超聲輔助磨削工藝對微晶玻璃表面粗糙度的影響研究*
2022-11-29 10:16:08詹奇云李占杰董慶運
制造技術與機床 2022年12期
詹奇云 靳 剛 閻 兵 李占杰 董慶運
(①天津職業技術師范大學機械工程學院,天津 300222;②天津市高速切削與精密加工重點實驗室,天津 300222)
微晶玻璃(glass-ceramic)是一種典型的無機非金屬脆性材料,具有機械強度高、熱膨脹系數可調、耐腐蝕、耐磨損及熱穩定性好等優異特性,是航天航空、國防、醫療及工業等領域最廣泛應用的光學材料。隨著制造業的快速發展,微晶玻璃的表面質量要求越來越高,其先進加工制造技術成為人們關心的重點。精密磨削加工是目前對微晶玻璃實現高效率、低成本的加工方法之一[1-4],但由于微晶玻璃具有的高脆硬性,磨削中極易出現凹坑、表面劃傷及裂紋等缺陷從而影響其使用性能和壽命,并直接影響后續工藝和加工效率。因此,研究微晶玻璃磨削的表面粗糙度、表面形貌特征和深入探究其影響因素,對實現微晶玻璃的低成本、低損傷及高效率磨削加工都具有重要的指導意義。
近年來,諸多學者對微晶玻璃展開了一系列的研究。高尚等[5]研究了不同砂輪粒徑對微晶玻璃磨削表面材料去除特征及表面損傷的影響規律。馬廉潔等[6]開展了微晶玻璃陶瓷的磨削試驗并論證其材料去除具有脆性去除、延性去除及延脆性去除3種形式。趙博[7]分析了砂輪粒度對微晶玻璃的表面粗糙度、表面形貌、表面及亞表面損傷的影響。李雄[8]通過漿料輔助超精密磨削分析工件表面質量的影響規律。向勇等[9]利用模型可以實現微晶玻璃研磨加工亞表面損傷深度的預測和測量。宋瑋[10]利用二次回歸通用旋轉組合設計方法對微晶玻璃的拋光實驗進行了優化并分析了加工速度、加工時間對表面粗糙度和亞表層損傷深度的影響。