發動機曲軸感應淬火的工藝改進試驗研究
2022-10-31 08:40:26丁宗旭席剛剛
農業裝備與車輛工程 2022年5期
丁宗旭,席剛剛
(201804 上海市 同濟大學 汽車學院)
0 引言
曲軸是汽車發動機的核心組成部件之一,其軸頸表面須具備較高的抗拉強度、耐磨性和耐疲勞性,而其心部又要同時具備較高的塑性和韌性。目前曲軸的表面強化方式主要有氮化、感應淬火等,其中感應淬火因具有效果顯著、質量穩定及生產效率高等諸多優點被市場廣泛采用。近年來,如何使感應淬火通過選擇更為優化的工藝參數以達到更好的淬火結果已是行業里不斷追逐的目標[1]。
感應淬火涉及到較多的工藝參數,包括加熱時相關的電壓、電容、頻率等電感應參數,以及加熱時間、噴淋冷卻時間和淬火液的濃度、溫度、流量等,此外還包括所使用的淬火機床與感應器結構等。上述工藝參數大部分都會對感應淬火的效果產生影響,目前已有不少學者對不同參數對感應淬火效果產生的影響進行了研究。本文采用工藝上常用的微調電壓的方法進行試驗,選擇新制的感應器和專用曲軸為試驗對象,在淬火機床上展開試驗研究,并對感應淬火的試驗結果進行分析,在此基礎上進一步采取延遲噴淋的方法進行試驗,并研究其產生的優化效果,以期通過工藝優化的方法達到更好的感應淬火效果。
1 曲軸材料及性能要求
1.1 曲軸材料
曲軸的常用材料一般有球墨鑄鐵(如QT600-2、QT700-2、QT800-2、QT850-5、QT800-6、QT900-6、ADI 等)、碳鋼(如45、CK45)、合金鋼(如40Cr、48MnV、42CrMo、42CrMoA、C38、C38N2、38MnS6 等)。根據不同的發動機使用情況,需要采用不同的曲軸材料及不同的熱處理方式,如滲氮淬火或者氮碳共滲或者采用感應淬火。大功率柴油機使用最多的是鍛鋼曲軸,采用的熱處理方式是調質鋼+滾壓、調質鋼+軸徑淬火+滾壓、調質鋼+圓角淬火、調質+氮化+滾壓。如果是球墨鑄鐵曲軸,則可以采用鑄態+軸頸淬火+滾壓、等溫淬火+滾壓(圓角淬火在球墨鑄鐵曲軸上運用比較少)。對于輕載的小型汽車曲軸,由于其應力交變的頻率較低而且磨損也較小,綜合考慮成本和技術要求,使用45 鋼則是其比較好的選擇[2-4]。
