智能鑄造車間互聯互通技術研究
2022-10-30 12:59:06徐海港林連華紀昌勇
農業裝備與車輛工程 2022年2期
徐海港 ,林連華 ,紀昌勇
(1.252800 山東省 高唐縣 山東時風(集團)有限責任公司;2.252800 山東省 高唐縣 農業部農機動力和收獲機械重點實驗室)
0 引言
我國制造業發展環境日益復雜,發展條件和動力發生深刻變革,面臨的機遇與挑戰并存。《中國制造2025》提出“推進信息化與工業化深度融合”的重點任務,加快推動新一代信息技術與制造技術融合發展,把智能制造作為兩化深度融合的主攻方向[1]。一方面,制造業發展面臨資源環境約束強化、要素成本上升、投資出口放緩等挑戰,亟須推動數字化智能化改造升級,優化企業資源配置,提升生產經營效率,改善產品品種結構,提高供給結構適應性和靈活性,形成經濟增長新動力[2-3];另一方面,信息技術高速發展,成為構建新型制造體系的重要力量,給制造業智能化升級帶來新支撐。以云計算、大數據、物聯網、移動互聯網為代表的新一代信息技術正在向制造業加速滲透融合,工業云、工業互聯網、智能設備逐步成為制造業發展新基礎,個性化定制、服務型制造成為生產方式變革新趨勢,融合創新、系統創新、迭代創新、大眾創新等正在成為制造業轉型升級新動力[4-5]。裝備制造業如何建立基于信息流、物流、工作流、參數流、質量流的智能生產運維系統,破解集成化關鍵技術尤為關鍵[6-7]。通過信息技術的應用,推進生產過程智能化,培育新型生產方式,全面提升企業研發、生產、管理和服務的智能化水平顯得尤為迫切。
1 鑄造車間數據統一建模與協同管理技術
根據鑄造車間各工序數據類型和系統采集需求,涉及到的制造過程數據按照對象分為人員信息、設備信息、物料信息、生產執行信息、質量信息、其它信息等6 類數據信息,其中每類信息下又有若干子類數據。本研究中,采用基于UML的面向對象的方法建立鑄造車間各工序數據統一對象模型。
1.1 人員數據模型
人員是資源的一部分,是車間生產過程的重要參與者,作業人員在車間作業過程中會產生制造相關的人員類數據。以制造過程人員數據為對象,人員數據模型如圖1 所示。
車間作業的個人組成車間人員類。車間人員類包含人員類操作和人員類屬性,各類操作和屬性下有對應于各自的操作方法和屬性值,如個人操作有獲取生產任務、采集并上傳制造過程數據等,個人屬性有員工工號、工組信息等。同時,個人還對應于車間制造過程生產任務,并關聯到任務下的生產任務信息。
1.2 設備類數據模型
設備數據模型是基于設備模型展開的,在模型中定義了設備類、設備、加工任務、維護對象,如圖2 所示。設備屬性包括設備編號、設備類型、所屬車間等,加工響應主要表征運行狀態及維護、保養情況及故障描述等。
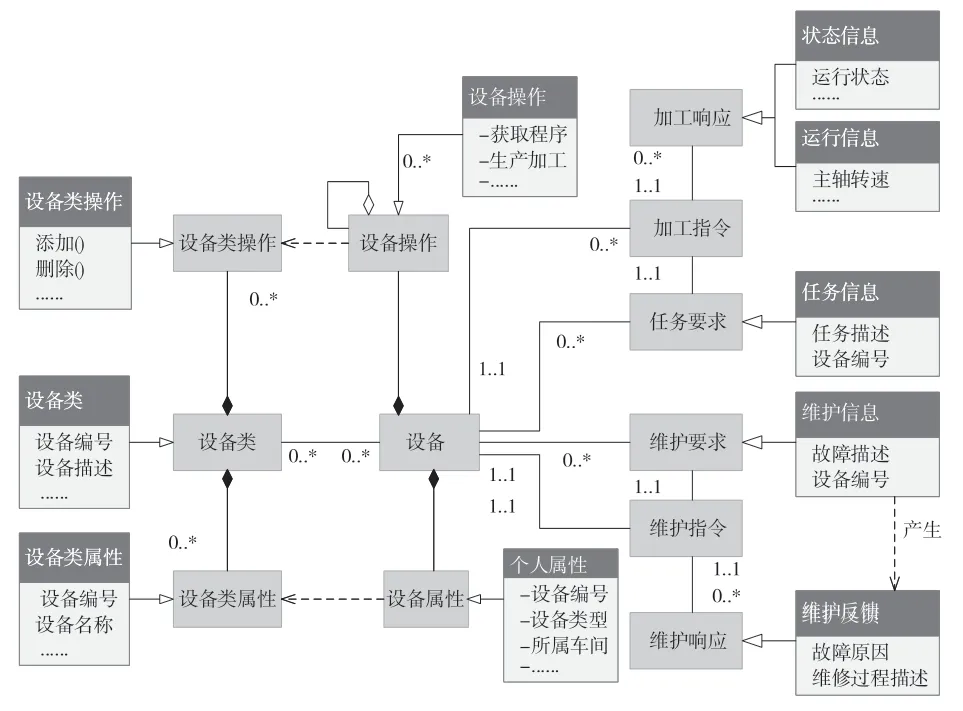
圖2 設備類數據模型Fig.2 Device class data model
