超聲振動加工參數(shù)對GH4169 合金磨削力的影響
2022-10-31 08:40:24史春光張敏良柴寧生龔楠謝浩
農(nóng)業(yè)裝備與車輛工程 2022年5期
史春光,張敏良,柴寧生,龔楠,謝浩
(201620 上海市 上海工程技術(shù)大學(xué) 機械與汽車工程學(xué)院)
0 引言
鎳基合金GH4169 具有比強度高、比剛度高和耐高溫的特點,通常應(yīng)用于航空發(fā)動機中。隨著航空工業(yè)的發(fā)展,對航空發(fā)動機零部件的加工效率、表面質(zhì)量和加工精度提出了更高的要求。磨削通常是航空發(fā)動機關(guān)鍵零部件加工的最后一道工序,對加工質(zhì)量起著極其重要的作用。在常規(guī)磨削加工GH4169 材料過程中,常出現(xiàn)砂輪堵塞、切削力大和加工效率低等現(xiàn)象。GH4169 屬于典型的難加工材料,常規(guī)的加工方法難以滿足實際生產(chǎn)要求,超聲振動加工技術(shù)能有效解決上述問題。超聲振動磨削(UVG)是一種在普通磨削中對砂輪或工件施加高頻振動的加工方式,為精密加工領(lǐng)域?qū)崿F(xiàn)高效加工提供了一種有效方法,具有磨削力小、材料去除率高和延長砂壽命等特點,因此一直是國內(nèi)外眾多學(xué)者關(guān)注和研究的重點。
國內(nèi)外學(xué)者對超聲切削進(jìn)行研究時,大多針對陶瓷材料的表面質(zhì)量、材料去除率等方面,對金屬超聲磨削的研究相對較少,而金屬材料在現(xiàn)實生產(chǎn)生活中應(yīng)用廣泛,因此對一些典型難加工材料的磨削特性進(jìn)行研究是非常重要的。
凈切削時間比r 是超聲振動切削過程中重要參數(shù)之一。本文探究磨削典型難加工材料GH4169,切削參數(shù)對凈切削時間比r 的影響,通過AdvantEdge FEM 有限元仿真軟件,揭示加工參數(shù)對GH4169 切削力的影響規(guī)律。
1 加工參數(shù)對凈切削時間比的影響
