超聲振動車削316L 試驗研究
2022-10-31 08:40:26柴寧生張敏良史春光龔楠謝浩
農業裝備與車輛工程 2022年5期
關鍵詞:振動
柴寧生,張敏良,史春光,龔楠,謝浩
(201620 上海市 上海工程技術大學 機械與汽車工程學院)
0 引言
316L 不銹鋼由于其良好的力學性能、耐點蝕性、耐高溫性和抗蠕變性能[1],多被用于經常暴露在特殊大氣及海洋等侵蝕性嚴重的環境中。常規車削316L 不銹鋼材料時存在散熱性差、所需切削力大、斷屑效果差等[2]問題,因此改善工件的加工性能成為加工316L 不銹鋼的重要研究內容之一。超聲振動切削因其刀具和工件周期性接觸和分離的特點,能夠有效降低加工過程中的切削力和切削溫度[3],因此對其研究與應用成為國內外學者研究零件精密加工的重要內容之一。李文杰[4]等人研究了超聲振動加工的切削機理,得到了工藝參數對表面粗糙度的影響規律;XU Yingshuai[5]等人建立了超聲振動車削的切削力模型,獲得了工藝參數對切削力的影響規律;羅恒[6]等人對不同熱處理工藝下7075 鋁合金進行了超聲振動車削試驗,得到了切削參數對7075 鋁合金殘余應力的影響規律;JIANG Xiaohui[7]等人建立了切削三要素與表面粗糙度的預測模型,獲得了切削參數對CFRP 復合材料表面粗糙度的影響規律;陶亮[8]等人利用切削仿真和遺傳算法進行了工藝參數優化研究,建立了切削Inconel718 高溫合金的切削溫度理論模型;張程焱[9]等人建立了關于切削參數的數學模型,研究了航空鋁合金在干切削條件下的表面質量,獲得了干切削條件下切削三要素對加工表面的影響規律;LV Dejin[10]等人進行了316L銹鋼的銑削試驗研究,得到了切削刃半徑對切削力、刀具磨損和刀具壽命的影響規律。
大量文獻表明:在超聲振動切削方面多是理論研究和仿真分析,對316L 材料的實際切削試驗研究較少,且大量研究都針對進給量對切削加工的影響規律,研究內容單一,對實際加工316L 材料的指導意義不大[11-12]。本文對316L 材料進行超聲振動車削試驗研究,通過改變切削參數和振幅,得到切削參數和振幅對切削溫度、切削力的影響規律。