王雙華等[11]對微晶玻璃添加納米氧化鋁粉并對其進行可加工性能的影響及機理研究,論證了納米氧化鋁粉可明顯提高微晶玻璃的可加工性能。周鵬[12]采用理論研究、有限元模擬和實驗分析相結合的方式研究微晶玻璃磨削參數對工件殘余應力的影響。田清波等[13]采用X射線衍射和掃描電子顯微鏡研究了SiO2-Al2O3-MgOF系塊狀玻璃在受壓條件下的析晶特征。Lambropoulos J C等[14]開展微晶玻璃磨削及研磨試驗論證了磨削出現的亞表面損傷小且材料去除更有效。Esmaeilzare A等[15]通過粗粒度金剛石砂輪分析了砂輪加工工藝參數對微晶玻璃表面粗糙度及亞表面微裂紋深度的影響,并建立表面粗糙度和磨削工藝參數間的數學關系式。
目前,微晶玻璃加工的試驗研究主要集中在砂輪的磨削和超聲磨削、化學機械拋光(CMP)等加工方式相關的工藝、去除與損傷機理等方面。本文將基于燒結磨頭,開展了微晶玻璃超聲與非超聲磨削試驗,探究磨削工藝參數(主軸轉速、磨削深度及進給速度)和燒結磨頭粒度號差異對其表面粗糙度和表面形貌的影響規律,研究可為微晶玻璃低損傷和高效率磨削提供借鑒和參考。
1 磨削試驗
1.1 試驗材料
本研究選用的加工試件為 40 mm×120 mm×12 mm的微晶玻璃拋光基塊,其主要成分為Li2O-Al2O3-SiO2,是一種典型的脆硬性材料,脆硬材料的脆塑轉變臨界條件主要取決于其力學性能(如彈性模量、材料硬度等)及試驗中施加的載荷,與材料尺寸大小關系甚小[16]。本文選用的微晶玻璃主要性能參數如表1所示。

表1 微晶玻璃的主要性能參數
1.2 試驗設備與方案