超聲振動磨削改變了以往常規(guī)磨削連續(xù)切割的方式,以一種斷續(xù)、間歇性的加工方式實現(xiàn)對工件周期性往復(fù)運動的形式加工,實現(xiàn)了高效率、高質(zhì)量加工。由于磨削一般為微切削,因本文研究的工件長度極短,所以可認(rèn)為砂輪做直線運動。在有限元仿真磨削運動時,以單顆磨粒為研究對象。超聲振動磨削是通過磨粒與工件之間以高頻振動的切削方式實現(xiàn)材料的去除,磨粒與工件之間接觸時間極短。在一個振動周期中,磨粒與切屑大部分時間處于分離狀態(tài),即整個磨削過程為接觸與分離交替的過程,這樣就使磨削過程中產(chǎn)生的磨削力和磨削熱大大降低,并且不會出現(xiàn)砂輪堵塞現(xiàn)象。
圖1 所示為超聲振動磨削運動軌跡示意圖,刀具的簡諧運動軌跡類似正弦。磨粒從t=0 開始做位移為y=Asin(ωt)=Asin(2πft)的運動,工件以速度v 向x 軸正方向移動,磨粒移動到t=t1點時開始對工件進(jìn)行切削,磨削到t=t2點開始分離,到下一個周期的t=t3點再開始進(jìn)行切削,直到t=t4點再分離。由此可見,振動切削過程為周期性的斷續(xù)切削過程。

圖1 超聲振動軌跡Fig.1 Ultrasonic vibration track
在t=t2時刻,磨粒與工件即將分離,此時工件速度與磨削時的速度相同,表達(dá)式為

式中:x ——磨粒位移;ω——圓頻率,ω=2πf ;A——振幅;f——振動頻率。
一個周期T 中分離階段工件移動位移為

凈切削時間比r 表示為

r 受到加工參數(shù)(f、A、v)的影響,r 值越大凈切削時間較短,切削性能好。在MATLAB 中計算式(1)—式(3)組成的方程組,得到f、A 和v對凈切削時間比的影響。
1.1 磨削速度對凈切削時間比的影響
利用MATLAB 繪制振動頻率f=20 kHz、振幅A=5μm 時磨削速度v 對r 的影響曲線,如圖2 所示。可以看出,當(dāng)v 增大時,磨粒與工件r 值不斷增大,意味著在超聲振動磨削過程中,較低的磨削速度磨粒所經(jīng)歷的脈沖切削力時間較短。
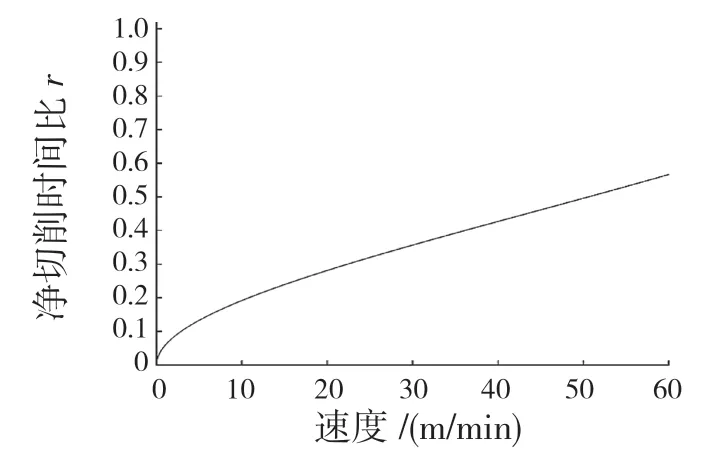
圖2 磨削速度對凈切削時間比的影響Fig.2 Effect of grinding speed on net cutting time ratio
