氣霧冷卻布局對耐磨鋼淬火過程和組織性能影響
2022-11-11 03:52:46溫識博吳建峰朱健樺
寶鋼技術 2022年4期
溫識博,吳建峰,朱健樺
(寶山鋼鐵股份有限公司中央研究院,上海 201999)
耐磨鋼具有高的強度和硬度,同時具有一定的韌性和良好的焊接性能,主要應用在工程機械等領域[1],一般采用“淬火+低溫回火”、軋后“直接淬火+低溫回火”或“控軋控冷”等工藝進行生產,其顯微組織以回火馬氏體為主,有時引入少量貝氏體,提高其沖擊韌性[2]。目前對耐磨鋼的研究主要集中在合金成分[3-5]、熱處理工藝[6-7]、熱軋工藝[8]和附加性能[9-10]等方面,在冷卻方式方面研究很少,局限于軋制后的層流冷卻方面,包括密集冷卻、稀疏冷卻[11]和分段冷卻[12]對組織性能影響等。近些年有少量關于氣霧冷卻在冷軋薄板應用[13-14],但在熱軋耐磨鋼方面沒有涉及。
冷卻方式根據冷卻形成可分為射流沖擊冷卻、層流冷卻、氣霧冷卻、水霧冷卻和噴氣冷卻等[15],射流沖擊冷卻又包括縫隙噴射和壓力噴射等。傳統的熱軋熱處理線常用的冷卻方式為縫隙噴射或壓力噴射,這兩種冷卻方式雖然具有很高的極限冷卻速度,但射流分布均勻性差,導致冷卻不均勻,使得熱處理后的鋼板性能波動大。傳統的冷軋連退線常用的冷卻方式為噴氣冷卻和氣霧冷卻[16],這兩種冷卻方式具有冷卻均勻的特點,冷軋薄帶經噴氣淬火或氣霧淬火后具有較高的性能均勻性和良好的板形。為解決傳統熱軋熱處理線存在性能波動難題,有必要研究氣霧冷卻方式在耐磨鋼熱處理的應用效果。