圖1為微晶玻璃的磨削試驗裝置圖。試驗是在基于工件靜止加工的S56立式加工中心(圖1a)上進行,其行程X×Y×Z為 900 mm×500 mm×450 mm,主軸轉速為 120~12 000 r/min,磨削進給 1~40 000 mm/min。試驗采用的磨削方式為平面切入式磨削,微晶玻璃(圖1d)裝夾方式如圖1e所示,工件用專制夾具夾持再裝于工作臺的虎鉗上。試驗的超聲振動設備型號為UBT40-33B,其主要由超聲發射架(圖1f)、超聲發生器(圖1g)及超聲刀柄(圖1h)等組成,超聲發生器是將普通電信號轉換為高頻交流電信號的轉換裝置,而超聲發射架接收到交流電信號并產生振動,最后將振動傳遞給超聲刀柄從而實現刀具振動,試驗時打開超聲發生器并調至相應參數(頻率為 19 000 Hz,振幅為 3 μm)即可。試驗磨削工具為青銅金屬結合劑燒結磨頭(圖1i),主體尺寸為8D×10A×8D×50L-140/170,粒度直徑為0.1 mm,單位體積分數為 0.377 cm3,砂粒濃度為1.056 g/cm3,燒結磨頭通過超聲刀柄夾緊,并將超聲刀柄裝于機床主軸上,再將超聲發射架裝于超聲刀柄上并固定,最后將超聲發射架線路與發生器相連。
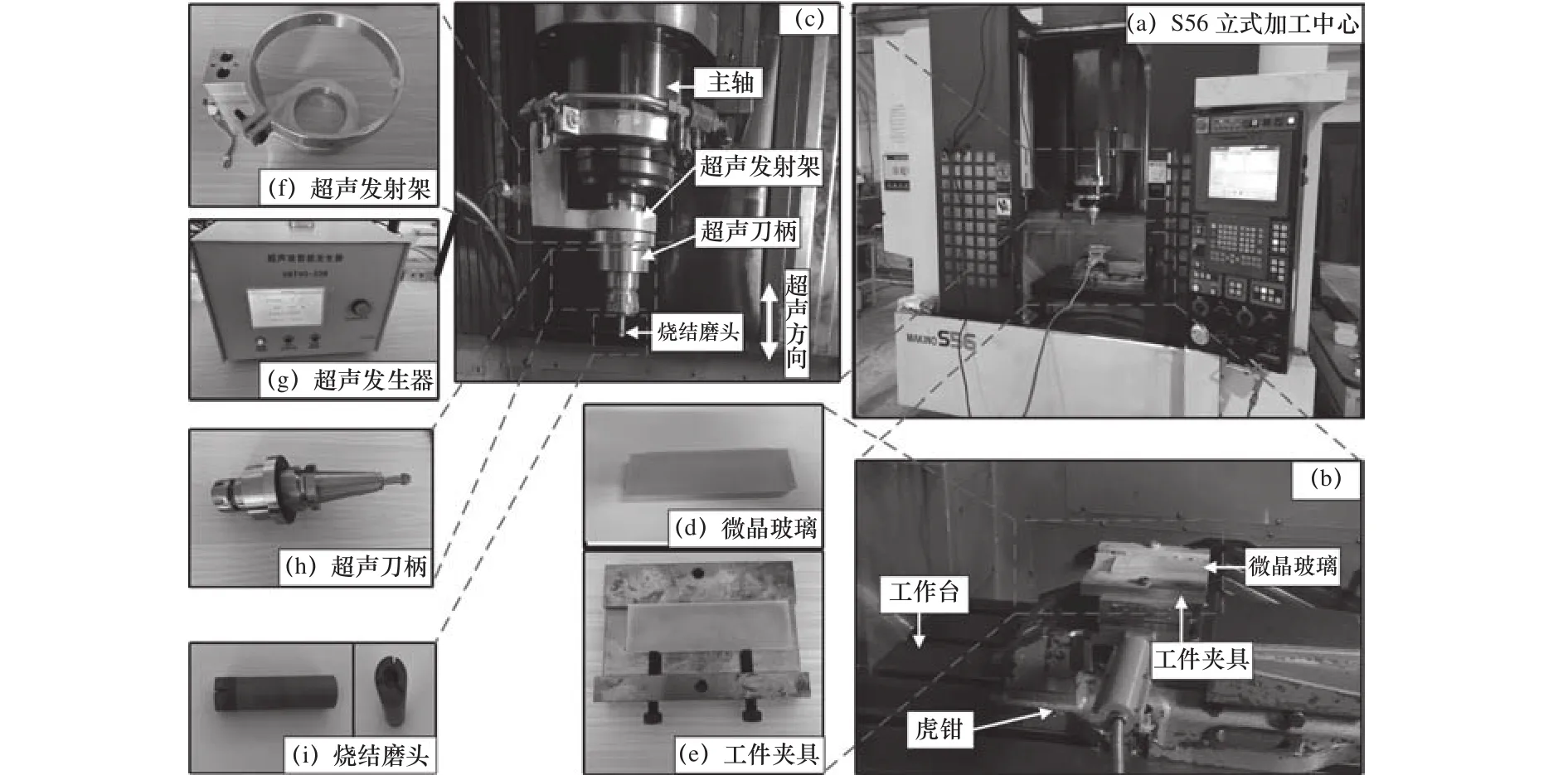
圖1 微晶玻璃磨削試驗裝置
試驗采用單因素的試驗方式,研究主軸轉速n、磨削深度h和進給速度Vf對微晶玻璃表面粗糙度及表面形貌的影響規律,試驗參數如表2所示。
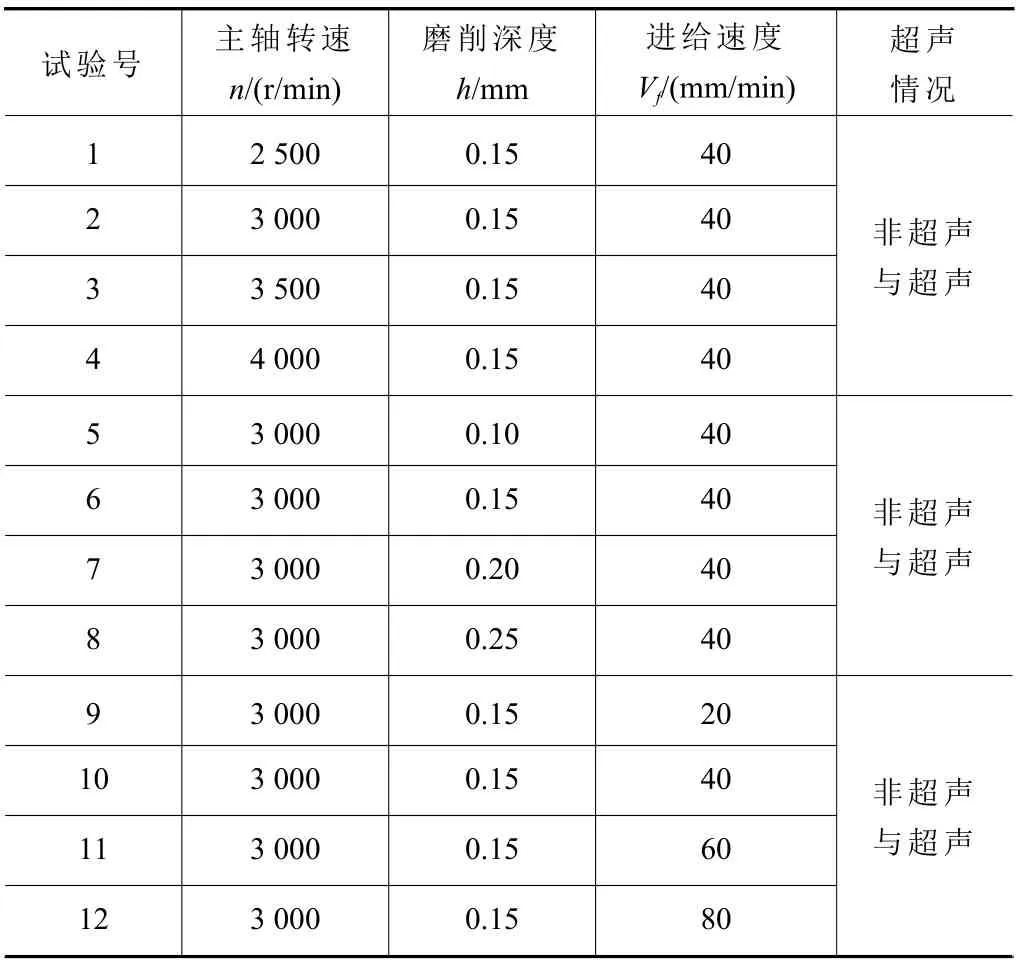
表2 微晶玻璃單因素磨削試驗方案