1.2 振動幅值對凈切削時間比的影響
圖3 為頻率f=20 kHz、磨削速度v=18 m/min 時,振幅變化對凈切削時間比r 的影響。由圖3 可知,振幅由1 μm 增大到5 μm 時,r 值一直處于降低過程,但當(dāng)振幅超過5 μm 后,r 值并沒有明顯下降。
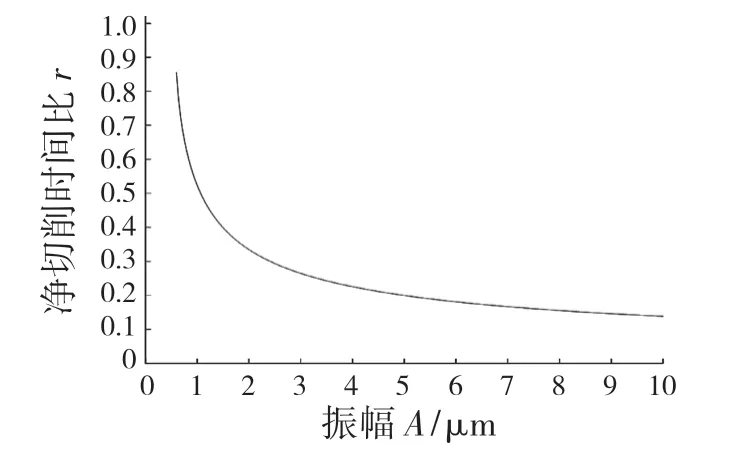
圖3 振幅對凈切削時間比的影響Fig.3 Effect of amplitude on net cutting time ratio
1.3 振動頻率對凈切削時間比的影響
如圖4為磨削速度v=18 m/min、振幅A=5 μm時,振動頻率f 的變化對r 值的影響。由圖4 可以看出,隨著磨粒振動頻率的增大,r 值一直減小,但是遞減速率逐漸減緩。因此使用高頻振動時,切削區(qū)域所經(jīng)歷的脈沖切削力時間縮短[1]。

圖4 振動頻率對凈切削時間比的影響Fig.4 Effect of vibration frequency on net cutting time ratio
2 建立切削模型
2.1 材料本構(gòu)模型
考慮到鎳基高溫合金GH4169 在實際磨削加工過程中熱軟化、應(yīng)變、應(yīng)變率等方面的問題,選擇了Johnson-Cook 本構(gòu)模型:
式中:σ——剪切應(yīng)力;A——屈服強度;B——硬化參量;C ——應(yīng)變率強化系數(shù);γ——剪切應(yīng)變;——應(yīng)變率;——參考剪切應(yīng)變率;n ——硬化指數(shù);m——熱軟化系數(shù)[2];T1——表面溫度;Tmelt——熔點[3];T0——室溫[4]。
GH4196 的J-C 本構(gòu)參數(shù)如表1 所示。

表1 GH4169 本構(gòu)方程參數(shù)Tab.1 GH4169 constitutive equation parameters
2.2 材料失效準(zhǔn)則
選用Johnson-Cook 剪切失效模型實現(xiàn)切屑從工件分離。當(dāng)損傷參數(shù)達(dá)到 1 時,單元即失效,失效參數(shù)ω定義如下[5]:
