水解保護專利技術在大型醋酸裝置的應用
2022-12-01 08:02:36張清建劉華偉
化工設計通訊 2022年10期
關鍵詞:催化劑
陳 健,張清建,劉華偉
(華爍科技股份有限公司,國家氣體凈化劑重點工業基地,湖北省化學研究院,工業氣體凈化與精制湖北省重點實驗室,湖北武漢 430074)
河南某知名企業年產20萬噸醋酸項目于2005年12月開始籌建,采用西南化工研究設計院自行研制開發的《甲醇低壓液相羰基合成法生產技術》,上海化工設計院的優化設計,與國內同行相比具有明顯優勢。2007年3月開始工程安裝,于2008年10月一次試車投產成功。該項目充分利用集團公司在化肥生產中富余的CO2和聯醇裝置,不但有充足的甲醇、焦炭、水源等原材料及可靠的動力供應,還可充分利用集團公司現有部分公用工程設施,降低原料采購和運輸成本。二期技改后現已達到年產40萬噸醋酸生產規模。
醋酸生產工藝中原料CO氣體中的干法凈化尤為關鍵。該公司經過一年的多次調研,最終選用華爍科技股份有限公司水解保護專利技術。該技術已在國內多家高濃度CO氣體凈化工程中成功應用,并獲得國家發明專利。2008年10月一次開車打通流程,操作簡便,凈化度高,全面達到設計指標。
1 高CO、高COS下的水解保護專利技術介紹
高CO、高COS下的水解保護專利技術由保護劑串T504A常溫水解催化劑組成,水解催化劑可完成高效、長周期的COS轉化為H2S的功能,運行壽命在1a以上,期望值2~3a。使有毒物質COS的排放大大降低,有利于環境保護。
1.1 工作原理
T504A常溫水解催化劑催化水解的反應原理見下式。
COS+H2O → H2S +CO2+Q
1.2 T504A常溫水解催化劑主要物性指標
T504A常溫水解催化劑主要物性指標見表1

表1 T504A常溫水解催化劑主要物性指標
2 醋酸裝置水解保護專利技術應用情況
2.1 河南順達公司CO原料氣條件
流量:50 000m3(標)/h;壓力:0.05MPa
組分:CO 68%~70%;CO228%~30%;H21%~2%
O2≤4 500×10-6;H2S ≤ 600×10-6;
COS ≤1 500×10-6
2.2 工藝全流程示意圖
工藝全流程示意框圖1。

圖1 工藝全流程示意框圖
2.3 水解保護專有技術流程示意圖
水解保護專有技術流程示意見圖2。
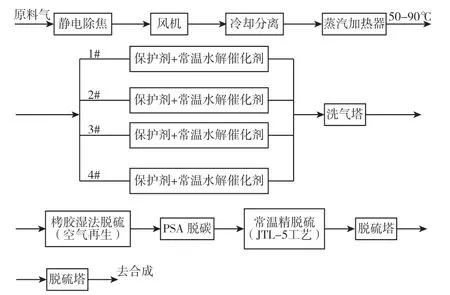
圖2 水解保護專有技術流程示意圖
2.4 水解保護技術工藝流程簡述
CO原料氣出氣柜經過靜電除焦、風機提壓至約50kPa,通過蒸汽加熱器氣體提溫至50~90℃,并聯進入4組水解保護塔,進行COS轉化H2S水解過程,完成90%以上的COS轉化,含大量H2S的CO氣體進入濕法脫硫,完成脫除H2S的工作,降低硫化物負荷,進入后序工段。
2.5 氣體分析方法
硫化物分析采用德國西門子產的Maxun ed Ⅱ氣相色譜分析儀。
2.6 水解保護系統的工業操作數據(表2)
表2 水解保護系統進出口硫數據見表2。