同時,為了研究不同磨頭粒度號對表面粗糙度和形貌的影響,在n=3 000 r/min、h=0.15 mm 和Vf=20 mm/min工況下分別選用了70/80#、120/140#、200/230#及325/400#這4種不同粒度號磨頭在超聲與非超聲工況下進行磨削,磨頭相應參數如表3所示。磨削結束后,采用接觸式表面粗糙度儀(日本)檢測微晶玻璃表面粗糙度值Ra,采用最大分辨率為 4 800(H)×3 600(V)的 VHX-1000C 型超景深顯微鏡觀測微晶玻璃表面形貌。
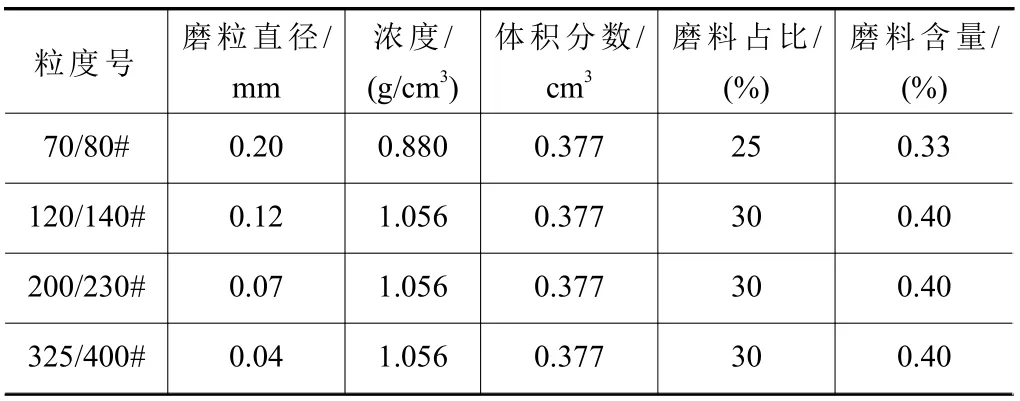
表3 不同燒結磨頭粒度號的參數表
2 試驗結果與分析
2.1 超聲輔助磨削材料去除機理
圖2為超聲磨削微晶玻璃材料去除機理,燒結磨頭在主軸轉速與超聲頻率振動作用下產生高頻沖擊力,在其端面磨粒與工件表面周期性接觸和分離時進行材料去除。圖3為超聲磨削微晶玻璃材料去除示意圖,材料去除包括兩種形式,即塑性去除和脆性去除。主要由于磨粒嵌入材料時,工件表面隨著嵌入深度增大由開始的彈性變形逐漸轉為塑性變形,由于塑性變形致使材料的殘余應力產生徑向裂紋[17]。加上主軸旋轉及燒結磨頭的不斷進給,端面磨粒不斷在微晶玻璃表面劃動摩擦,從而加快了工件裂紋的擴展[18],還伴有橫向裂紋,從而導致材料有塑性去除和脆性去除兩種形式。
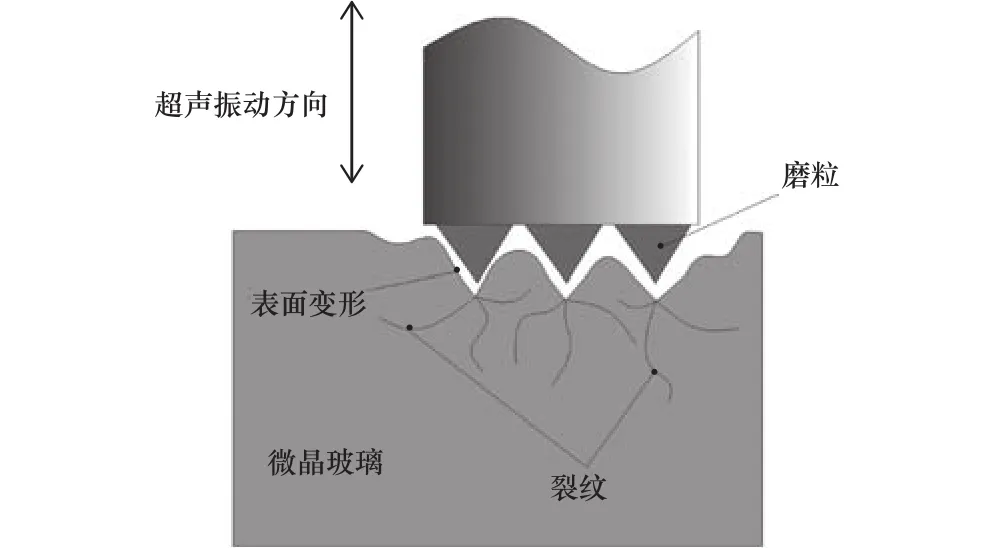
圖2 磨粒的擊壓材料去除機理
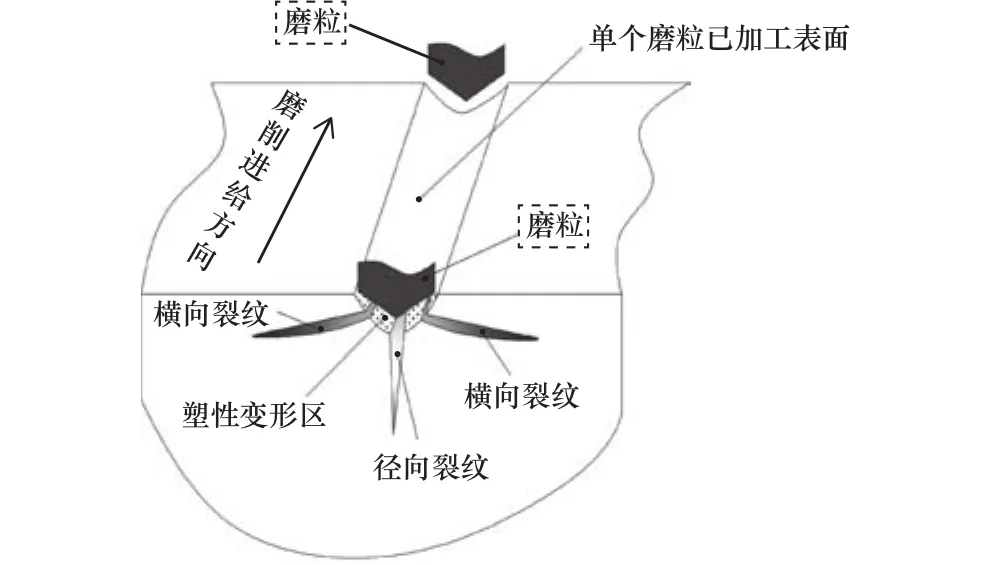
圖3 超聲磨削去除材料示意圖
2.2 磨削參數對微晶玻璃表面粗糙度及表面形貌的影響
(1)磨削參數對微晶玻璃表面粗糙度的影響
在不同磨削參數下,工件施加超聲磨削前后表面粗糙度值Ra的對比表4所示。