式中:Tmelt——材料融化溫度;T0——轉(zhuǎn)變溫度(通常設(shè)置為20 ℃)。參見表2。

表2 GH4169 的失效參數(shù)Tab.2 Failure parameters of GH4169
2.3 磨粒模型的建立
砂輪表面分布著成千上萬形狀不規(guī)則的磨粒,磨削時依靠這些磨粒的切削刃進(jìn)行切削。隨著計算機技術(shù)的快速發(fā)展,單顆粒的磨削仿真已經(jīng)成為研究復(fù)雜磨削過程的常用方法[6]。在AdvantEdge FEM 軟件中建立磨粒模型,因磨削過程為微切削,可將磨粒抽象為尖端帶有圓弧的形狀,類似銑刀,近似四邊形的刀具。超聲振動磨削改變了常規(guī)磨削機理,切削軌跡由直線演變成類似正弦曲線。磨粒運動軌跡示意圖如圖5(a)所示,單顆磨粒的受力情況如圖5(b)所示,磨粒材料為金剛石,建立磨削模型時,選取鎳基合金GH4169 材料的一小段作為工件基體。
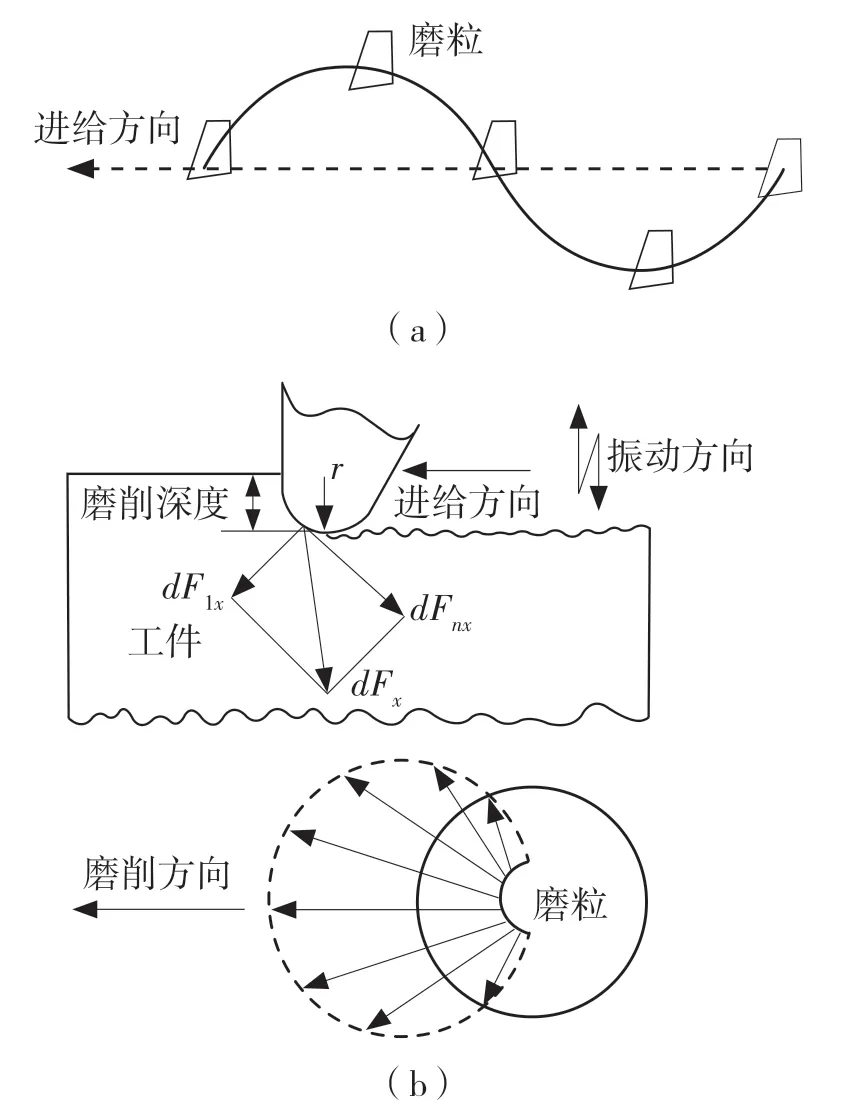
圖5 超聲振動輔助磨削單顆粒切削力模型Fig.5 Single particle cutting force model of ultrasonic vibration-assisted grinding
3 振動磨削力有限元仿真
在有限元軟件AdvantEdge FEM 中建立鎳基合金GH4169 超聲振動磨削的二維正交有限元模型[7],如圖6 所示。加工條件:工件沿y 方向做超聲振動,頻率為0~40 kHz,振幅A 為 0~10μm,磨削速度v為12~36 m/min,磨削深度ap=20 μm,工件長度為1.2 mm,高度為0.5 mm,磨削長度為1 mm。

圖6 二維正交切削模型Fig.6 Two-dimensional orthogonal cutting model
3.1 振動磨削磨削區(qū)的Mises 應(yīng)力
磨粒的振幅5μm、磨削速度18 m/min,單因素改變振動頻率,磨削過程中應(yīng)力分布如圖7 所示。由圖7 可見,切削層被磨粒切斷形成帶狀切屑,說明整個切削過程較為穩(wěn)定[8]。不管是常規(guī)磨削還是超聲振動磨削,最大應(yīng)力主要集中在第一變形區(qū),這是由于第一變形區(qū)域是切削層塑性變形和剪切滑移后形成切屑的區(qū)域,它主要增加切削刀具的切削阻力。由圖7 Mises 應(yīng)力云圖可以看出,隨著振動頻率增大,最大應(yīng)力有減小的趨勢,在頻率一定、振幅增大后材料更容易去除[9]。