1 試驗設計
1.1 試驗設備
試驗采用軸向超聲振動車削對316L 不銹鋼材料進行車削試驗,使用的車床為廣州數控的GSK980TC3-d。試驗系統包括M330-HK830顯微鏡、testo885 測溫儀、Kistler9272 型測力計、URT40 超聲波發生器和UB40-C5-BT40 超聲波主軸。
1.2 工件材料
試驗采用直徑為48 mm,長度為130 mm 的棒狀工件,其化學成分為:C 含量0.024%,Si 含量0.46%,Ni 含量12.53%,Mn 含量1.59%,Cr 含量17.51%,Mo 含量2.55%,S 含量0.002%,P含量0.030%。
1.3 試驗方法
實驗前,對工件進行表面預處理,是半精加工為直徑48 mm,長度130 mm 的棒狀工件。以最低切削溫度和最小切削力為指標設計L9(34)正交試驗。選用正交試驗生成的不同加工參數進行超聲振動車削316L 試驗,并確定最優參數。以正交試驗確定的最優參數為固定參數,使用控制變量法對切削參數和振幅的影響規律進行探究。試驗使用Kistler9272 型測力計和testo885 測溫儀對切削過程的切削力和切削溫度進行測量和分析。為了盡可能減少試驗的干擾因素,采用干切削方式加工,消除切削液的影響。
2 正交實驗
2.1 正交實驗設計
試驗選用振動頻率40 kHz,切削長度5 mm,刀具幾何參數為前角5°,后角10°,刀尖圓弧半徑0.04 mm,對316L 不銹鋼進行軸向超聲振動車削試驗。采用的正交試驗方案如表1 所示。
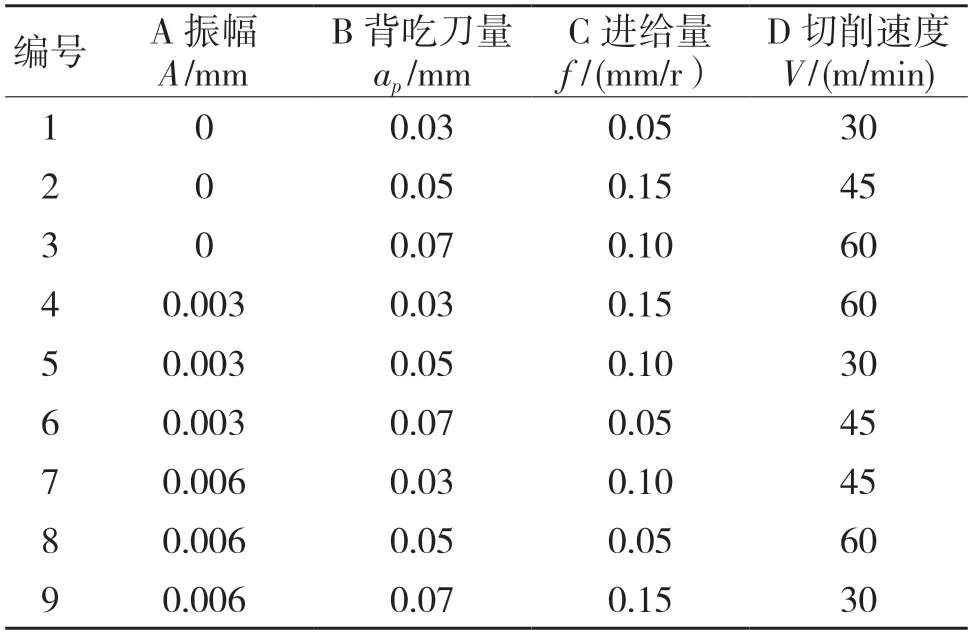
表1 正交實驗表Tab.1 Orthogonal experiment parameters
2.2 試驗結果
選用正交試驗生成的9 種切削參數方案進行超聲振動車削加工316L 試驗,收集切削過程中的切削溫度和切削力,試驗結果如表2 所示。