設備類包含有設備類操作和設備類屬性并各自具有相應的操作值和屬性值。設備也同樣由設備操作和設備屬性構成,設備操作和設備屬性在具有各自屬性值的同時,還必須映射到設備類操作和設備類屬性。同時,每臺各工序設備還具有各自的加工任務和維護計劃,通過設備可以關聯到加工任務信息和基于任務下的設備工作狀態信息,以及維護計劃下的設備故障信息和維護日志信息。
1.3 物料類數據模型分析
物料類操作和物料類屬性構成了物料類數據模型。在鑄造車間數據采集與處理系統中,物料包括原材料、在制造品和制成品,通過物料定義,使其對應于物料類。其中物料操作和屬性也相應地映射到物料類操作和物料類屬性。在制造過程中,物料通常是以批次進行加工和運輸的,因此物料批次數據也對應于物料定義下物料屬性數據。隨著靜壓造型、數控混砂、機器人搬運、下芯、數字化配料電熔煉等工步加工過程的進行,物料的質量會發生改變,有原材料、有型芯、澆注半成品、成品等,物料屬性下的質量數據也相應地關聯到車間生產制造質量檢驗過程中,并根據質檢要求和質檢結果得到質量檢驗數據,如圖3 所示。
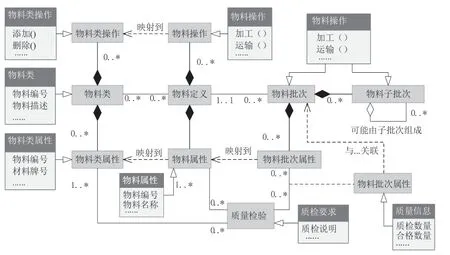
圖3 物料類數據模型分析Fig.3 Material data model analysis
1.4 質量數據模型分析
質量數據包含質量屬性和數據對象操作方法。質量數據在同一規格產品加工時具有共同的加工質量屬性,如加工過程品質規范、產品質量考核標準、檢驗流程和方法等,是一種共有屬性,是產品滿足需求的基本屬性。在鑄造加工過程中,重點考慮的是產品對象的質量,如來料檢驗的質量、加工過程質量、成品質量等。把質量數據相關的靜態數據定義為屬性,把動態數據定義為操作,則它們具有自身的屬性和操作。產品的對象質量常與各工序的機器、質量設備、加工和質檢人員構成關聯關系。如圖4 所示。
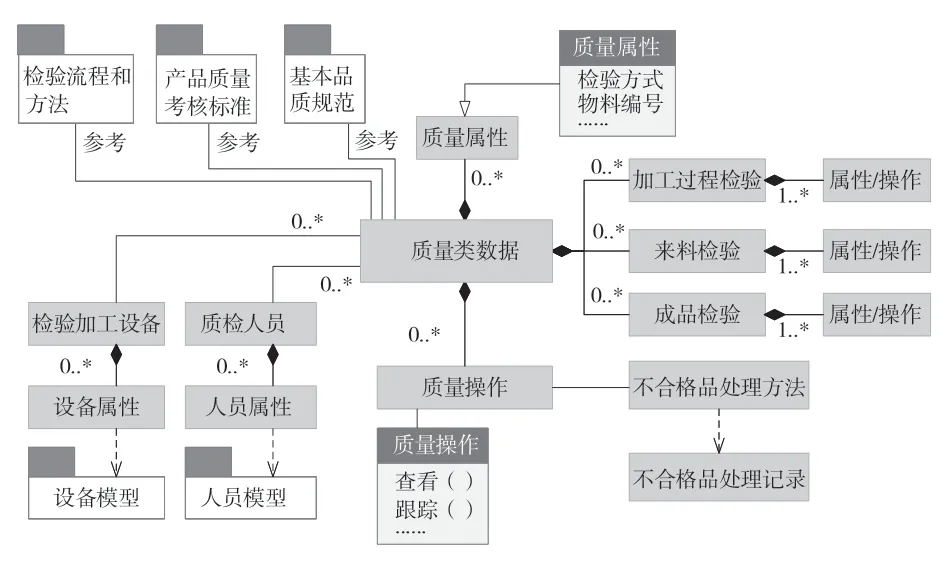
圖4 質量數據模型分析Fig.4 Analysis of quality data model
1.5 生產制造執行過程數據模型分析
加工執行數據包含任務數據、進度數據和流轉單數據,也關聯著車間的加工計劃,其中任務數據、進度數據、流轉單數據都具有各自的屬性和方法,而且與加工執行信息有著一對多的關系。任務數據同時還與加工的工藝信息、工序過程模型和加工質量規范有著關聯關系,任務執行過程中必須依照此類信息進行加工。流轉單作為車間生產的基礎,通過流轉單可以了解加工部件加工執行情況,包含加工過程中需要的人員、物料、設備等資源的需求,而這些需求又對應到相關資源的屬性中去,如圖5 所示。
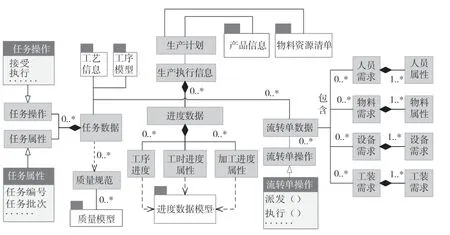
圖5 加工執行數據模型分析Fig.5 Analysis of machining execution data model
2 關鍵工序的互聯互通協同控制技術
