輕量化高強鋼激光拼焊板熱成形性能試驗及仿真研究
2022-11-10 05:04:46王浩然李奇涵虞憲順王河偉
長春工業大學學報 2022年2期
關鍵詞:焊縫
高 嵩, 王浩然, 李奇涵*, 吳 巖,虞憲順, 王河偉
(1.長春工業大學 機電工程學院, 吉林 長春 130012;2.長春華翔汽車金屬部件有限公司, 吉林 長春 130103)
0 引 言
激光拼焊板具有降低汽車零部件質量、提高材料利用率、產品設計靈活性較高[1]等優勢,是一種先進的輕量化結構件,廣泛應用于汽車制造業,利用拼焊不同材料獲取不同區域的力學性能,激光拼焊板有效地降低車身重量、增加車身剛度,并提高了汽車碰撞性能[2-4]。其中,高強鋼激光拼焊板的優勢更為明顯,利用其熱成形后優異的材料性能,可進一步減少零部件厚度,以達到降低車身重量的目的[5]。然而,由于高強鋼激光拼焊板組合了多種高強鋼材料,其熱成形過程中對于焊縫位置、成形溫度、冷卻速率等成形工藝參數的控制提出了重要的挑戰[6]。為此,研究高強鋼激光拼焊板熱成形性能,預測其熱成形過程中工藝參數的影響規律,對高強鋼激光拼焊板沖壓成形覆蓋件的精確成形具有重要意義。
目前,國內外學者圍繞高強鋼及拼焊板熱成形技術開展了大量的研究。為提高熱沖壓件成形質量,Tang B等[7]通過建立1.6 mm硼鋼和1.2 mm低合金組合的有限元仿真模型,為了評估熱沖壓汽車部件(B柱)的機械性能,研究了每個區域的硬度和微觀結構,模擬結果與實驗觀察結果表明,拼焊板熱沖壓過程的熱力和冶金建模策略是可靠的, Padmanabhan R等[8]研究分析了異質拼焊板的拉深效果,分析得到各向異性和有效的軋制方向可以提升材料塑性流動能力,從而提高板料的成形性能,甘勇等[9]通過仿真實驗分析了兩種不同類型焊縫對板料成形性的影響,研究表明,圓弧式焊縫的拼焊板成形效果較好,并且焊縫處于中間位置的情況下,偏向母材一側的圓弧半徑板料成形效果就越好。