圖4所示給出了表4參數下不同主軸轉速n、磨削深度h及進給速度Vf對微晶玻璃超聲和非超聲磨削表面粗糙度值Ra的影響規律圖。
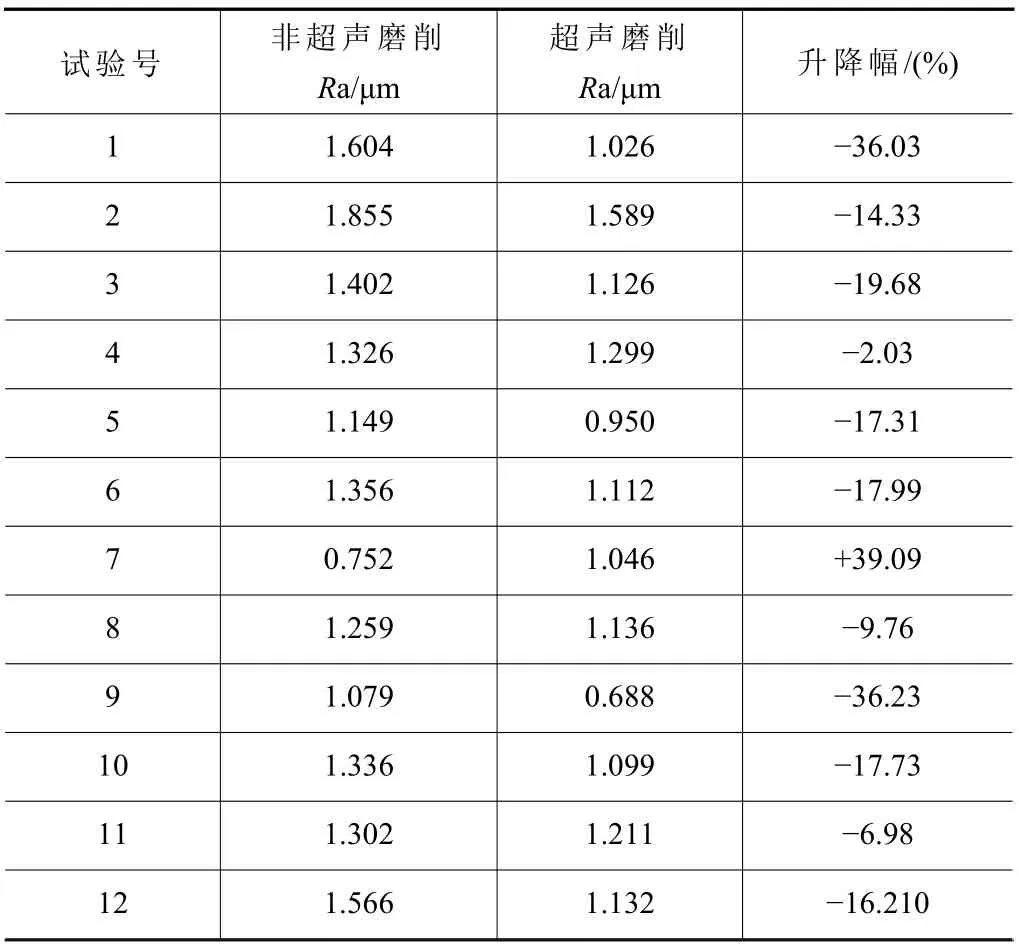
表4 不同磨削參數磨削微晶玻璃表面粗糙度值數據對比
由圖4a可看出,非超聲與超聲工況下主軸轉速對表面粗糙度值Ra的影響規律相同,兩者表面粗糙度值Ra均隨主軸轉速增加呈現出先增大后減小再增大的變化趨勢。相比于非超聲磨削,超聲在不同主軸轉速n下均實現了表面粗糙度值Ra的顯著降低,在n=3 000 r/ min 時,表面粗糙度值最大(Ra=1.589 μm),在n=2 500 r/min 時,表面粗糙度值最小(Ra=1.026 μm)。在 2 500~4 000 r/min 中的4種轉速下,表面粗糙度值分別降低了約36.03%、14.33%、19.68%和2.03%,這表明較小主軸轉速更能體現超聲對表面粗糙度的提升效果。
由圖4b可看出,非超聲與超聲工況下磨削深度h對表面粗糙度值Ra的影響規律相同,表面粗糙度值Ra均隨磨削深度h增加呈現出先增大后減小再增大的變化趨勢,其中除了磨削深度h=0.20 mm的特殊情況外,相比于非超聲磨削,超聲磨削工況下的表面粗糙度值Ra明顯低于非超聲,在h=0.10 mm、h=0.15 mm 及h=0.25 mm 時,表面粗糙度值分別降低了約17.31%、17.99%和9.76%,這表明較小磨削深度更能體現超聲對表面粗糙度的提升效果。
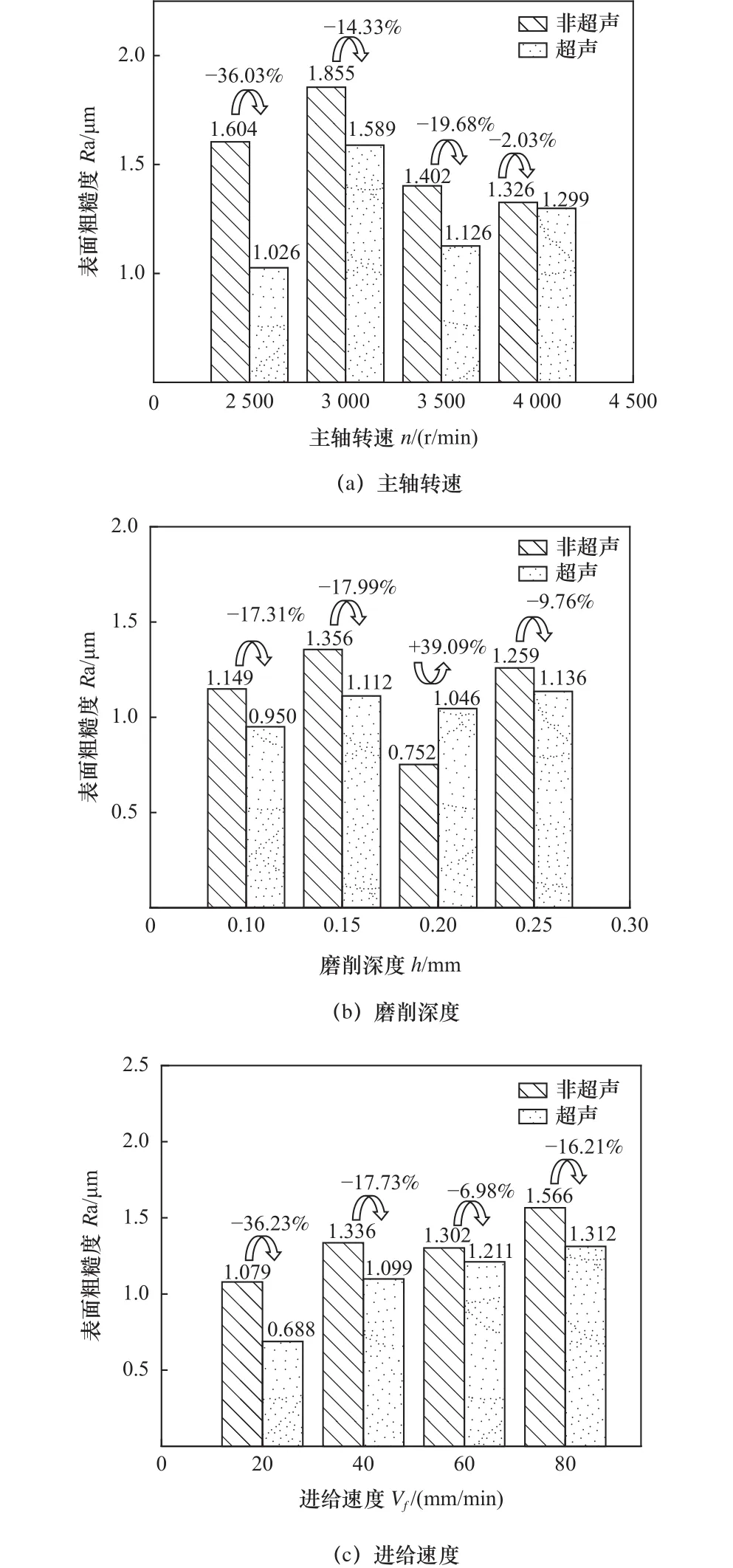
圖4 不同磨削參數對表面粗糙度的影響