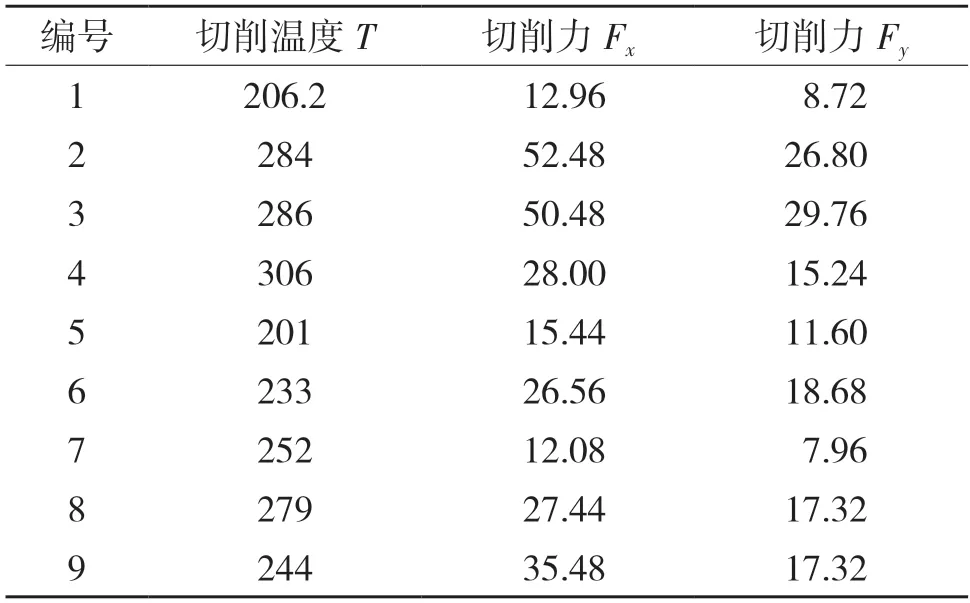
表2 試驗結果Tab.2 Test results
以最低切削溫度為指標進行參數優化。切削溫度最優方案如表3 所示,最優參數為V=30 m/min、f=0.05 mm/r、A=0.003 mm、ap=0.07 mm。
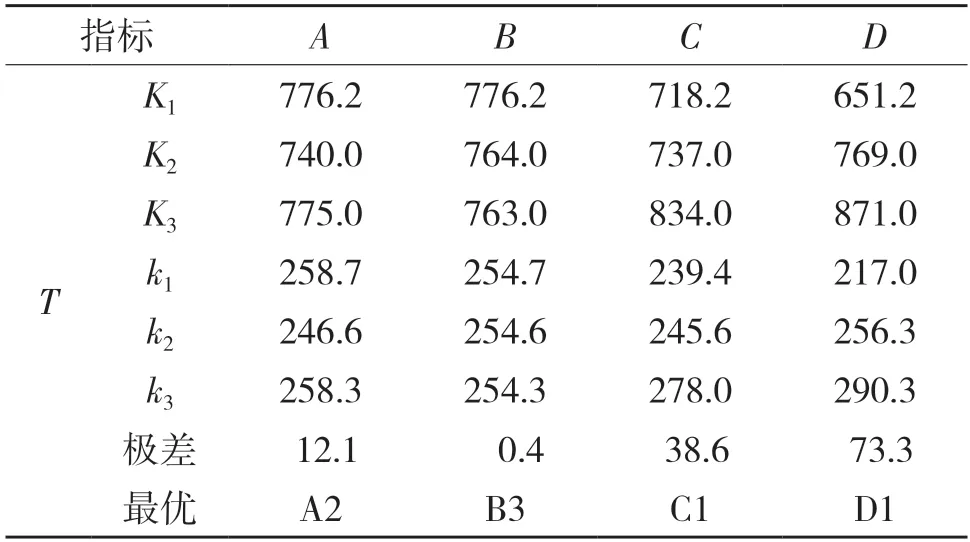
表3 切削溫度最優方案Tab.3 Optimal scheme of cutting temperature
以最小切削力Fx為指標進行參數優化,切削溫度最優方案如表4 所示。
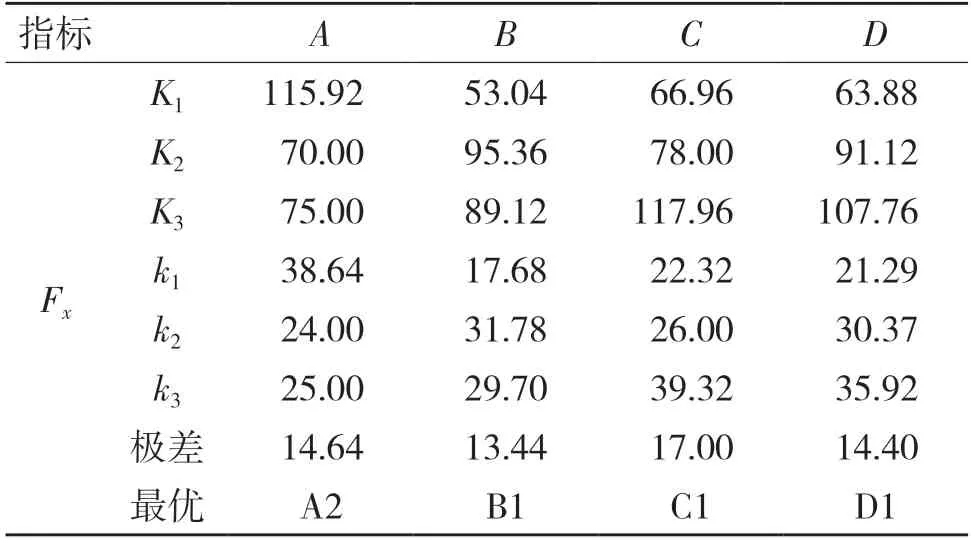
表4 切削力Fx 最優方案Tab.4 Optimal scheme of cutting force Fx
最優參數為V=30 m/min,f=0.05 mm/r,A=0.003 mm,ap=0.03 mm。以最小切削力Fy為指標進行參數優化。切削溫度最優方案如表5 所示。最優參數為V=30 m/min,ap=0.03 mm,A=0.006 mm,f=0.05 mm/r。
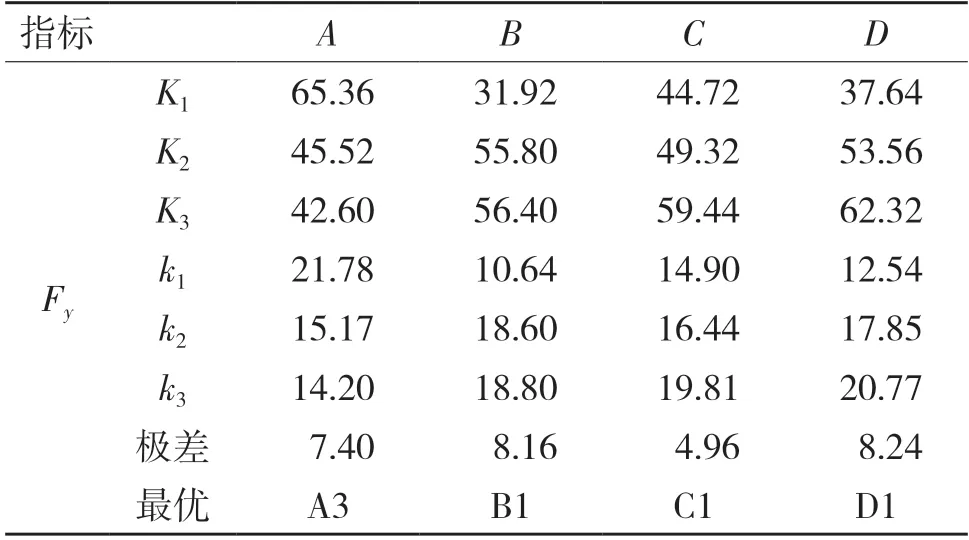
表5 切削力Fy 最優方案Tab.5 Optimal scheme of cutting force Fy
綜上所述,以最低切削溫度為指標得到的優化方案為D1C1A2B3,以最小切削力Fx為指標得到的優化方案為C1A2D1B1,以最小切削力Fy為指標得到的優化方案為D1B1A3D1。以最低切削溫度為指標的優化結果中,背吃刀量的極差為0.4,即背吃刀量對切削溫度的影響顯著性較低,可選ap=0.03 mm 為最優方案。最小切削力Fy優化中振幅的極差為1.85,對切削力的影響較小,可選A=0.003 mm 為最優方案。以最低切削溫度和最小切削力為指標進行優化得到最優方案為振幅A=0.003 mm,ap=0.03 mm,f=0.05 mm/r,V=30 m/min。