近年來,各大型汽車主機廠逐步廣泛采用非調質鋼來代替調質鋼制造汽車的關鍵結構部件,因為非調質鋼可以不經過調質即可直接使用,減少生產工序,節約了能源。本文研究的某乘用車所采用的4 缸發動機曲軸,如圖1 所示,材料為非調質鋼1538MV,共有5 個主軸頸和4 個連桿頸,5 個主軸頸從左到右分別用M1、M2、M3、M4 和M5 表示,4 個連桿頸相應用P1、P2、P3 和P4 表示。
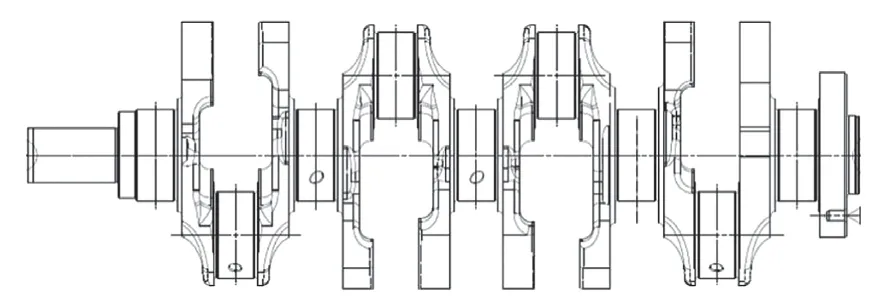
圖1 某乘用車發動機曲軸Fig.1 An engine crankshaft of passenger car
1.2 曲軸性能要求
本文所涉曲軸表面強化工藝采用的是軸頸面感應淬火+圓角滾壓,軸頸面感應淬火的技術要求主要有表面硬度、淬硬區范圍、有效淬硬層深度、金相組織結構、淬火變形量等,要求有效淬硬層深度≥2.5 mm,金相組織馬氏體等級4~6 級,深度0.2 mm 位置的硬度530HV1-699HV1。
2 曲軸感應淬火
2.1 感應淬火原理
基于電磁感應原理,將曲軸置于由空心銅管繞制而成的感應器中,通入高頻交流電后,曲軸對應軸頸表面即產生密度較高的感應渦流,可以使工件迅速加熱至相變溫度以上,即使內部結構為奧氏體化狀態,隨后立即噴淬火液,以大于臨界冷卻速度快速冷卻,使其內部結構轉變成馬氏體組織。
2.2 淬火感應器
感應器作為實施曲軸感應淬火工藝的必備部件,是感應淬火設備里除了電源和機床基礎部件外最核心的部分。曲軸感應淬火感應器的結構主要有曲軸靜止式開合型整圈感應器和曲軸旋轉式馬鞍型感應器。前者的方式加熱速度快,變形量小,設備簡單而且占地面積小,不過目前在國內外主流曲軸生產中前者靜止式開合型整圈淬火工藝已基本淘汰;后者因為其淬硬層區域更為均勻、適應多種類曲軸的軸頸和圓角淬火,應用更為廣泛[5]。