由圖4c可看出,無論是在超聲情況下還是非超聲情況下,兩者表面粗糙度值Ra均隨進給速度Vf增加而變大。其中表面粗糙度最小值均出現在進給速度Vf=20 mm/min時。同等情況下,超聲磨削的表面粗糙度值Ra明顯小于非超聲。在20~80 mm/min的4種轉速下,表面粗糙度值分別降低了約36.23%、17.73%、6.98%和16.21%,這表明較小進給速度Vf更能體現對表面粗糙度的提升效果。
(2)磨削參數對微晶玻璃表面形貌的影響
圖5a~c給出了表2參數下不同主軸轉速n、磨削深度h及進給速度Vf下微晶玻璃超聲和非超聲磨削表面形貌圖。由圖3a可看出,相比與超聲磨削,非超聲磨削時微晶玻璃表面出現凹坑與大面積崩碎等缺陷較多(如圖6),隨著主軸轉速升高,此類情況先變少又再增多。相比非超聲,超聲情況下微晶玻璃表面出現凹坑、裂紋及破碎等情況較少,尤其在主軸轉速n=2 500 r/min,磨削深度h=0.15 mm,進給速度Vf=40 mm/min時,表面損傷較少,表面較為平整,可見超聲磨削情況下對微晶玻璃表面質量具有明顯提升作用。
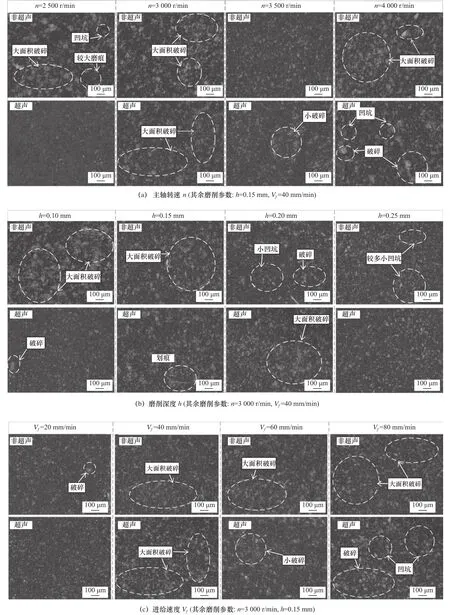
圖5 不同磨削參數對表面粗糙度的影響
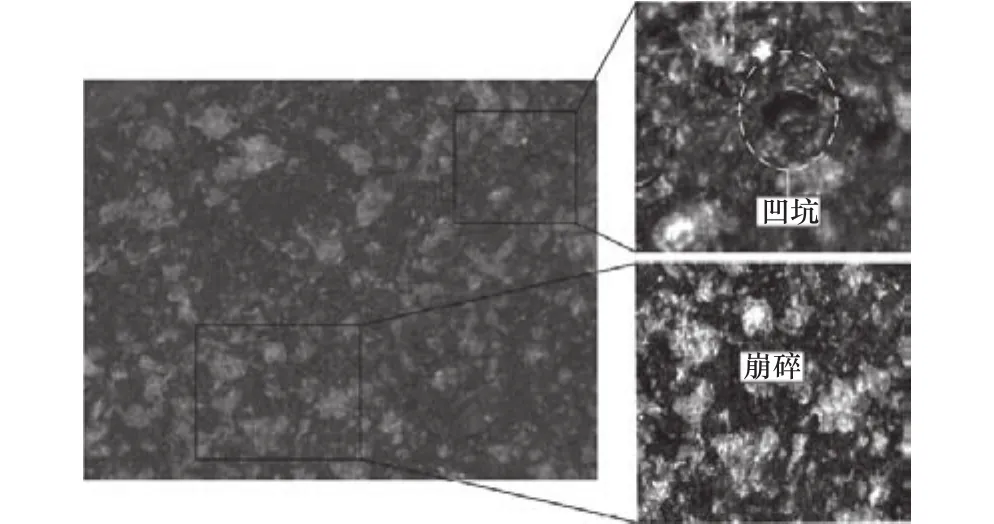
圖6 非超聲磨削下表面形貌圖(n=2 500 r/min ,h=0.15 mm,Vf=40 mm/min)
2.3 磨粒對微晶玻璃表面粗糙度及表面形貌的影響
(1)磨粒對微晶玻璃表面粗糙度的影響
在不同燒結磨頭粒度號下,工件施加超聲磨削前后表面粗糙度值的對比如表5所示。
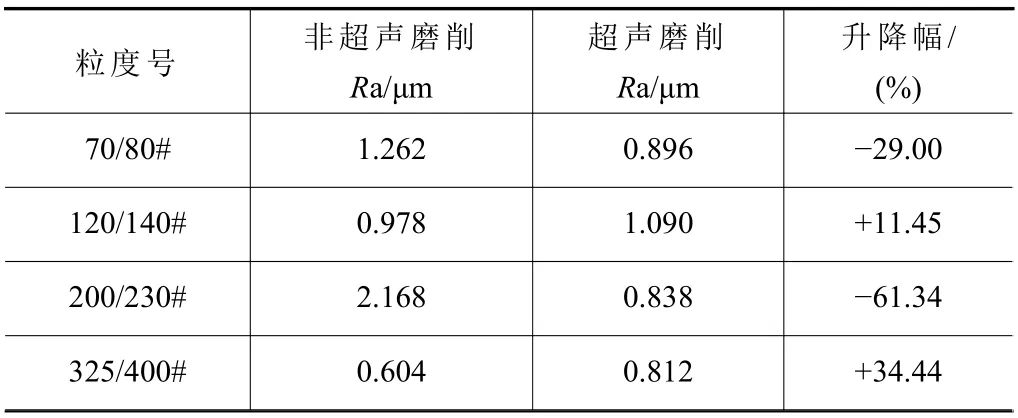
表5 不同磨頭粒度號磨削微晶玻璃表面粗糙度值數據對比