本文以耐磨鋼為研究對象,收集了耐磨鋼在不同氣霧冷卻布局條件下的溫降曲線,統計了耐磨鋼淬火過程的冷卻速度,觀察了各個試驗參數下的顯微組織,分析了氣霧冷卻布局對耐磨鋼硬度及均勻性的影響,從冷卻速度、顯微組織、硬度及其均勻性等四個方面評價了氣霧冷卻方式在耐磨鋼熱處理中的應用效果。
1 試驗材料與方法
1.1 試驗材料
試驗材料采用工業生產的耐磨鋼,經連鑄、加熱、粗軋、精軋、層冷和卷取,加工成4 mm厚鋼板,其中加熱爐加熱溫度為1 230 ℃,精軋溫度為900 ℃,卷取溫度為600 ℃。耐磨鋼的主要化學成分的質量分數見表1,將生產的耐磨鋼加工成尺寸4 mm×200 mm×300 mm的試驗樣板進行氣霧淬火。

表1 試驗材料的主要化學成分Table 1 Chemical contents of the experimental steel %
1.2 冷卻試驗裝置
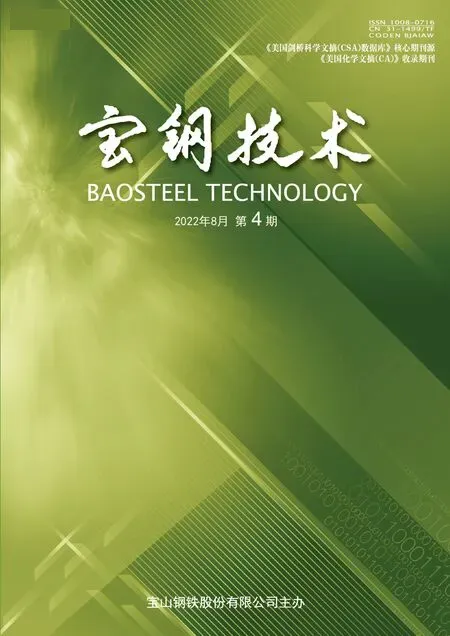
冷卻試驗在氣霧冷卻裝置下進行,氣霧冷卻裝置的示意圖如圖1所示,包括加熱系統、供水系統、供氣系統、氣霧冷卻系統和傳動系統等部分組成。氣霧冷卻系統的噴箱上有若干排噴嘴,每排噴嘴的間距可調,間距范圍是50~400 mm,相鄰兩排噴嘴交錯排布[14],每排噴嘴上安裝多個氣霧噴嘴,每排噴嘴排布的示意圖如圖2所示。以壓縮空氣和壓力水為冷卻介質,采用適當的氣水壓力比,實現霧化過程。