本文使用與某乘用車發動機曲軸設計配套的德國SMS Elotherm 感應器,即馬鞍形半圈感應器,如圖2 所示。一套感應器對應于9 個軸頸,共包含5 個主軸頸感應器和4 個連桿頸感應器。感應器內由空心銅管制成的有效圈,通過定位塊與所需淬火的軸頸保持一定的間隙。隨著曲軸的快速轉動,整個變壓器感應器懸臂單元也會跟著做相應的隨動,以實現對曲軸整個軸頸圓周面的加熱。待加熱完,內置于感應器的噴淋頭會立即噴射出淬火液進行快速冷卻,實現淬火。
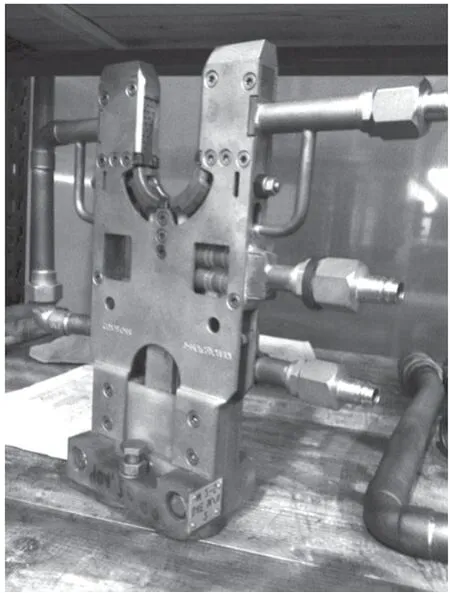
圖2 發動機曲軸淬火感應器Fig.2 Engine crankshaft quenching sensor
2.3 淬火電感應參數
對于全新制造的感應器,在設備投入量產之前都需要重新調整電感應參數,以達到最佳的熱處理結果。熱處理設備為德國進口雙工位機床,先連桿頸后主軸頸。根據現場使用經驗,將電感應參數設置為主軸頸加熱時間10 s,噴淋冷卻時間4 s;設置連桿頸加熱時間8 s,噴淋冷卻時間4 s。通過熱處理機床處理后切割取樣,進行表面硬度、淬火層深度以及金相組織檢查。其中,5 個主軸頸的電壓參數以及相應熱處理結果如表1 所示,4 個連桿頸的電壓參數以及相應熱處理結果如表2 所示。
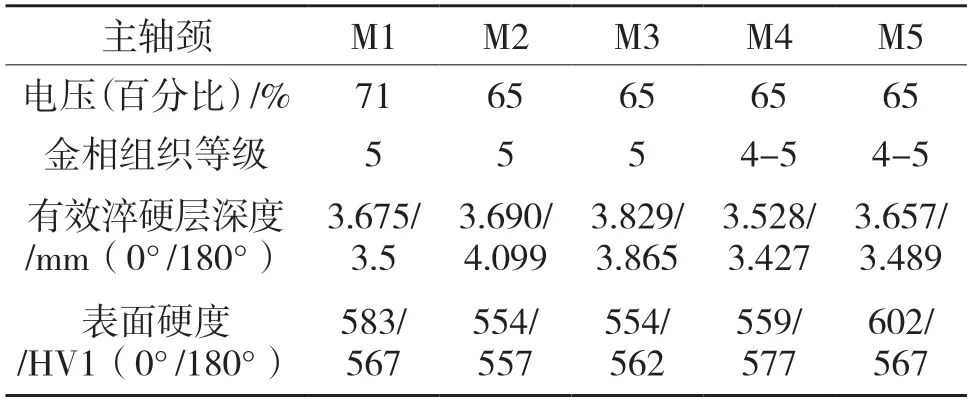
表1 主軸頸電壓參數及淬火結果Tab.1 Main bearing hardening parameters and hardening result
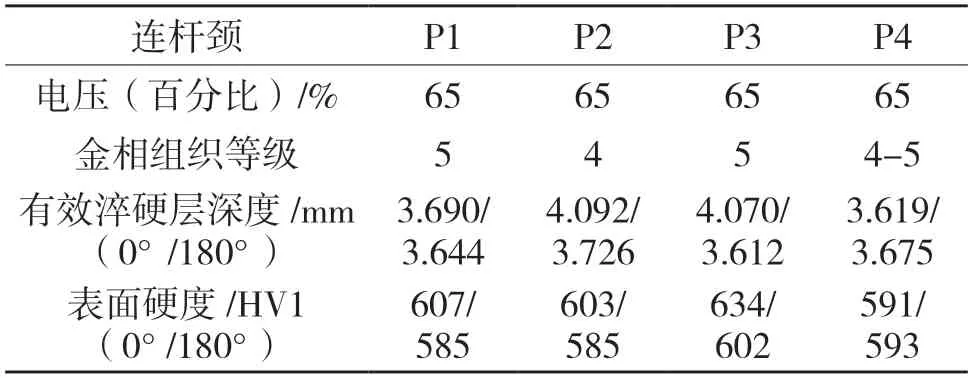
表2 連桿頸電壓參數及淬火結果Tab.2 Pin bearing hardening parameters and hardening result
另外,感應回火使用的中頻電壓按照現場工程經驗進行設置,如表3 所示,進行快速冷卻的淬火液是濃度為10%~12%的美國HOUGHTON PAG 類淬火液。