圖7給出了表5參數下不同磨頭粒度號對微晶玻璃超聲與非超聲磨削表面粗糙值Ra的影響柱狀圖。由圖7可看出,除了磨頭為120/140#及325/400#的特殊情況外,相比于非超聲磨削,隨著磨粒粒徑的減小,超聲磨削微晶玻璃的表面粗糙度值明顯減小。值得關注的是:①微晶玻璃的表面粗糙度最小值Ramin均出現在磨頭為325/400#(磨粒粒徑最小)時,即非超聲Ramin=0.604 μm,超聲Ramin=0.812 μm;②采用200/230#磨頭磨削時,超聲與非超聲磨削的表面。
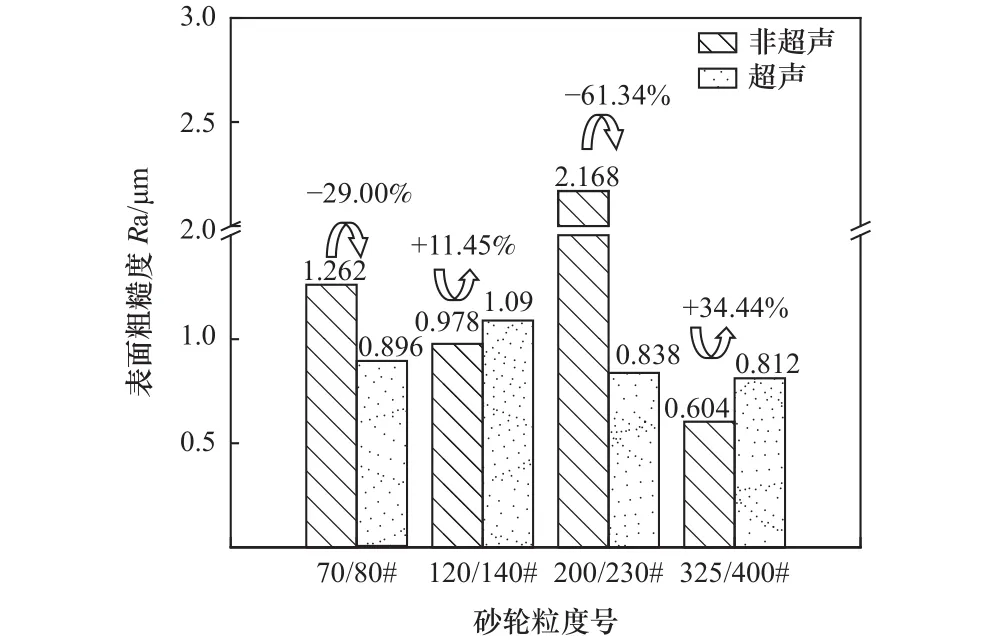
圖7 不同磨頭粒度號磨削微晶玻璃的表面粗糙度值
(2)磨粒對微晶玻璃表面形貌的影響
圖8給出了5參數下不同磨頭粒度號工況下微晶玻璃超聲與非超聲磨削表面形貌圖。由圖8可明顯看出,隨著磨粒粒徑的減小,兩工況下微晶玻璃的表面損傷逐漸減小,其表面質量均得以逐漸改善,主要是由于隨著粒徑減小材料去除的方式由脆性去除向塑性去除逐漸過渡。相比超聲磨削,非超聲工況產生的表面缺陷較多,尤其粒度號70/80#(粒徑最大)磨削時表面出現較多凹坑及大面積表面破碎,此時去除材料的方式為脆性斷裂去除,表面粗糙度值Ra較高。在粒度號325/400#(粒徑最小)磨削時超聲與非超聲工況下的表面質量明顯較好,此時去除材料的方式為塑性斷裂去除,微晶玻璃表面凹坑、表面破碎等缺陷明顯減少。
基于以上分析及圖8可知,粒徑越小對微晶玻璃磨削的表面質量越好,但整體對比看來,超聲工況下微晶玻璃的表面質量相對較好,粗糙度值Ra較低,這表明超聲的施加及較小粒徑進一步提高了表面質量。
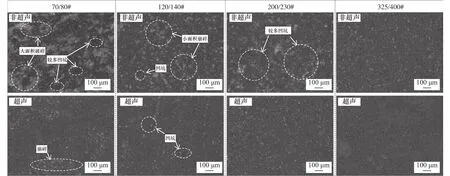