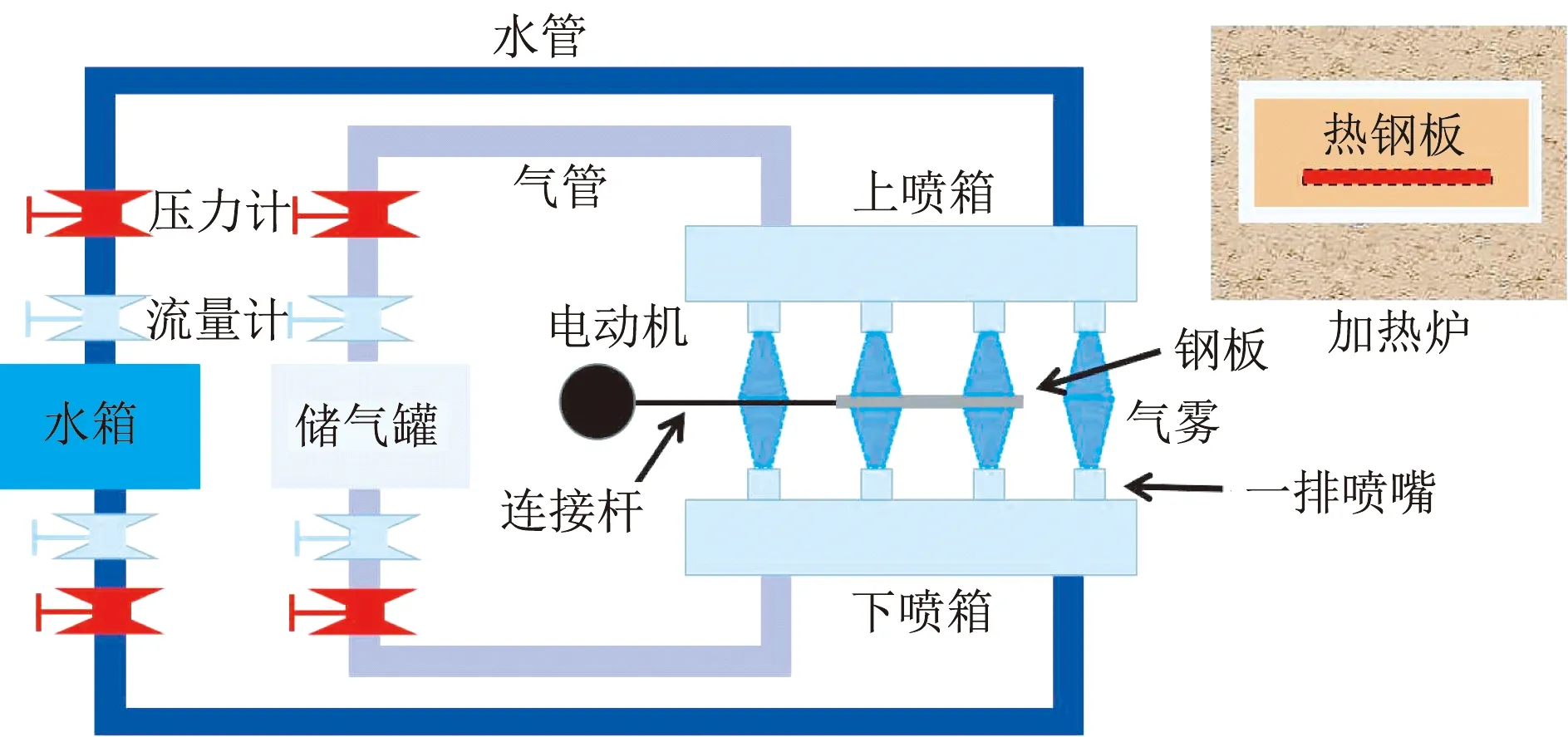
圖1 氣霧冷卻裝置示意圖Fig.1 Schematic diagram of the air-atomized water spray cooling device
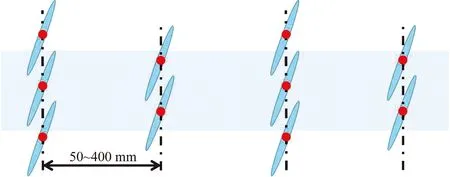
圖2 噴嘴布局示意圖Fig.2 Schematic diagram of the nozzle arrangement
鋼板加熱爐加熱后在氣霧冷卻裝置下以氣水壓力比2∶1的冷卻參數下進行氣霧淬火,加熱溫度為925 ℃,保溫時間為15 min。溫度檢測位置為鋼板上表面的中心點,鋼板運動速度為5 m/min。鋼板上表面中心點焊接K型熱電偶,用于采集溫度數據。
1.3 冷卻速度計算方法
本文中的耐磨鋼鐵素體相變開始點約為780 ℃,馬氏體相變開始溫度Ms為400 ℃左右,馬氏體相變結束溫度Mf為200 ℃左右,馬氏體相變的臨界冷卻速度為60 K/s。馬氏體相變開始后,對冷卻速度要求降低,因此冷卻速度計算是采取分段式計算,第一段溫度區間為400~800 ℃,第二段溫度區間為200~400 ℃。
1.4 顯微組織
顯微組織采用Leica光學顯微鏡和ZEISS(EVO MA25)掃描電鏡進行觀察,用4 %硝酸酒精的浸蝕液腐蝕后顯示顯微組織。
1.5 硬度試驗