以最優方案的加工參數進行車削加工得到的切削溫度為201.4℃,切削力Fx=9.24 N,切削力Fy=6.96 N,均低于上述試驗結果,故選用A2B1C1D1 為最優方案。
3 單因素分析
選取以最低切削溫度和最小切削力為指標的最優參數為固定參數,A=0.003 mm,ap=0.03 mm,f=0.05 mm/r,V=30 m/min,采用控制變量法對切削參數和振幅的影響規律進行探究。
3.1 切削速度的影響
采用控制變量法進行探究,選取切削速度為20,30,45,60 m/min 進行超聲振動車削試驗,結果如圖1 所示。
從圖1 可以看出,隨著切削速度的增加,切削溫度逐漸升高,且升高幅度在逐漸減小,切削力呈現先減小后增大的趨勢,這是因為隨著切削的進行,工件參與切削處會有大量熱量積累,因此發生材料局部軟化現象,切削所需切削力降低。

圖1 切削速度的影響規律Fig.1 Influence law of cutting speed
3.2 背吃刀量的影響
選取背吃刀量為0.01,0.03,0.05,0.07 mm進行超聲振動車削試驗,結果如圖2 所示。
從圖2 可以看出,隨著背吃刀量的增加,切削溫度有小幅度的增加,但增加幅度在3℃以內,即切削溫度穩定為202℃左右。切削力隨背吃刀量的增大而增大,這是因為背吃刀量的增加導致工件與刀具的接觸面積增大,切除材料所需切削力增大。切削力Fx的數值始終大于切削力Fy的數值,這是因為試驗采用軸向超聲振動加工,軸向的切削力為主切削力。
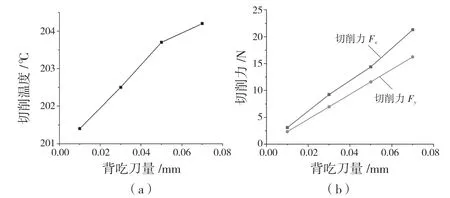
圖2 背吃刀量的影響規律Fig.2 Influence law of back cutting
3.3 進給量的影響
選取進給量為0.05,0.10,0.15,0.20 mm/r 進行超聲振動車削試驗,結果如圖3 所示。