Liu Y等[10]考慮了板料厚度差異、模具尺寸參數、不同壓邊力加載方式等工藝因素,通過層次分析法和灰色系統理論確定最佳工藝參數組合,并通過仿真試驗得到了恰當的厚度比可以減小焊縫偏移量的結論,Ma X D等[11]根據塑性本構關系和Hosford屈服準則建立拼焊板的成形極限圖理論計算模型,并結合半球凸模膨脹實驗來驗證FLD理論計算結果。結果表明,不僅基底材料的FLD理論計算,而且TWB的FLD理論計算與實驗結果有較好的一致性,此外,拼焊板的成形性導致其FLD顯著低于母材,米振莉等[12]利用EDX對差厚TWIP鋼和IF鋼激光拼焊板的元素分布情況進行分析,研究了焊縫位置微觀組織,測試了板料各個位置的維氏硬度,通過拉伸試驗和杯突試驗研究了焊縫對拼焊板成形效果的影響,Habibi M等[13]通過各種力學性能測試對低碳鋼拼焊板進行研究,得到母材離焊接中心區域越近,硬度越大的結論,通過對比激光拼焊板和單一板材的成形極限圖得知,焊縫影響了板料的成形性。
現有研究主要針對高強鋼激光拼焊板基本成形性能、焊接工藝等問題,然而,對其熱成形力學性能的變化規律還不夠完善,為此,文中基于等溫單軸拉伸試驗,針對Usibor1500p和Ductibor500,以不同溫度和應變速率分析不同條件的應力-應變曲線,并建立高溫本構模型,利用ABAQUS進行仿真數值模擬,并對仿真結果作出分析,經過正交實驗分析,得到了最小盒型件不破裂的最佳工藝參數組合,從而提高了高強鋼激光拼焊板成形件質量。
1 高強鋼激光拼焊板熱拉伸試驗
1.1 試驗材料
針對兩種不同高強鋼材料板料及激光焊接的拼焊板料,兩種材料分別為阿賽洛公司生產編號為Usibor1500P和Ductibor500的高強鋼,其化學成分分別見表1和表2。

表1 Usibor1500P化學成分

表2 Ductibor500化學成分