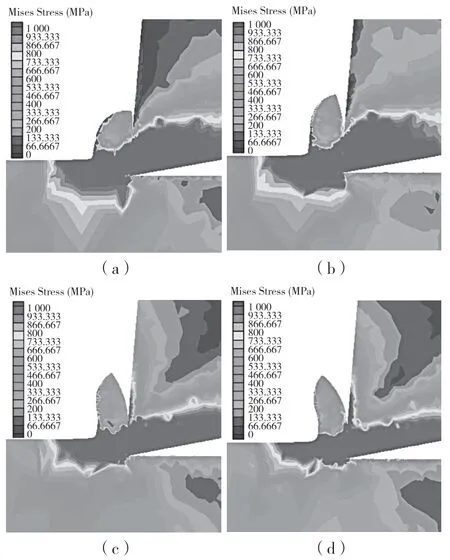
圖7 不同振動頻率下磨削區(qū)域的應(yīng)力云圖Fig.7 Stress cloud map of grinding zone at different vibration frequencies
3.2 加工參數(shù)對磨削力瞬時值的影響
有無超聲振動施加時,磨削力的變化曲線如圖8 所示。如圖8(a)為常規(guī)磨削時磨削力變化曲線,當(dāng)磨粒剛切入工件時,磨削力急劇上升,當(dāng)切削平穩(wěn)時切削力幾乎不變化;圖8(b)所示是超聲振動磨削(f=20 kHz,A=5 μm,v=18 m/min)時脈沖式磨削力變化曲線,最大磨削力和平均磨削力均低于常規(guī)磨削平均磨削力,這是因為與常規(guī)磨削時表現(xiàn)出來的連續(xù)切削不同,超聲振動磨削使得磨粒與工件周期性接觸與分離,形成斷續(xù)切削。
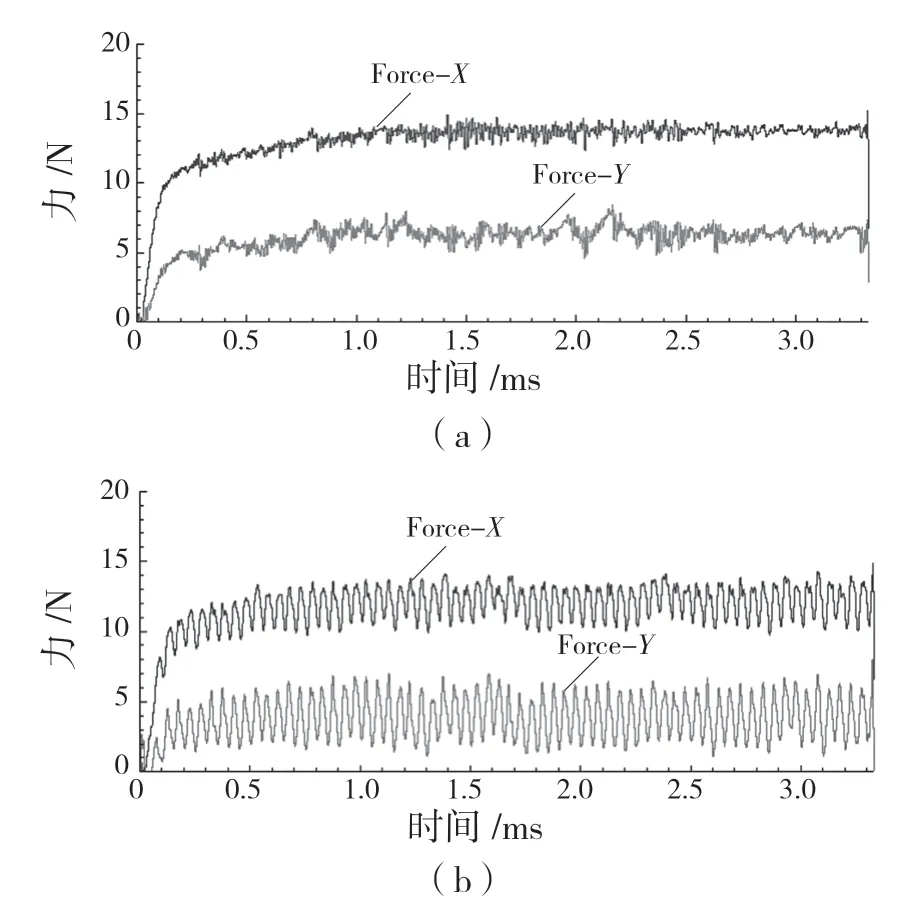
圖8 磨削力曲線對比Fig.8 Comparison of grinding force curves
超聲振動磨削條件下磨削力的變化曲線如圖9所示。對比圖8(b)和圖9(a)發(fā)現(xiàn),振動頻率增加時,磨削力脈沖也變得更加密集,磨削力最小值變小,這與圖4 增大振動頻率時凈切削時間比r變化趨勢相同。圖9(b)與圖8(b)相比[10],振幅為 7 μm 時,振幅A 變大,磨粒與工件的分離效果更加明顯,切削力變化曲線變得稀疏,切削力的最大值和最小值都有下降。由圖9(c)發(fā)現(xiàn),磨削速度為42 m/min時,切削力的脈沖幅值明顯減小,有向常規(guī)磨削變化的趨勢,這是由于磨削速度超過了超聲振動的臨界速度,磨粒與工件的凈切削時間比r 增大,超聲振動切削性能減弱。
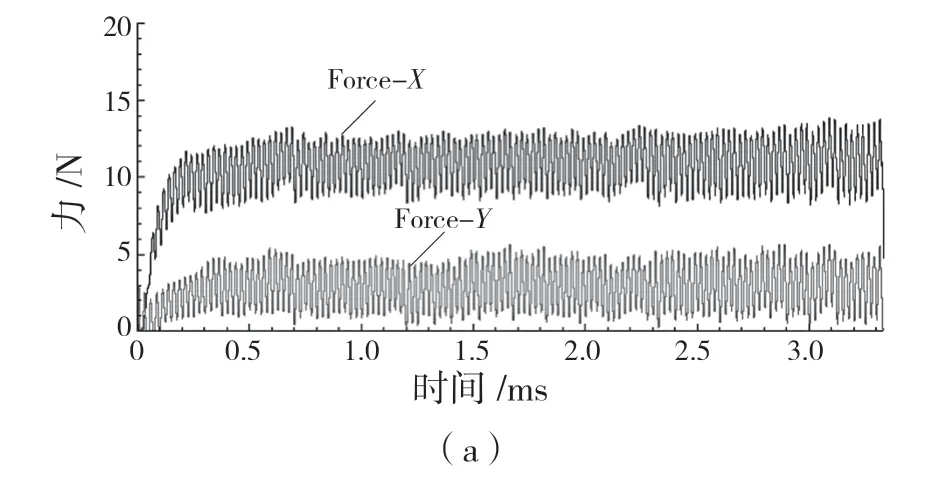