表3 9 個軸頸的感應回火電壓參數Tab.3 Voltage parameters for induction tempering of 9 bearings
采用光學顯微鏡對打磨后的9 個軸頸試樣進行金相組織觀察,相應的金相組織結果如圖3 所示。
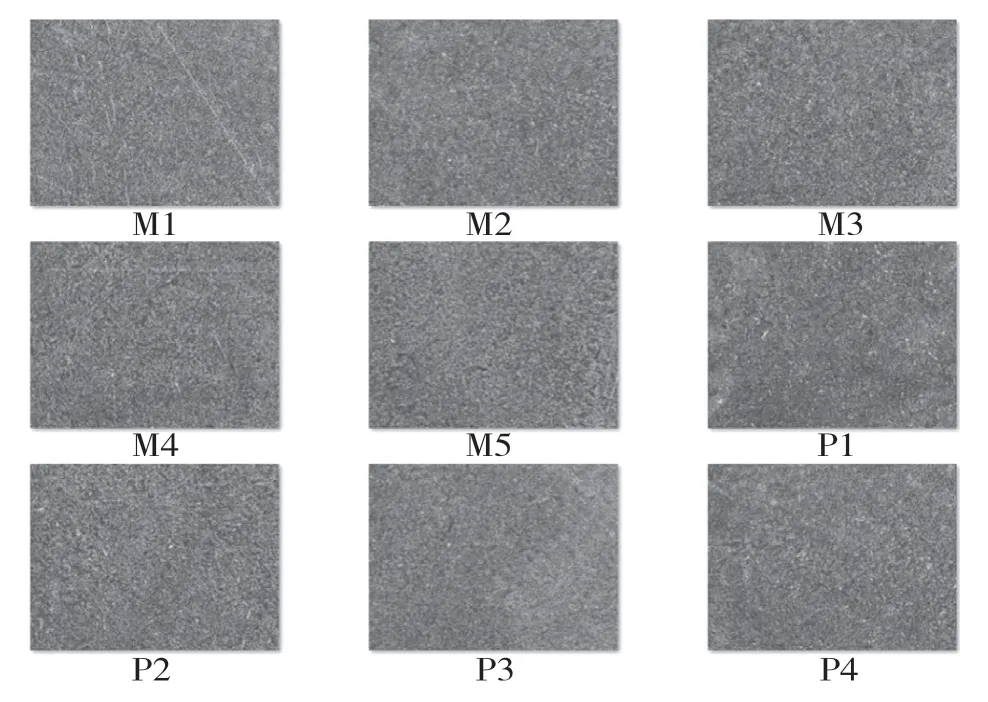
圖3 感應淬火后9 個軸頸相應的金相組織圖Fig.3 Metallographic structure of nine bearings after induction hardening
觀察發現,雖然目前相關有效淬硬層深度和表面硬度都已達到要求,但是連桿頸P2 的金相組織結構在4 級,主軸頸M5 的金相結果為4~5 級,這對一套全新的感應器而言是不被現場接受的,且有待提升。
3 工藝改進試驗
根據現場工程經驗,無論曲軸主軸頸還是連桿頸,熱處理工藝參數中電容調整比電壓調整對淬硬層深度的影響更大,當需要有效淬火層深度在較小范圍內進行調整時,應優先選擇電壓調整[6]。因此,試驗僅對P2 連桿頸的電壓進行微調,電壓(百分比)分別調至66,64,63,67 后進行淬火試驗,將相應熱處理結果記錄如表4 所示。
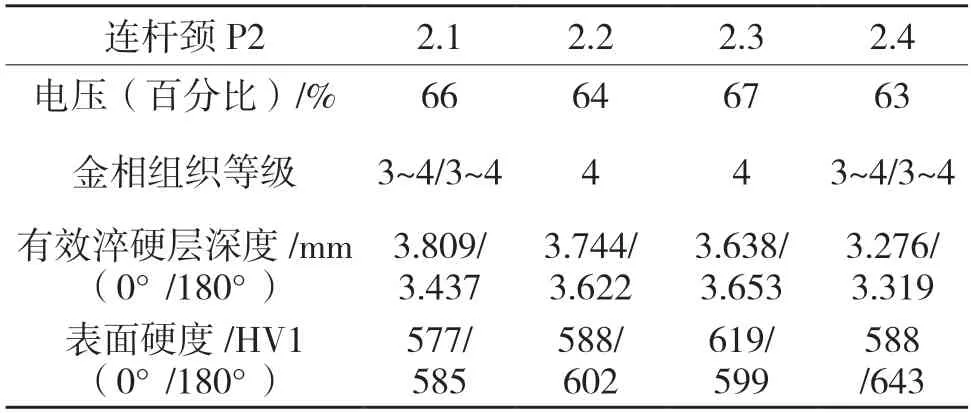
表4 連桿頸P2 參數及淬火結果Tab.4 P2 bearing hardening parameters and hardening result
根據電壓微調,發現無論是向上微調還是向下微調,對金相的改進效果并不明顯。從定性來看,此時的電壓改變對金相組織的改進影響已不是很大。所以通過只增加延遲噴淋2 s,保持其他工藝參數不變,在熱處理機床處理后進行檢查。測得淬硬層深度(0°/180°)分別為3.614/3.466 mm,表面硬度(0°/180°)分別為594/610 HV1,金相組織如圖4 所示,等級為4~5 級。金相組織結果比原有的有所提升,符合現場對全新感應器的驗收標準。