企業ERP 采用大型關系型數據庫為基礎,基于B/S 或者C/S 結構設計信息管理系統,而鑄造車間生產控制系統采用PLC、智能控制器為主的控制信息系統,二者之間沒有直接通訊的能力,數據相對孤立,無法實現互聯互通。本研究采用OPC 技術,開發基于COM 的中間件軟件,提取數據采集系統(造型線控制系統、砂處理控制系統、熔化監控系統)中有用數據送入企業生產運維管理系統和ERP 系統中,并經過授權直接將生產運維管理系統和ERP 系統中相關數據通過中間層軟件送到控制系統控制各加工工序運行。
使用VB,C++或者C#等開發語言,基于OPC 組件開發中間件軟件作為OPC client 端,定時采集和設置自動化集控系統的OPC server 數據項。其中自動化集控系統的OPC server 數據項為組態軟件增加的OPC 數據項。中間件軟件通過odbc 或者其他數據連接方式與ERP 系統數據庫進行通信,如圖6 所示。
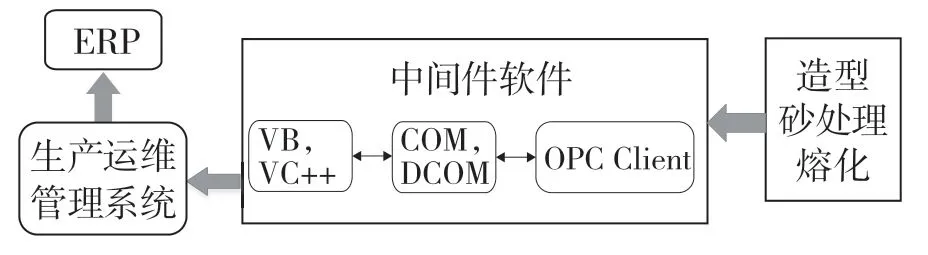
圖6 中間件軟件示意圖Fig.6 Schematic diagram of middleware software
3 控制系統互聯互通集成平臺技術
控制系統互聯互通平臺包括智能主控制模塊、通信模塊、邏輯控制單元、過程控制單元,滿足裝備狀態采集控制及設備互聯要求。
(1)主控制器模塊
主控制器模塊為了實現高速處理能力,選用多CPU 的處理方式,各模塊具備獨立的CPU,將高速處理分散到各模塊中;CPU 選型上,選擇國產CPU 芯片及ARM CPU 芯片。CPU 板支持總線CAN 接口、以太網接口、RS485 接口、外部CAN 接口,均與CPU 隔離。
(2)通訊模塊
考慮到系統通信的擴充能力,在系統設計時原計劃設計獨立的通信模塊。在執行過程中,考慮到主控制器硬件設計,已提供了多類通信接口,在本部分的設計中,直接采用主控制器的硬件結構,通過軟件編程,作為一類特殊的擴展模塊,通過實驗驗證,達到設計要求。
(3)模擬量輸入模塊
模擬量輸入關鍵點在于防止模擬量輸入之間的串擾,為了解決這一問題,采用模擬量線形隔離技術,采用路路隔離方式,避免相互干擾的問題。
(4)模擬量輸出模塊
模擬量輸出關鍵設計在于輸出隔離及輸出精度。在設計中采用了DC/AC 轉換芯片,在DC 輸入端采用高速光電隔離技術,在保證隔離效果的同時保證了模塊輸出的精度。
(5)I/O 輸入模塊
系統設計為了提高系統的抗干擾性而采用了光電隔離技術,使每一路輸入相互隔離獨立。為適應高速輸入,在部分輸入采用了高速光電隔離技術。為保證開關量輸入及高速脈沖量輸入,部分輸入在軟件上處理,采用輸入引腳復用的方式。
(6)I/O 輸出模塊
系統設計為了提高系統的抗干擾性而采用了繼電器隔離技術,使每一路輸入相互隔離獨立。
(7)下位機軟件
主CPU 與各模塊通信協議的確立,確定了內部通信協議,為系統聯結、擴展搭建了通信框架。
下位機軟件包括CPU 監控程序、輸入板監控程序、輸出板監控程序等。
4 智能制造車間生產運維系統