圖9 超聲振動磨削條件下磨削力的變化曲線Fig.9 Curve of grinding force under ultrasonic vibration grinding conditions
3.3 磨削速度對平均磨削力的影響
通過有限元模擬磨削速度對平均磨削力的影響。選取振動頻率f=20 kHz 和振幅A=5 μm 時,研究磨削速度分別為12,18,24,30,35 m/min的平均磨削力變化情況。如圖10 所示,磨削速度從12~35 m/min 變化時,超聲振動平均磨削力平均值均低于傳統(tǒng)磨削力平均值。由vmax=Aω=2πfA 可知,臨界磨削速度為37.6 m/min[11]。由圖10 可知,隨著磨削速度的增加,平均磨削力分量不斷增加,這是因為凈切削時間比r 增大,使得超聲振動磨削的優(yōu)勢降低。圖10 中的平均磨削力與速度的關(guān)系與圖2 中磨削速度對凈磨削時間比r 的影響趨勢相同。
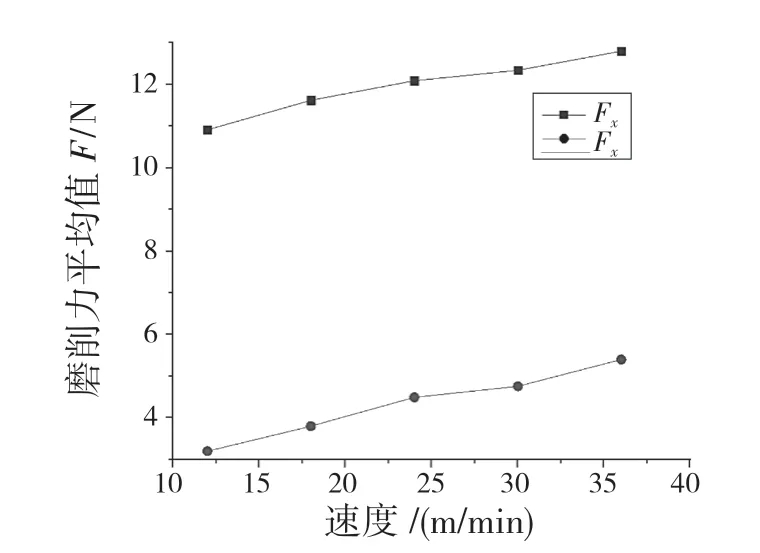
圖10 磨削速度對平均磨削力的影響Fig.10 Effect of grinding speed on average grinding force
3.4 振幅對平均磨削力的影響
通過AdvantEdge研究v=18 m/min,f=20 kHz時,振幅從0~10μm 對磨削力的影響,結(jié)果如圖11 所示。其中,A=0 表示常規(guī)磨削加工。超聲振動時的磨削力明顯低于普通磨削加工。隨著振動幅值的增大,磨削力逐漸降低,并且減小的幅度值逐漸降低,最終趨于穩(wěn)定。原因是當(dāng)磨削速度和振動頻率一定時,振幅越大,磨粒與工件材料之間的分離效果就越明顯,因此凈切削時間也就越短。

圖11 振幅對磨削力平均值的影響Fig.11 Effect of amplitude on average grinding force
3.5 振動頻率對平均磨削力的影響