根據國標GB/T4338-2006拉伸試驗標準,采用激光切割方法制作標準樣件,其幾何尺寸如圖1所示。
其中板料厚度均為1.5 mm,焊縫寬度為1 mm。

圖1 熱拉伸試驗樣件幾何尺寸
1.2 試驗方案
為了研究高強鋼激光拼焊板高溫條件下的流變力學行為,本實驗將在不同溫度條件下,采取不同的應變速率對樣件進行拉伸。同時,為了對比拼焊板與母材在高溫條件下流變特性的變化,分析拼焊板在高溫條件下的成形性能優勢,兩種母材也將采取相同的方案進行試驗。
試驗方案見表3。

表3 試驗方案
1.3 試驗過程
采用WDW-100E高溫拉伸試驗機進行等溫單軸熱拉伸試驗,該試驗機提供的最大載荷為100 kN,試驗設備如圖2所示。

圖2 熱拉伸試驗設備
試驗過程概述為:
1)通過加熱設備以20 ℃/s的加熱速率,使拉伸件的拉伸變形區域溫度逐漸達到950 ℃;
2)保溫5 min,使高強鋼材料組織充分奧氏體化;
3)利用閉環溫度控制裝置將拉伸樣件降溫至指定溫度并保溫30 s,消除拉伸件的內部溫差;
4)以不同的應變速率進行等溫熱拉伸試驗,直到試件斷裂為止;
5)拉伸試件斷裂后,打開加熱爐,利用空氣使樣件快速冷卻降溫。
2 試驗結果與分析
2.1 試驗結果
試驗樣件拉伸結果分別如圖3、圖4和圖5所示。

(a) 0.01 s-1 (b) 0.05 s-1 (c) 0.10 s-1

(a) 0.01 s-1 (b) 0.05 s-1 (c) 0.10 s-1

(a) 0.01 s-1 (b) 0.05 s-1 (c) 0.10 s-1
樣件在高溫變形條件下經歷彈性和塑性變形,直至斷裂。從圖中可以看出,樣件在塑性變形過程中有明顯的頸縮現象,產生了韌性斷口,樣件斷口大多沿45°在同一應變速率的情況下,隨著溫度的升高,樣件拉伸后的總長度增加,即其延伸率提高,變形抗性下降。而在相同的成形溫度下,隨著應變速率增大,樣件拉伸后的總長度逐漸減小。