布氏硬度檢測采用BRIN4000布氏硬度計,加載力為30 000 N,采用球形壓頭,壓頭直徑為10 mm,保持時間為12 s,每個試樣檢測15個點,每個點位置如圖3所示,去除一個最大值和一個最小值后取平均值為試樣的最終硬度值。試樣檢測前,上下表面磨削0.5 mm,去除表面脫碳軟化區。
圖3 耐磨鋼硬度檢測點示意圖Fig.3 Diagram of the hardness testing points for the wear-resistant steel
2 試驗結果與分析
2.1 冷卻布局對淬火過程的影響
熱態鋼板在不同氣霧冷卻布局條件下淬火的溫度曲線如圖4所示。加熱爐門打開后,樣品未出加熱爐時,由于冷空氣進入加熱爐腔體,鋼板出現小幅度的溫度降低,降溫速度約為2 K/s。樣板由加熱爐轉移至氣霧冷卻裝置時,6 mm鋼板在空氣中冷卻速度為6 K/s,隨后進入氣霧冷卻裝置內,快速冷卻至100 ℃以下。需要注意的是,在氣霧冷卻過程中,存在氣霧冷卻區和空冷區。
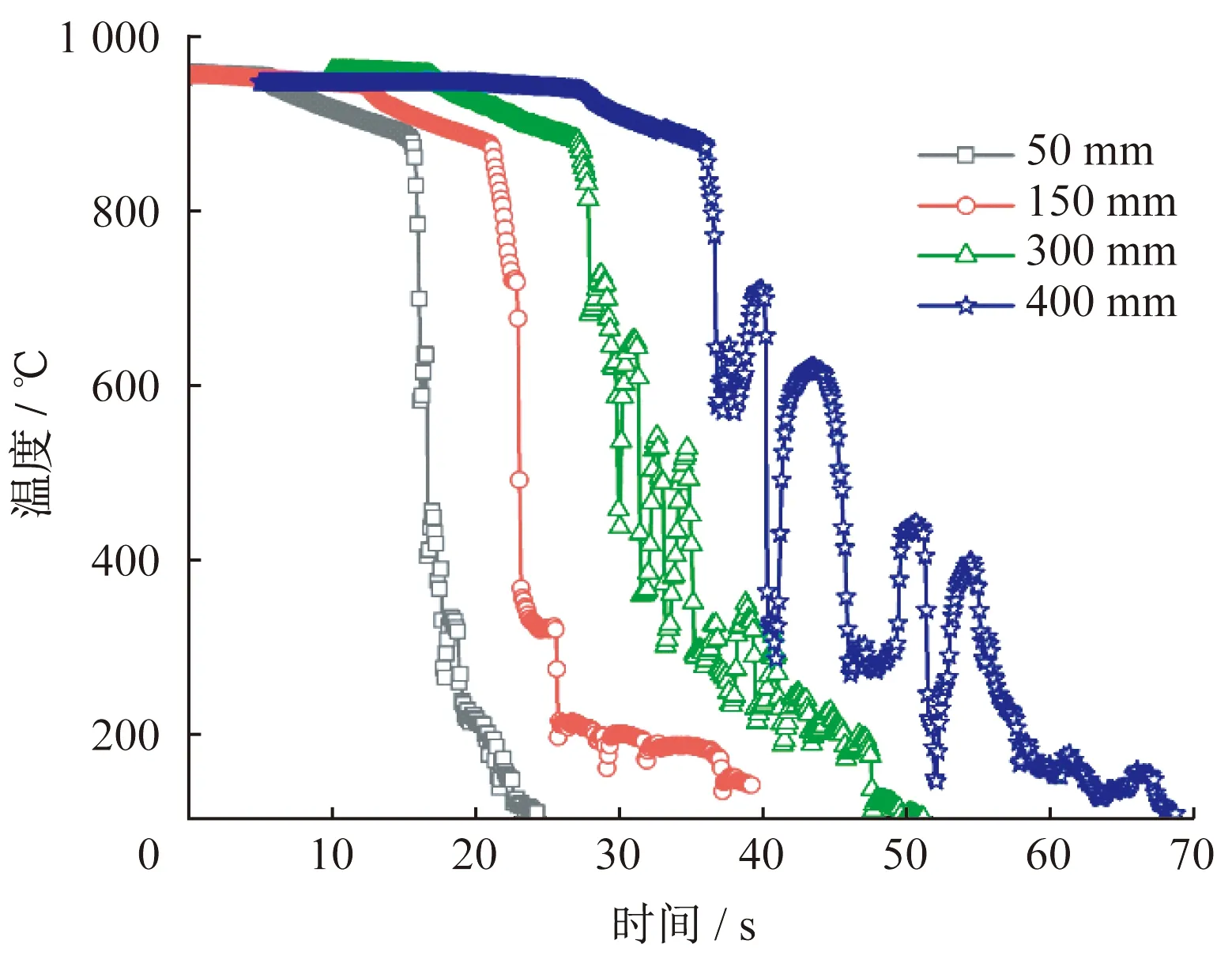
圖4 不同氣霧冷卻布局的溫度曲線Fig.4 Temperature curves under various types of device structures
當每排噴嘴間距50 mm時,鋼板幾乎完全處于氣霧冷卻區,即冷卻過程中鋼板一直處于氣霧冷卻區,幾乎無空冷段,很快冷卻至100 ℃以下。每排噴嘴間距在150 mm及以上時,鋼板運動時會離開氣霧冷卻區而進入空冷區,鋼板表面和心部存在溫差且心部溫度高于表面溫度,導致鋼板表面出現返溫現象。