關發出下壓到位信號,焊機輸出大電流,將連接片底面焊接到單體電容正極面上。
(3) Ⅵ工位側面焊接動作實現。轉盤在Ⅵ工位時,工位胎具中已經有一個單體電容正極焊接上連接片,并且連接片上又放置了一個單體電容。PLC控制將工件夾緊后,給焊機指令,焊機的左、右焊頭向中心夾合,當焊頭夾合到與連接片側面相接觸時,光電開關發出夾合到位信號,焊機輸出大電流,將電容單體側面焊接到連接片側面。
(4) 轉盤轉一步。Ⅰ工位~Ⅶ工位均工作完畢,PLC控制離合器結合,制動器打開,按轉動光電開關位置驅動,轉盤旋轉一步。
5 結語
(1) 設計出8工位轉盤式結構,利用凸輪分割器的間歇運動和離合控制器的通斷控制,實現轉盤的間歇時間控制。
(2) 利用單臺儲能焊接機設計出兩個工位分時焊接裝置,實現了超級電容底面和側面的自動組立焊接,降低了成本。
(3) 開發出PLC自動控制系統,實現自動組立焊接機的信號檢測與聯動,大大提高了工作效率。
設備運行結果表明,紐扣式超級電容自動組立焊接機運行可靠,操作簡單,生產速度達到30支/分鐘,極大地提高了工作效率,降低了勞動成本,滿足了設計要求。