通過對比Usibor1500P和Ductibor500高強鋼母材發現,Usibor1500P高強鋼的伸長量要略大于Ductibor500高強鋼,即材料具有更高的延伸率,以及更高的強度。通過對比母材與拼焊板樣件拉伸后的結果發現,拼焊板樣件的斷裂均發生在Ductibor500高強鋼母材處,即發生在強度弱側母材處。強度弱側母材伸長量要高于強側母材,即焊縫垂直于拉伸方向時,拼焊板延伸率主要取決于弱側母材。拼焊板焊縫處均無明顯變形,這可能是因為焊接時的高溫將焊縫處的組織大部分轉變為馬氏體,焊縫強度提高導致的。
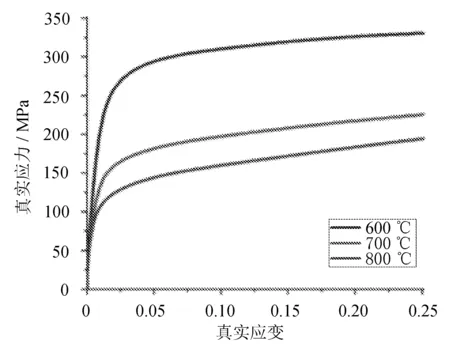
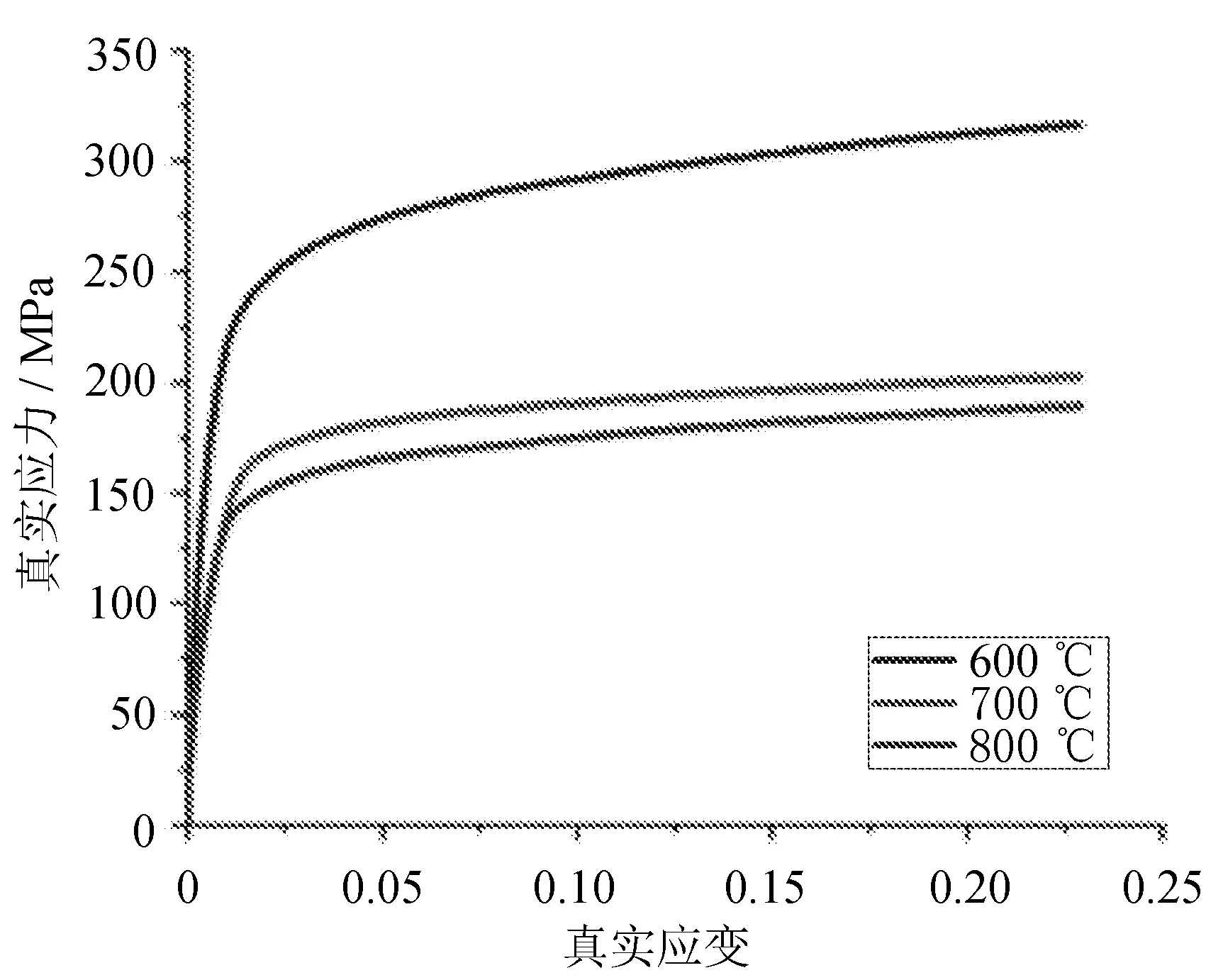
Usibor1500P和Ductibor500高強鋼的試驗測量真實應力-應變曲線分別如圖6和圖7所示。

(a) 0.01 s-1 (b) 0.05 s-1
(c) 0.10 s-1

(a) 0.01 s-1 (b) 0.05 s-1
(c) 0.10 s-1
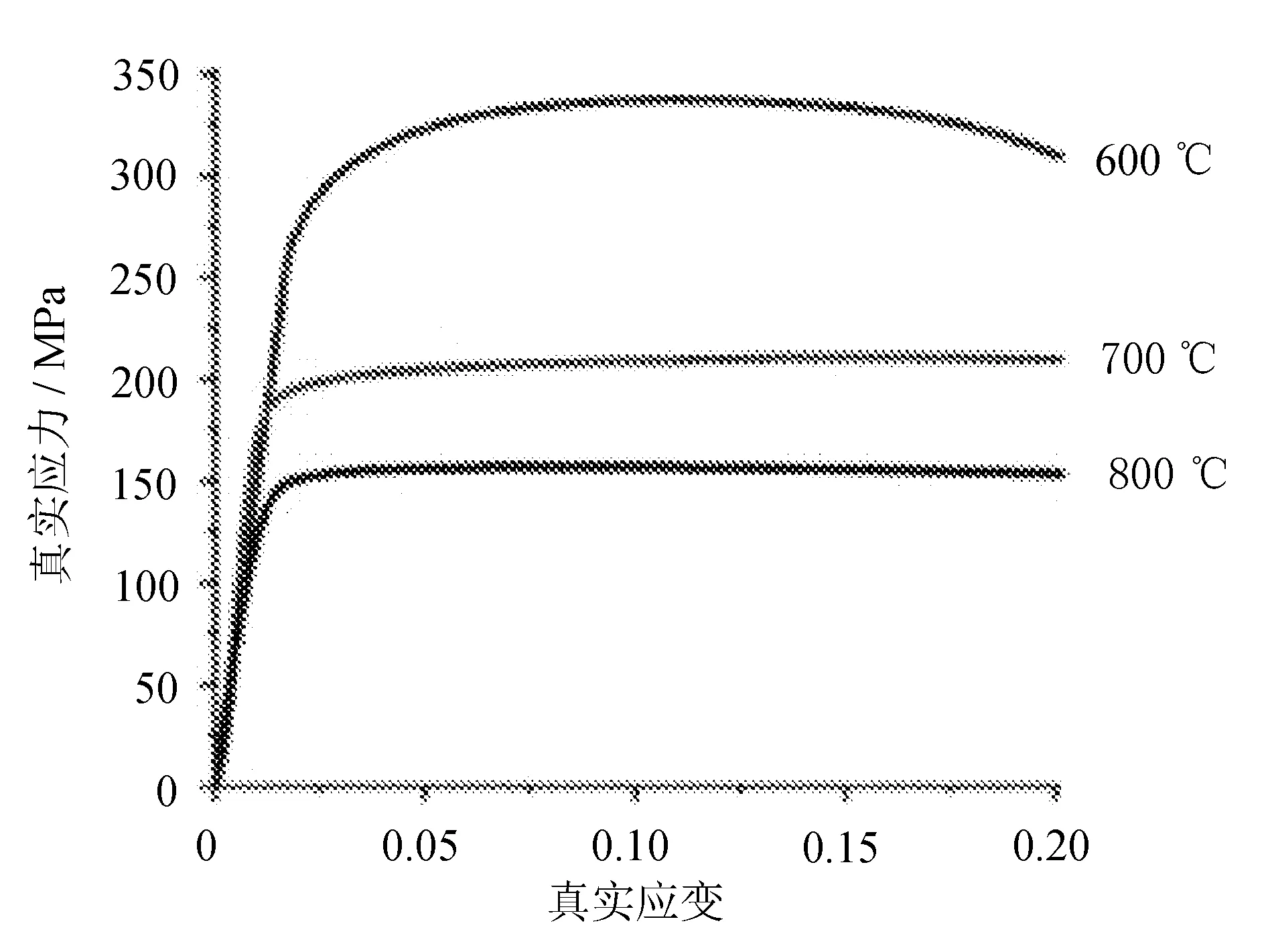
從圖中可以看出,兩種材料的應力-應變曲線趨勢相似,均無明顯的屈服階段。在變形初期,隨著應變的增加,材料的流動應力也隨之增大。在塑性段時,材料的流動應力接近穩態,說明材料的軟化作用與硬化作用達到平衡。在同樣的應變速率下,隨著溫度升高,材料軟化現象更為明顯,峰值應力減小。而在恒定的溫度下,流動應力隨應變速率的增大而增大,峰值應力增大,這是由于在較高的應變速率下,位錯恢復能力較差,導致位錯密度提升,從而產生加工硬化,進而提高了合金的流動應力。拼焊板樣件的應力-應變曲線如圖8所示。
(a) 0.01 s-1 (b) 0.05 s-1
(c) 0.10 s-1