因此,當鋼板重復地經過氣霧冷卻區和空冷區時,表面溫降曲線出現“溫度震蕩”現象。隨著每排噴嘴間距增大,冷卻過程中空冷區所占比例增加,氣霧冷卻區所占比例降低,鋼板由925 ℃冷卻至100 ℃以下所需時間逐漸延長。
由于溫度檢測點為鋼板表面,耐磨鋼的溫降曲線出現返溫現象,且存在多次的“溫度震蕩”。為準確計算400~800 ℃和200~400 ℃溫度區間的冷卻速度,需對不同條件下的溫降曲線中的數據點進行平滑預處理,再計算不同溫度區間的冷卻速度,不同溫度區間的冷卻速度如圖5所示。在不同冷卻條件下,400~800 ℃的冷卻速度均比200~400 ℃的冷卻速度高,雖然高溫區為膜沸騰區域,但熱流密度小,換熱系數小;中低溫區為核沸騰和過渡沸騰區域,熱流密度大,換熱系數大[17],但是在200~400 ℃區間內耐磨鋼淬火時出現馬氏體相變,產生了大量的相變潛熱[18],導致200~400 ℃的冷卻速度比400~800 ℃的冷卻速度慢。
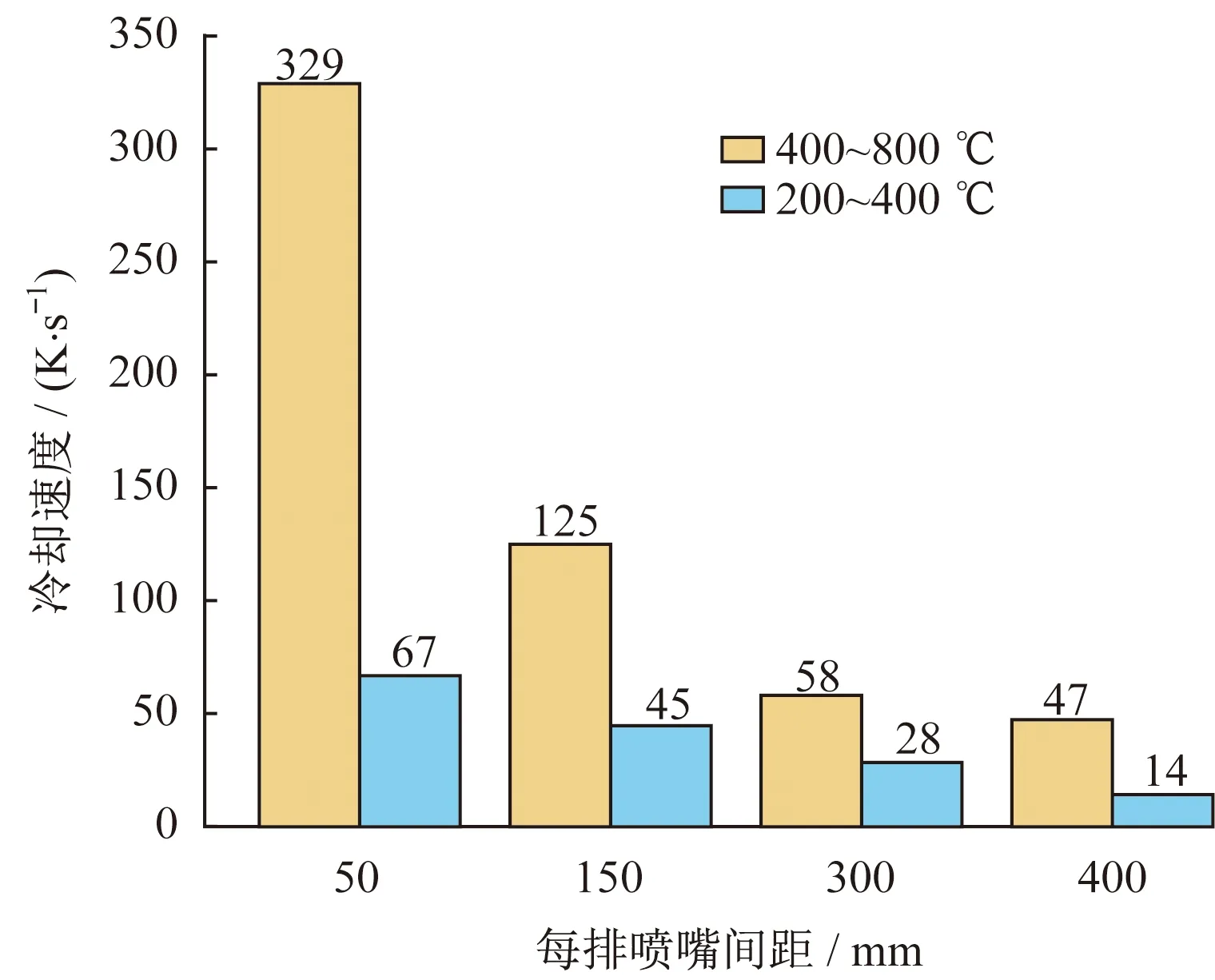
圖5 不同氣霧冷卻布局的在不同溫度段的冷卻速度Fig.5 Cooling rate of the wear-resistant steel under various device structures