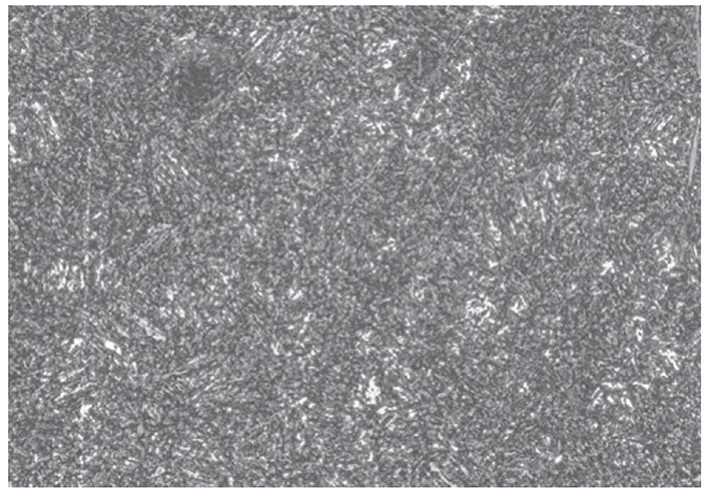
圖4 連桿頸P2 淬火后的金相組織Fig.4 Metallographic structure of P2 bearings after induction hardening
在主軸頸的試驗結果中,同樣發現主軸頸M5的金相結果為4~5 級,并進行改進,所以需要對M5 主軸頸的電壓也進行微調,電壓(百分比)分別調至66,63,64,67 后進行熱處理試驗,將相應熱處理結果記錄于表5。
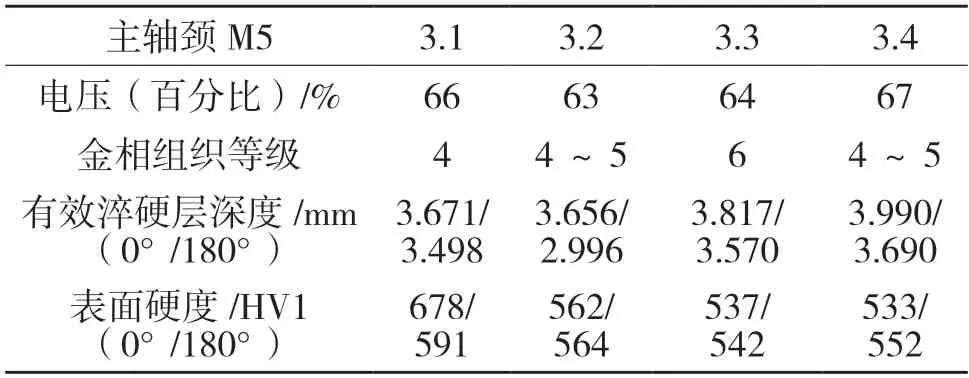
表5 主軸頸M5 參數及淬火結果Tab.5 M5 bearing hardening parameters and hardening result
根據電壓的微調,發現對金相組織的改進效果同樣并不理想,所以也按照連桿頸熱處理改進的方案增加延遲噴淋2 s,保持其他工藝參數不變,結果淬硬層深度(0°/180°)分別為3.551/3.530 mm,表面硬度(0°/180°)分別為564/575HV1,金相組織如圖5 所示,等級為5 級。金相結果比原有的也有所提升,符合現場對全新感應器的驗收標準。

圖5 主軸頸M5 淬火后的金相組織Fig.5 Metallographic structure of M5 bearings after induction hardening
4 結論
發動機類似于汽車的心臟,曲軸又是發動機的核心部件,因而做好曲軸的表面熱處理就顯得尤為重要。在初次調試全新感應器參數時,如果基于以往的工藝經驗對電壓的微調已不能實現金相改進目標時,可以采用延遲噴淋方式,使曲軸具有更為優良的綜合力學性能,并可以考慮在下一步的批量生產中進一步應用。但是,該方式對生產節拍存在一定的影響。本試驗研究能給予同行業曲軸感應淬火的工藝調試提供一些借鑒。