從圖3 可以看出,隨著進給量的增大,切削溫度逐漸升高,這是因為進給量的增大,增大了工件和刀具的接觸面積。X 方向的切削力總體上大于Y方向的切削力,且Fx的增大趨勢明顯大于Fy的增大趨勢,這是因為隨著進給量的增加,工件和刀具的軸向擠壓變大,所以Fx增大趨勢更加明顯。
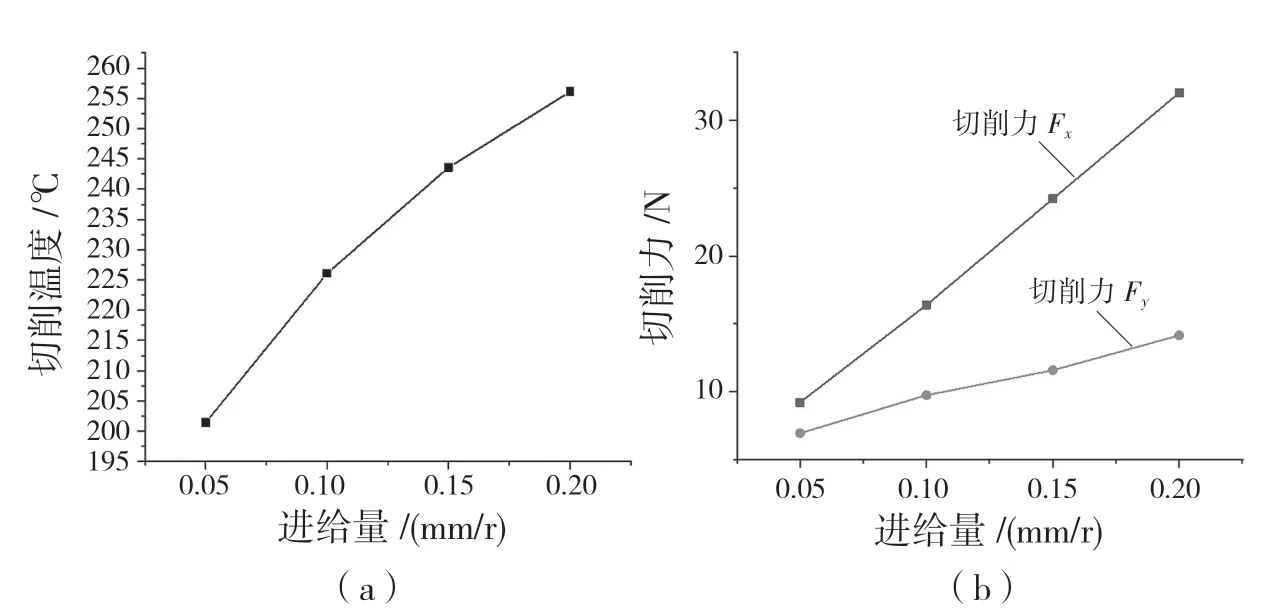
圖3 進給量的影響規律Fig.3 Influence law of feeding
3.4 振幅的影響
選取振幅為0,0.003,0.006,0.008 mm 進行超聲振動車削試驗,結果如圖4 所示。
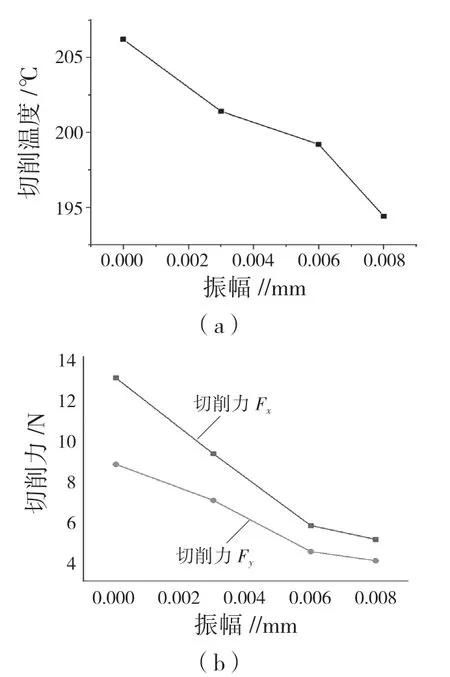
圖4 振幅的影響規律Fig.4 Influence law of amplitude
從圖4 可以看出,隨著振幅的增加,切削溫度和切削力整體上呈減小趨勢,且降低幅度明顯,說明超聲振動切削加工優于常規加工。隨著振幅的增加,切削力的減小趨勢逐漸平緩,這是因為振幅增大,對刀具和工件的沖擊力增大,降低切削力的效果減小,且會加劇刀具的磨損。切削力Fx的降低幅度大于切削力Fy的降低幅度,且逐漸趨于相同,這是因為試驗為軸向超聲振動車削,在X 方向的斷續切削優勢更大,因此切削力降低幅度更大。
4 結論
本文對316L 材料進行了超聲振動輔助切削試驗,通過改變切削參數和振幅來觀察和分析試驗過程中切削溫度、切削力的變化,得到以下結論:
(1)隨著切削參數的增加,切削溫度升高。當振幅增大時,切削溫度逐漸降低。對切削溫度的影響最明顯的是切削速度,背吃刀量對切削溫度的影響最小;
(2)當切削速度增大時,切削力先減小后增大。當振幅增大時,切削力逐漸降低,且變化幅度逐漸減小。在極限范圍內,超聲振動加工效果優于常規切削;
(3)隨著背吃刀量、進給量的增大,切削力逐漸增大,且軸向切削力整體上大于徑向切削力。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