從圖8可以看出,其應力-應變變化規律與母材相似,應力峰值和穩態值與強度較弱側母材接近。相比于母材,拼焊板樣件會更早出現應力值的下降,即更早出現頸縮現象,因此,其延伸率較母材有所降低。
2.2 溫度的影響分析
溫度對Usibor1500P、Ductibor500高強鋼和拼焊板試件的材料性能影響分別如圖9、圖10和圖11所示。

(a) 抗拉強度 (b) 延伸率

(a) 抗拉強度 (b) 延伸率

(a) 抗拉強度 (b) 延伸率
從圖中可以看出,當溫度升高時,材料的抗拉強度逐漸降低,延伸率逐漸提高。因為在溫度升高時空位的原子擴散和位錯的交錯滑移現象會逐漸加強,材料發生動態回復與動態再結晶的現象,材料的軟化作用使試件的抗拉強度逐漸降低。試件的延伸率隨著溫度的升高,而逐漸變大,考慮是晶界的滑動和旋轉更加活躍,位錯遷移率更高所導致[14]。
2.3 應變速率的影響分析
從圖9和圖10可以看出,在同一溫度下,隨著應變速率增大,材料的流動應力增大,峰值應力也增大,延伸率減小。因為當應變速率較低時,材料的位錯攀移現象減小的同時軟化作用增強,應變硬化現象部分減弱,材料的流動應力較小。而在較高的應變速率條件下,位錯之間相互疊加和纏結,滑移困難,使其恢復能力較差,導致位錯密度提升[15],產生加工硬化現象,使高強鋼的流動應力增大,抗拉強度增加,延伸率減小。應變速率對拼焊板的材料性能影響見圖11,同一溫度下,應變速率增大,材料抗拉強度增加,而在高溫時,材料延伸率對應變速率變得不敏感,在提高應變速率時,延伸率變化不明顯。
3 高強鋼激光拼焊板熱成形數值模擬
3.1 高強鋼激光拼焊板盒型件成形仿真模型
為研究上述兩種材料激光拼焊板熱沖壓成形特點,針對典型沖壓成形件方盒件建立其熱成形過程數值仿真模型。建立的高強鋼激光拼焊板和方盒件沖壓幾何模型如圖12所示。
由兩塊尺寸為70 mm×110 mm的Usibor1500P和Ductibor500高強度鋼板“拼接”而成,板料初始厚度為1 mm。