隨著每排噴嘴間距由50 mm增大至400 mm,兩個溫度區間的冷卻速度均逐漸變小且兩個溫度區間冷卻速度差值變小,400~800 ℃溫度區間的冷卻速度由329 K/s降低至47 K/s,200~400℃溫度區間的冷卻速度由67 K/s降低至14 K/s。這是因為隨著每排噴嘴間距增大,鋼板由熱態冷卻至室溫時空冷部分的占比增大,氣霧冷卻部分的占比減小,且氣霧冷卻的冷卻能力遠大于空冷的冷卻能力,從而導致整體冷卻速度變慢。
2.2 冷卻布局對顯微組織的影響
耐磨鋼在不同冷卻條件下淬火后的顯微組織如圖6所示。當每排噴嘴間距為50 mm時,耐磨鋼經過冷卻系統,熱態鋼板幾乎一直處于氣霧冷卻區,試樣表面無明顯反溫現象,淬火過程中的實際冷卻速度大于60 K/s,淬火后的組織為淬火馬氏體,幾乎無碳化物析出。
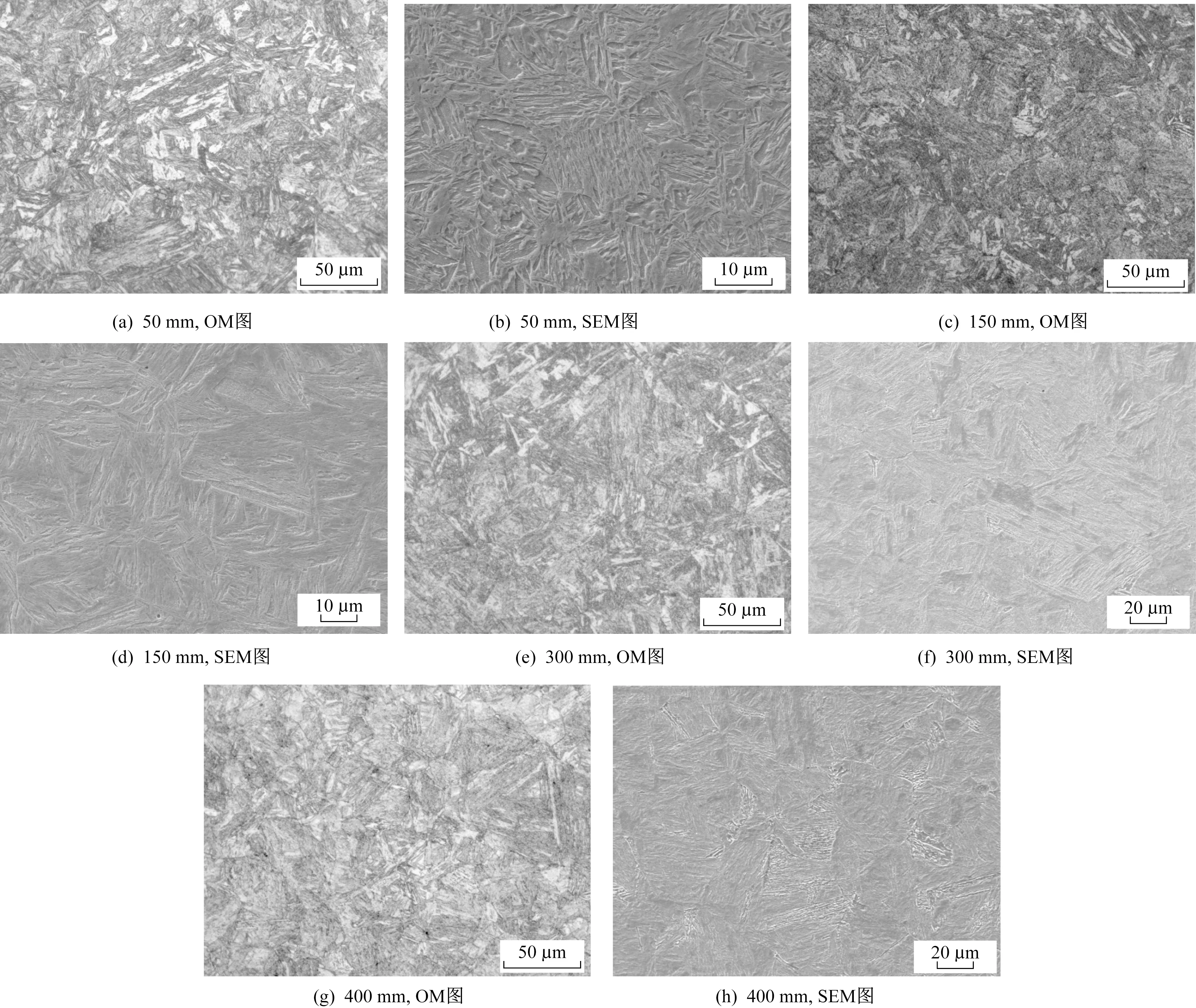
圖6 耐磨鋼在不同冷卻條件下的顯微組織Fig.6 OM and SEM microstructures of the wear-resistant steel under various cooling device structures
當每排噴嘴間距增大至150 mm時,每排噴嘴間存在較小區域的空冷區,使得冷卻速度降低,但400~800 ℃溫度區間的冷卻速度為125 K/s,遠大于臨界冷卻速度,只存在馬氏體組織。但試樣經過空冷區時,心部溫度高于表面溫度,導致表面出現反溫現象,使得淬火馬氏體內部的碳化物析出,出現自回火現象。