生產運維系統屬于工廠執行層的系統,它介于上層管理層和底層監控層之間,起承上啟下的作用,是ERP 系統數據的基礎和保證,三者一起構成了計劃、執行、控制、反饋、調整的完整的閉環系統。通過接口進行計劃、指令的傳遞和生產實績的反饋,使生產計劃、控制指令、實際信息在整個ERP,MES 和數采監控系統中透明、及時、順暢地交互傳遞。
(1)生產計劃
計劃輔助排產管理包括廠級計劃導入、車間計劃編制、計劃外協、產能分析、計劃預警、計劃跟蹤等功能。統一上線順序,從 ERP 導入生產計劃,按照總裝廠裝配順序的約束為計劃員提供上線順序的發布池,提供計劃發布與執行跟蹤功能,生成計劃執行信息統計報表。
(2)設備運維管理
主要針對車間內部各工序的設備進行管理,管理設備的運行狀態、設備維護保養等。包括設計基于已有系統的維修計劃與調度系統;構建故障預警、維修推演的故障管理系統;構建虛擬維修及交互培訓、維修經驗反饋平臺;構建智慧維修管理與監控系統;設計智慧化工維修管理標準體系和維修策略。
(3)物料管理
物料移動管理對工廠內的物料移動進行計劃、執行、監控和記錄。
物料平衡是通過物料平衡和動力平衡的方法對測量得到的生產數據進行整合,為其它應用提供準確的數據;
(4)質量監控
檢驗設置是設計檢驗參數設置的功能,可以依據加工工序設置每個工序完成后是否需要質量檢驗、哪種檢驗方式。
檢驗參數:用戶可以在系統中設置檢驗的類型、檢驗指標、檢驗工具等數據。系統在形成檢驗單時,會依據這些參數自動給出檢驗指標和工具,并依據檢驗數據判定檢驗結果。
檢驗設備:達到檢驗環節后,系統會發送指令驅動設備進行相應的檢驗,依據檢驗數據來自動判定各工序(制芯、下芯、熔煉、混砂、落砂)的產品是否合格,自動記錄到服務器進行分析。
檢驗統計是通過捕捉到的質量數據進行分析,從而找到問題所在的區域加以注意。對生產流水線采集過程數據進行動態的智能查詢分析,從而指導生產過程管理,提高生產質量和合格率等。
(5)在線安全監測與預警技術研究
結合現場專家經驗對生產大數據進行整理、篩選和轉換,研究基于數據和專家知識的多源異構數據融合技術,采用聚類融合算法構建數據融合模型,實現工藝、設備、各類安全報警等不同異構數據源信息有效融合,通過對關鍵安全技術參數的閾值判斷與特征提取,與建立的工藝安全健康綜合指標標準進行特征匹配,實現各工序加工過程安全健康動態預警。
5 結語
通過數據建模、信息傳感、數據采集、關鍵工序的互聯互通協同控制技術研究及運維管理平臺的搭建,實現了智能制造車間的數字化集成,在集團鑄造車間推廣應用后,取得顯著效果,實現了以訂單為中心的信息物理和人的集成,工作便捷,潔凈高效,生產效率提高20%,人員減少80~100 人,成本降低15%~30%,產品不良率下降了30%,具有較好的應用效果和示范推廣前景。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
汽車觀察(2016年3期)2016-02-28 13:16:26