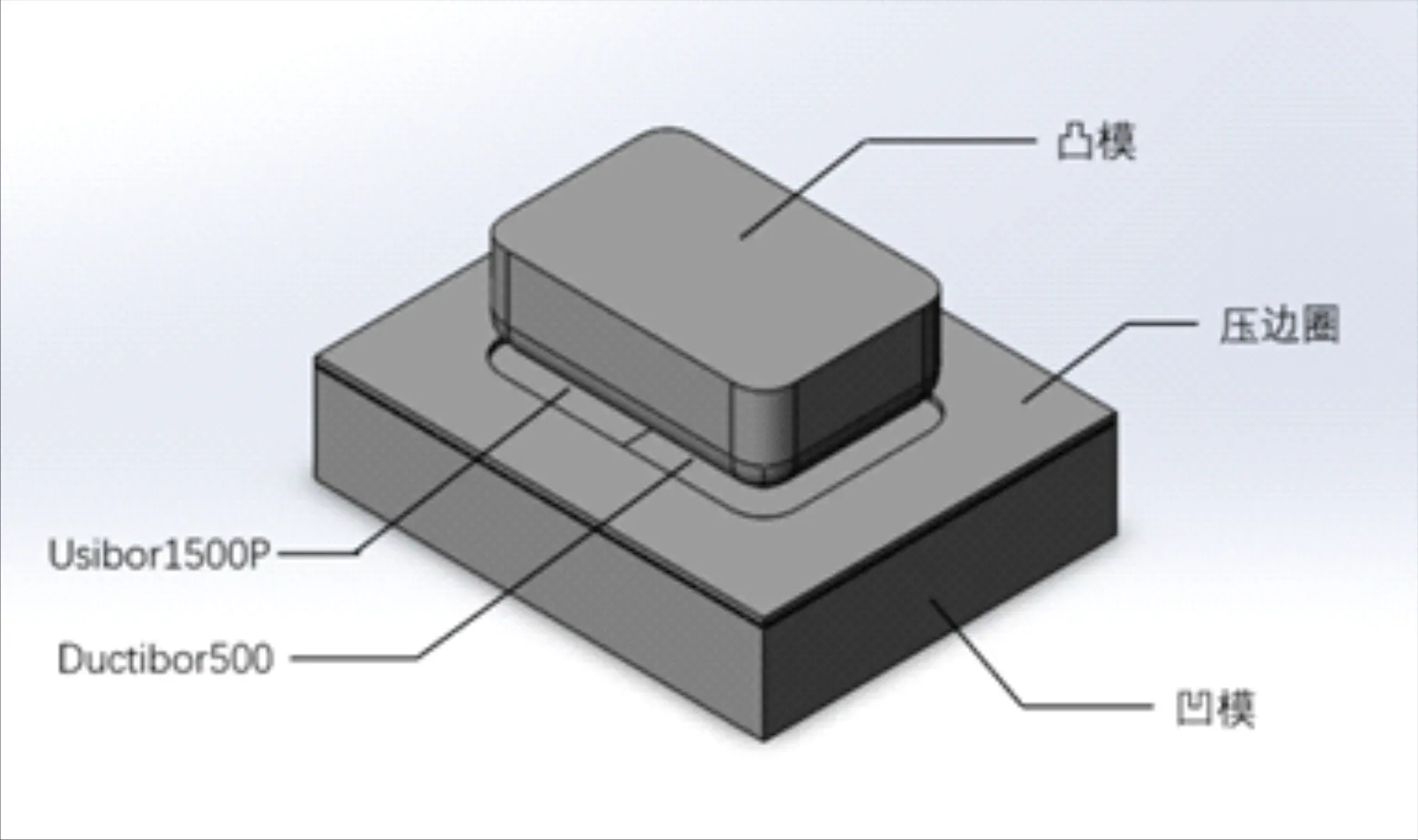
圖12 盒型件幾何模型
激光拼焊板熱沖壓成形數值模擬中,焊縫位置特殊,通常將焊縫進行簡化為一條直線,忽略焊縫形狀和熱影響區,在激光拼焊板熱沖壓數值的有限元數值模擬中,簡化焊縫對零件整體成形效果影響較小。基于上述考慮,建立的基于ABAQUS的激光拼焊板數值仿真模型如圖13所示。
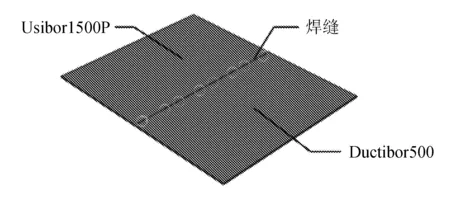
圖13 激光拼焊板仿真模型
其中,焊縫位置處理方式是選擇相互作用模塊中“tie”,對兩種不同材質的高強鋼所要“焊接”的側面進行約束,使其剛性連接。
在熱成形期間,凹凸模的間隙過大或者過小都會影響成形件質量,所以選擇合適的凹凸模間隙尤為重要,關于沖壓模具凹凸模間隙的選擇范圍一般為1~1.05t(t為板料厚度),所以文中選擇模具的凹凸模間隙為1.05 mm。
3.2 材料本構模型
根據當前研究表明,井上勝郎、Johnson-Cook等本構方程在材料熱加工變形方面應用比較廣泛,可描述晶體結構材料在動態回復階段的流變行為,其中井上勝郎更適用于低應變速率,文中采用的應變速率為0.01~0.10 s-1,故采用井上勝郎可以描述熱拉伸變形過程中兩種高強度鋼的真實應力、應變率和溫度變化關系為
(1)
式中:σ----應力,MPa;
ε----應變;
n----應變硬化指數;
m----應變速率敏感系數;
K----應力相關系數;
β----溫度相關系數。
對式(1)兩邊同時取對數,得

(2)
已知K,n,m,β都是有關材料的相關系數,設lnK=A、n=B、m=C、β=D,將式(2)改寫為
y=A+Bx1+Cx2+Dx3。
(3)
將拉伸試驗數據中的真實應力、真實應變、變形溫度等相關數據進行變換,將數據導入計算工具,對其進行多項式線性擬合,利用最小二乘法得出系數A、B、C、D的值,見表4。