當每排噴嘴間距進一步增大至400 mm時,空冷區在整個冷卻過程的比例變大,冷卻速度降低,400~800 ℃溫度區間的冷卻速度低于60 K/s,使得淬火后的組織為貝氏體和自回火馬氏體的混合組織。
通過以上顯微組織分析可知,利用氣霧冷卻方式對耐磨鋼進行淬火時,通過縮短每排氣霧噴嘴間距,可獲得淬火馬氏體組織,這表明耐磨鋼可采用氣霧冷卻方式進行淬火。
2.3 冷卻布局對硬度的影響
耐磨鋼在不同氣霧冷卻布局條件下淬火后的硬度如圖7所示,表2為相應的硬度統計表。圖7中,耐磨鋼經氣霧淬火后上表面的硬度比下表面的硬度(HB)高5~10,這是因為氣霧淬火過程中,氣霧與試樣接觸時先汽化為蒸汽,而后在鋼表面聚集形成少量殘余水,上表面的殘余水不容易排掉,而下表面的水受重力影響掉落,殘余水比空氣的傳熱系數更大、導熱更快,這使得試樣上表面冷卻速度比下表面大,奧氏體轉變為馬氏體時,碳化物析出越少,固溶的碳含量越多,強度和硬度越高。
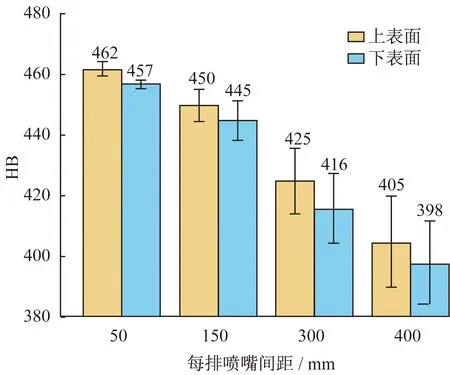
圖7 耐磨鋼在不同氣霧冷卻布局條件下淬火后的硬度Fig.7 Hardness of the wear-resistant steel under various cooling device structures
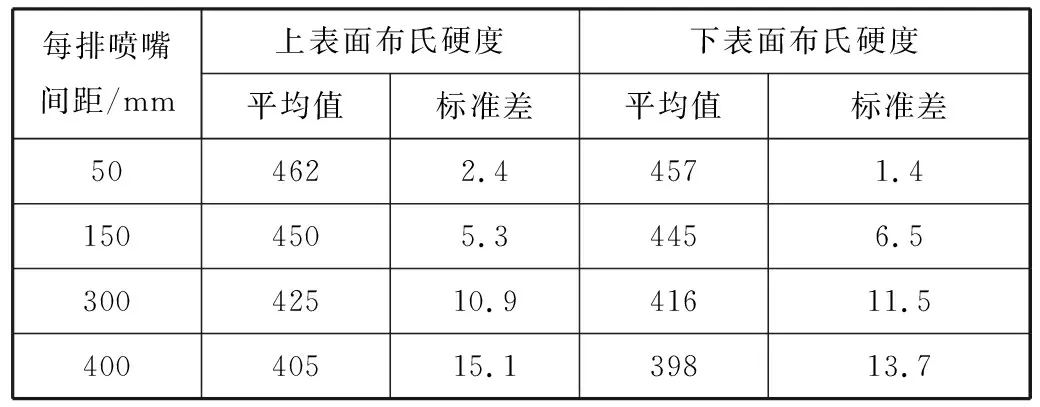
表2 耐磨鋼在不同氣霧冷卻布局條件下淬火后的硬度統計表Table 2 Hardness (HB) statistics of the wear-resistant steel under various cooling conditions