圖8 不同磨頭粒度號磨削微晶玻璃的表面形貌圖
3 結語
本文針對微晶玻璃磨削過程中極易出現崩碎和裂紋等問題,開展了其超聲輔助磨削加工試驗研究,探究磨削工藝參數(主軸轉速、磨削深度及進給速度)與不同燒結磨頭粒度號對其表面粗糙度及形貌的影響規律。具體研究結論如下:
(1)分析了超聲與非超聲兩工況下磨削參數對微晶玻璃表面粗糙度及形貌的影響規律,結果表明:超聲磨削可顯著減小微晶玻璃表面粗糙度值并改善其表面形貌,粗糙度值減幅為:主軸轉速下約2.03%~36.03%,磨削深度下約9.76%~17.99%,進給速度下約6.98%~36.23%。
(2)較小主軸轉速n、磨削深度h及進給速度Vf下超聲磨削不僅體現出微晶玻璃較好的表面粗糙度,而且獲得的表面形貌較平整,可減少凹坑、崩碎及劃傷出現的情況,可見超聲工況對表面粗糙度及表面形貌均具有改善作用。
(3)較小的磨粒粒徑對微晶玻璃表面粗糙度及形貌具有改善作用。隨著磨粒粒徑減小,超聲與非超聲工況下微晶玻璃表面材料去除方式由脆性去除向塑性去除過渡,其表面損傷逐漸減少,表面粗糙度及形貌均得以逐漸改善。相比于非超聲,超聲工況微晶玻璃表面粗糙度及形貌相對較好,減少了表面出現劃傷、凹坑及崩碎等情況,其中采用200/230#磨頭磨削時,超聲與非超聲磨削的表面粗糙度值降幅最大(約為61.34%)。
(4)依次采用70/80#、120/140#、200/230#及325/400#這4種不同粒度號在超聲與非超聲兩工況下對微晶玻璃的磨削工藝,試驗結果顯示在325/400#粒度號(粒徑最小)時可獲得最小的粗糙度值(非超聲磨削Ra=0.604 μm、超聲磨削Ra=0.812 μm),表面形貌較好。