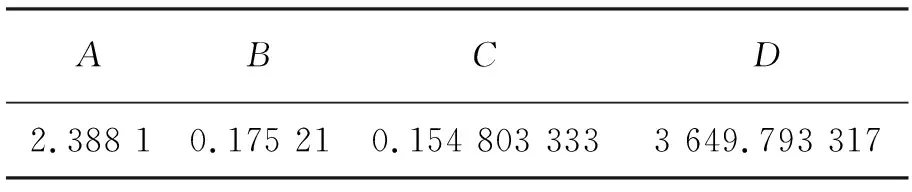
表4 系數解值
將系數解值代入式(1),得出K=10.892 732 53、n=0.175 21、m=0.154 803 333、β=3 640.793 317。
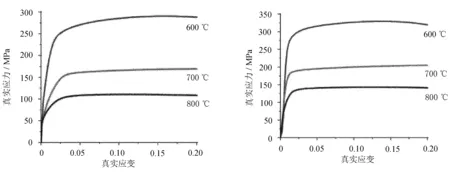
為驗證所建立的兩種母材的高溫本構模型預測準確度,結合擬合的相關參數來預測流動應力,分析流動應力與應變、應變速率及溫度的關系。將預測值和試驗值進行對比,驗證所建立的井上勝郎本構方程,結果分別如圖14和圖15所示。
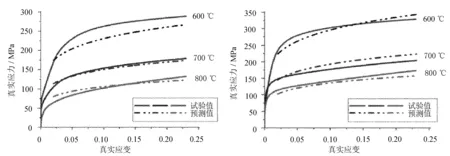
(a) 0.01 s-1 (b) 0.05 s-1
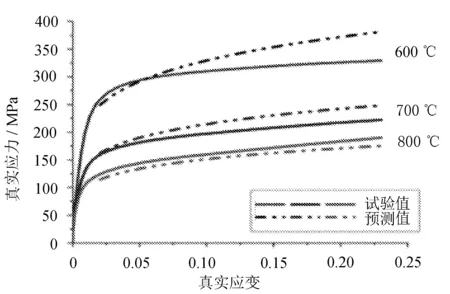
(c) 0.10 s-1
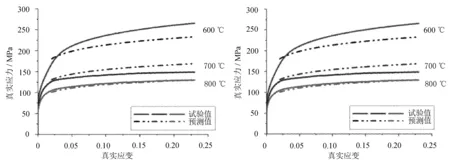
(a) 0.01 s-1 (b) 0.05 s-1
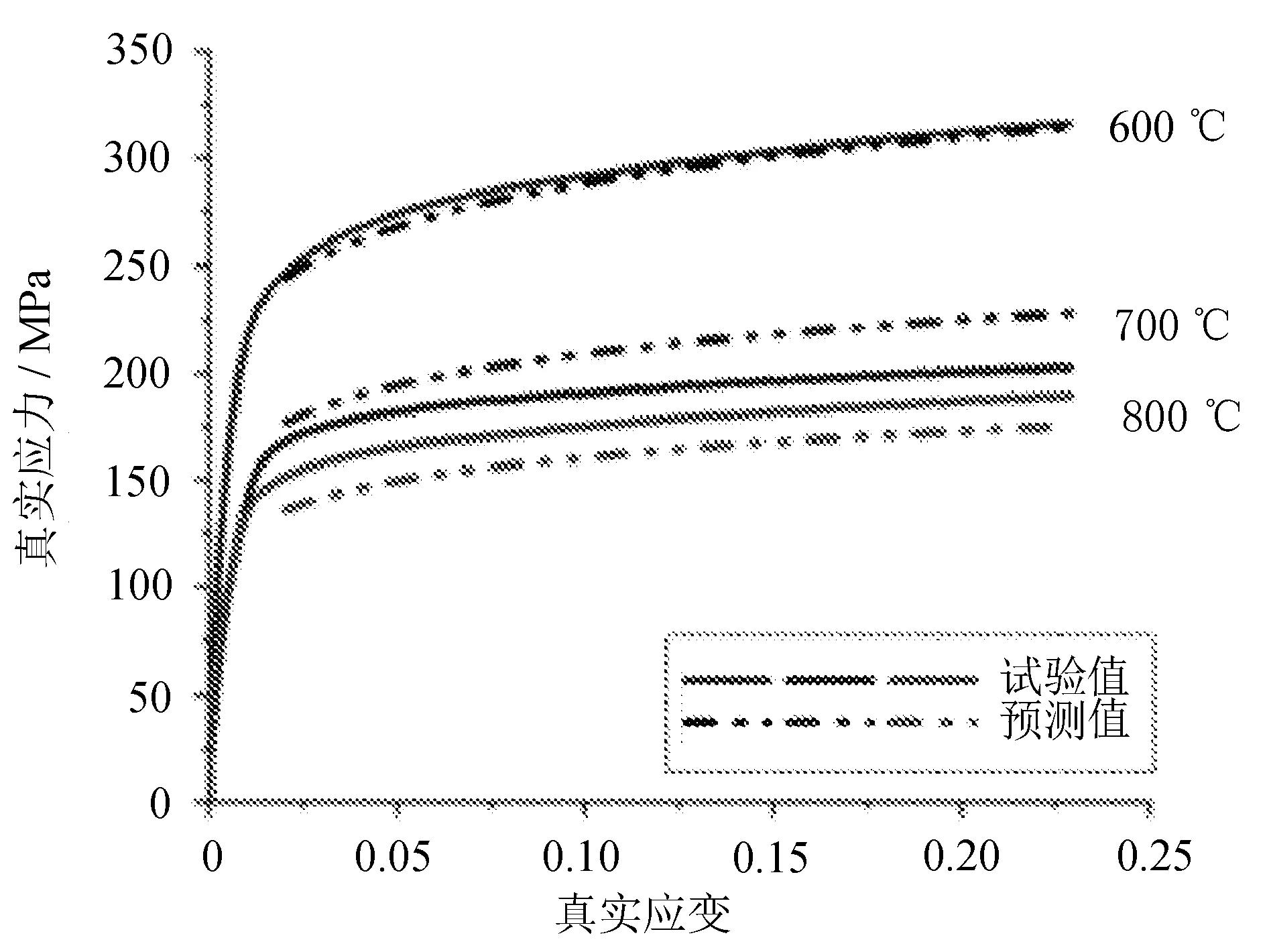
(c) 0.10 s-1
從圖中可以看到,建立的兩種母材的本構模型預測值與試驗值吻合度較高。
3.3 成形結果分析
對建立的模型進行有限元仿真,并對其結果進行研究,以熱沖壓工藝參數中板料成形初始溫度900 ℃、沖壓速度為1 000 mm/s、壓邊力以12 kN、模具溫度50 ℃、摩擦系數0.25為例,分析應力場及溫度場的分布情況。
由熱塑性成形理論可知,材料內部應力場不僅受溫度的變化而變化,而且板料的變形也會導致內部應力場分布發生改變,由于金屬的塑性流動隨著溫度的升高而降低,因此金屬板溫度較低部位的應力值較大,用過熱沖壓仿真模擬分析,盒型件側壁的應力值最大。