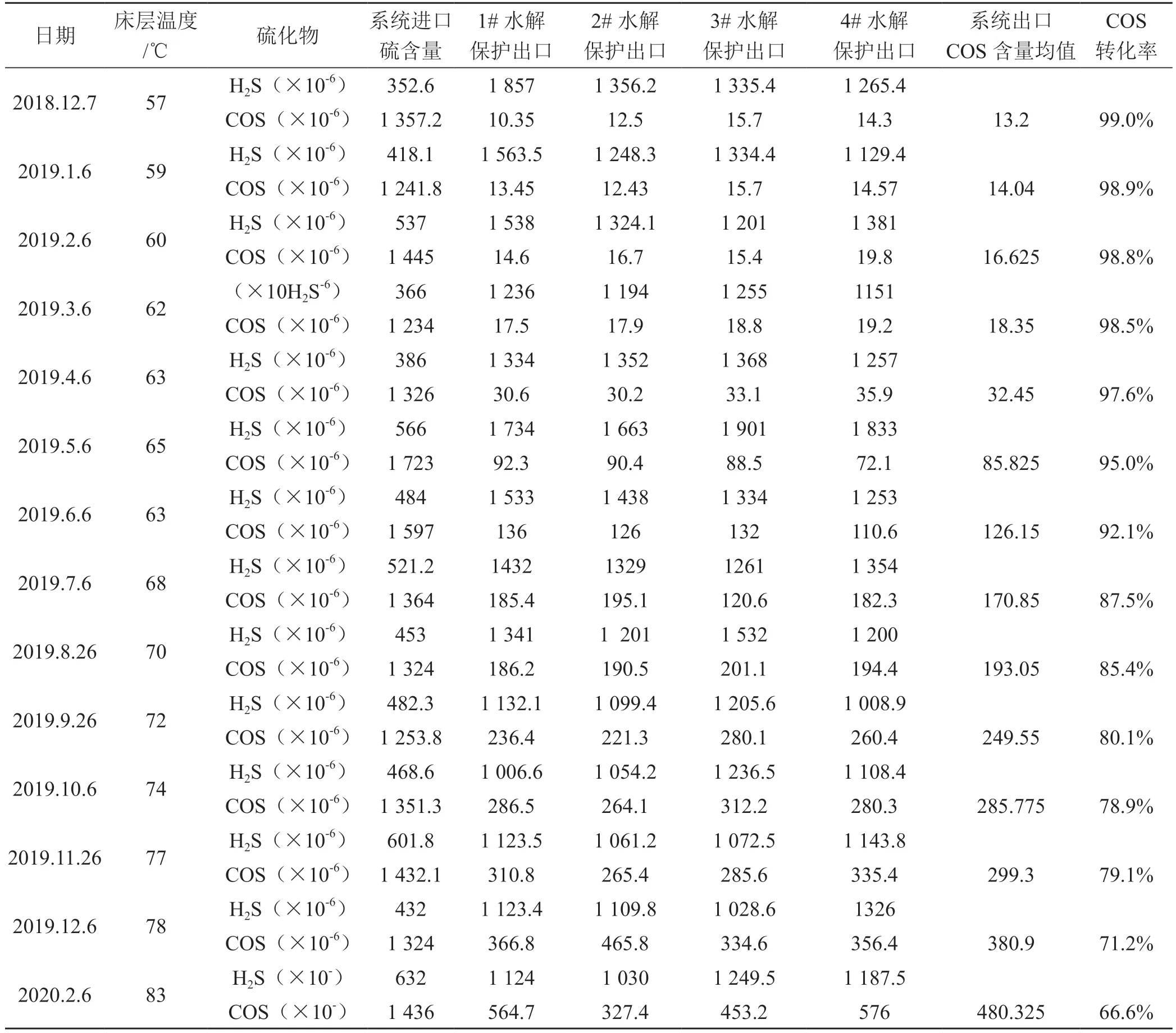
表2 水解保護系統進出口硫數據表H2S
2.7 數據匯總
(1)2018年2月—2019年5月,水解保護的COS轉化率均>95%;
2019年5月—2019年6月,水解保護的COS轉化率均>90%;
2019年6月30日,水解保護的COS轉化率僅61.5%,采取提溫措施(63℃提至68℃),轉化率可接近90%;
2019年7—8月,水解保護的COS轉化率均>85%;
2019年9月,水解保護的COS轉化率均>80%;
2019年10—12月,水解保護的COS轉化率均>70%。
(2)水解保護入口硫化物數據。
H2S (300~700)×10-6,主要500×10-6左右數據為主;
COS (1 100~1 700)×10-6,主要(1 300~1 400)×10-6左右數據為主。
(3)數據顯示,在末期催化劑床層75℃后,提溫至88℃期間,滿足不了COS轉化率85%的設計值。
(4)催化劑床層溫度按照技術要求逐步提溫,提至90℃后于2020年6月中旬4 組全部更換。
3 結語
1) 水解保護專利技術使用效果佳,COS轉化率高,使用初期可達98%以上,可做到有毒物質COS的零排放,有利于保護環境。
2)催化劑強度好,并經歷多次開停車考驗。新催化劑從外觀上看產品強度好,粉塵極少,因此不需要過篩,可直接裝填到反應器內。催化劑卸出后,催化劑除了粉塵含量較高、顏色偏黃外,顆粒并無破損且強度保持穩定。
3) 工藝抗毒能力強,催化劑使用壽命長。在同等工況下,水解催化劑在無保護劑的情況下,催化劑往往不超過2個月即快速失活。該裝置采用華爍科技水解保護專利技術,在催化劑前端使用高效保護劑,可大量消除對T504A水解催化劑活性有影響的不利因素。雖煤氣氣質中粉塵含量大,裝置運行一段時間會因粉塵累積阻力增加明顯,但可通過在一定時間內靈活更換塔內上部的少量污染嚴重的保護劑,使得T504A水解催化劑可長時間保持高效活性,極大延長了催化劑的使用壽命,正常保證1a以上,期望值2~3a,為企業創造了可觀的經濟效益。
致謝:本文經國家有突出貢獻的專家孔渝華研究院審閱,提出不少寶貴的修改意見,特致衷心感謝!
猜你喜歡
大自然探索(2023年7期)2023-11-14 13:08:06
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
智富時代(2018年3期)2018-06-11 16:10:44
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
超硬材料工程(2016年1期)2016-02-28 22:20:04
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
合成化學(2015年4期)2016-01-17 09:01:27
應用化工(2014年3期)2014-08-16 13:23:50