研究了磨削速度v=18 m/min,振幅A=5 μm,振動頻率分別為0,20,25,30,35,40 kHz 時的平均磨削力,分析結(jié)果如圖12 所示,其中f=0 為常規(guī)磨削過程。從圖12 可以看出,超聲振動磨削磨削力數(shù)值明顯低于常規(guī)磨削,這主要是因為在超聲振動磨削過程中,頻率不斷增大使得凈切削時間比不斷減小,磨削力平均值逐漸減小,當(dāng)振動頻率超過30 kHz 后,磨削力平均值減小的幅度越來越不明顯。究其原因,從圖4 可以看出,當(dāng)頻率超過30 kHz 以后凈切削時間比r 幾乎不再減小,頻率繼續(xù)增大會使磨粒與加工面間的摩檫力增大,綜合作用使得磨削力平均值趨于平緩,這一趨勢與振動頻率f 對凈切削時間比r 的影響關(guān)系是一致的。
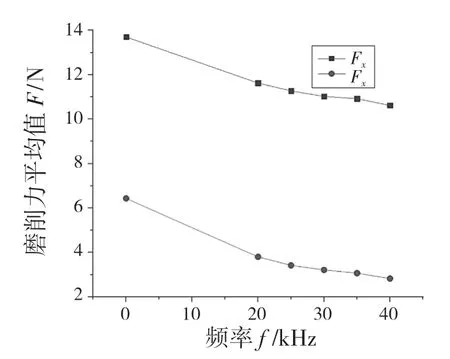
圖12 振動頻率對平均磨削力的影響Fig.12 Effect of vibration frequency on average grinding force
4 結(jié)論
利用MATLAB 對超聲振動凈切削時間比r 進(jìn)行建模,并通過有限元分析軟件進(jìn)行驗證,得出如下結(jié)論:
(1)超聲振動磨削時,磨削力大小取決于凈切削時間比r,凈切削時間比r 的大小與振動頻率、振幅和磨削速度的變化有關(guān);
(2)施加超聲振動后,切削層最大Mises 應(yīng)力顯著降低。頻率增大時切削層最大Mises 有下降趨勢;
(3)超聲振動磨削力平均值隨著振動頻率和振幅的增加有明顯的下降趨勢,頻率超過30 kHz或振幅超過5μm 以后,磨削力不會發(fā)生明顯的下降。隨著磨削速度的增加,磨削力有增大趨勢。
(4)超聲振動磨削的磨削力形狀類似周期性的正弦曲線,其最大值與平均值均比常規(guī)磨削對應(yīng)的磨削力值要小。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:36:28
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國公路(2017年18期)2018-01-23 03:00:38
數(shù)學(xué)物理學(xué)報(2017年6期)2018-01-22 02:26:40
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38