應力場分布如圖16所示。
溫度場分布如圖17所示。
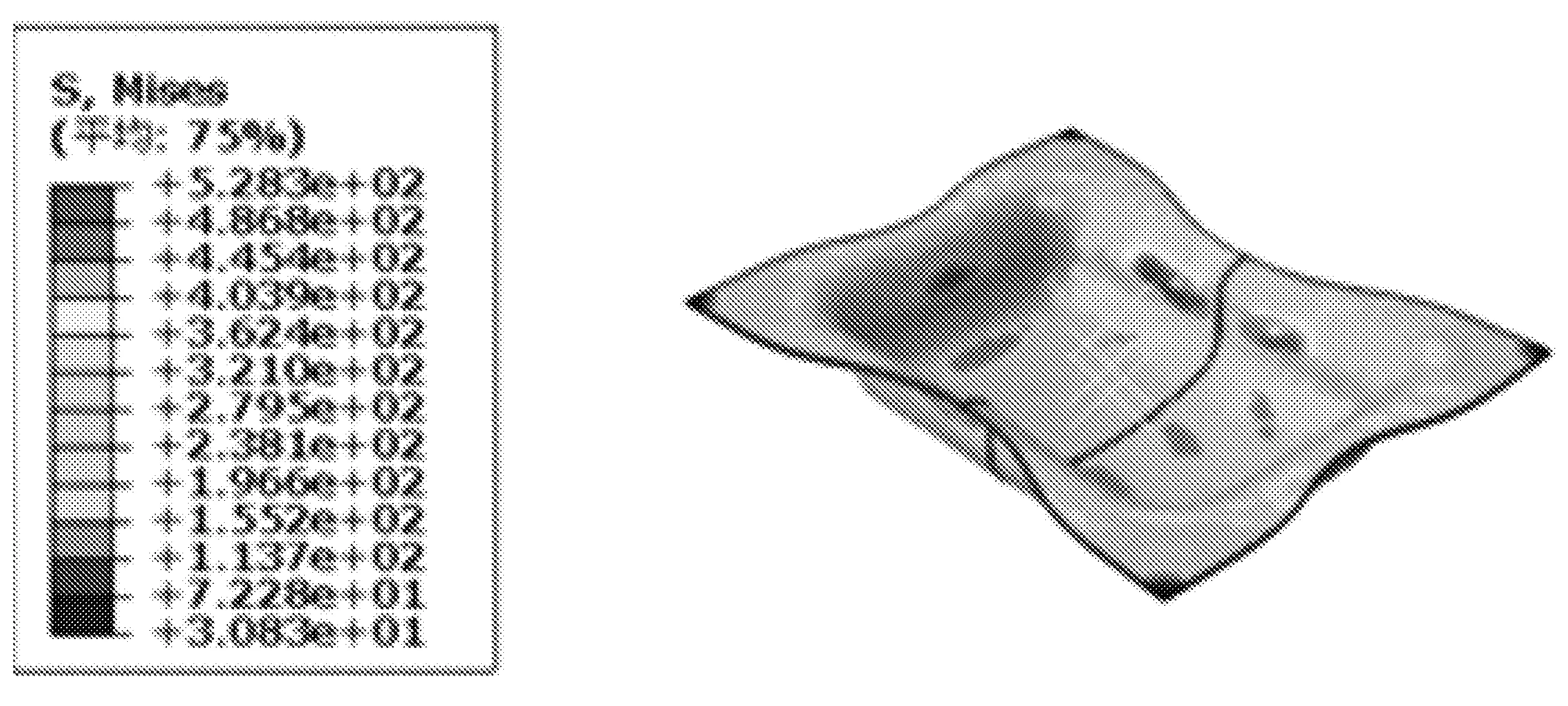
圖16 應力場分布圖
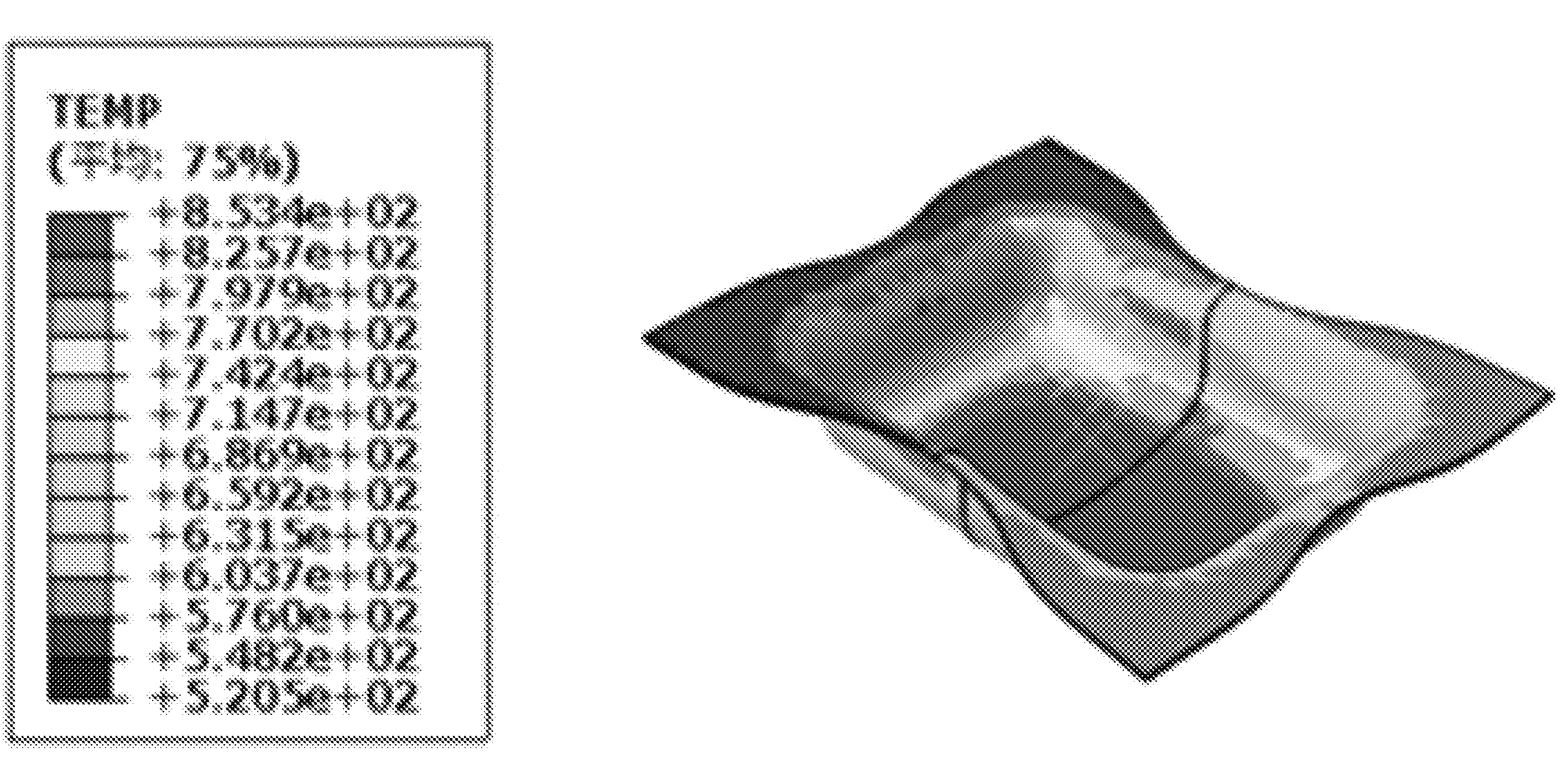
圖17 溫度場分布圖
通過圖17仿真模擬結果可以看到,在高強鋼激光拼焊板熱沖壓成形結束時,金屬板料的最低溫度區域在500 ℃,高于高強鋼馬氏體相變的開始轉變溫度(385~410 ℃),由于高強鋼激光拼焊板在熱沖壓成形過程中材料內部組織受到溫度場變化的影響,若板料冷卻速率低于高強鋼的冷卻速率,在成形過程中就會發生除了馬氏體組織,還會產生珠光體、貝氏體等組織,會影響成形件力學性能,研究表明,若使成形件組織均勻化,為淬火過程提供較好的奧氏體環境,要對溫度場的分布與變化情況有所了解。
4 結 語
1)成形溫度和應變速率對高強鋼激光拼焊板的流動應力影響明顯。在恒定的成形溫度下,流動應力隨著應變速率的增大而增大;在恒定應變速率下,流動應力隨成形溫度的升高而降低。
2)焊縫方向垂直于拉伸方向時,拼焊板的應力-應變曲線變化規律與母材相似,即成形溫度和應變速率是影響拼焊板流動應力的主要因素。由于焊縫區組織強度更大,斷裂不會出現在焊縫處,而是出現在強度較弱側母材處。
3)運用井上勝郎本構方程建立了Usibor1500P和Ductibor500高強鋼的本構模型,預測結果與試驗數據吻合度較好。說明文中建立的本構模型具有較高的可信度,可以為高強鋼拼焊板的熱成形加工提供理論依據。
4)盒型件的仿真結果說明,在熱沖壓過程中溫度場的變化會使微觀組織的變化不均勻,進而影響成形件力學性能。為了避免材料發生馬氏體相變,淬火前板料溫度要高于高強鋼開始發生馬氏體相變溫度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07