當每排噴嘴間距由50 mm增大至400 mm時,上下表面平均硬度均逐漸降低,上表面的平均硬度(HB)由462 降低至405,下表面的平均硬度由457降低至398。這是因為隨著每排噴嘴間距增大,試樣的冷卻速度逐漸變小,淬火組織由淬火馬氏體逐漸變為自回火馬氏體,最后形成了自回火馬氏體和貝氏體的混合組織。
隨著每排噴嘴間距增大,硬度均勻性的變化規律與平均硬度變化規律相反,即布氏硬度均勻性變差,上表面硬度的標準差由2.4增大至15.1,下表面硬度的標準差由1.4增大至13.7。這是因為噴嘴間距越大,經過氣霧冷卻區和空冷區的次數越多,出現冷卻不均勻性的概率越大,導致硬度均勻性變差。
綜上所述,采用氣霧冷卻方式進行淬火時,選擇合理的氣霧冷卻布局,可使得耐磨鋼淬火冷卻速度大于60 K/s,最終獲得淬火馬氏體組織和一定硬度級別且性能均勻的耐磨鋼。
3 結論
(1) 耐磨鋼可采用氣霧冷卻方式進行淬火,選擇合理的氣霧冷卻布局,獲得淬火馬氏體,達到一定硬度級別且性能均勻。
(2) 采用氣霧冷卻進行淬火時,耐磨鋼在不同溫度區間的冷卻速度存在差異,400~800 ℃區間的冷卻速度大于200~400 ℃ 區間的冷卻速度。
(3) 氣霧冷卻布局影響耐磨鋼的冷卻速度,隨著每排噴嘴間距增大,冷卻速度變慢,淬火馬氏體中碳化物析出增多,自回火現象加重,自回火馬氏體+貝氏體的混合組織增多,硬度降低且性能均勻性變差。