氣淬高爐渣顆粒凝固行為數值模擬
2022-12-01 00:56:08王麗麗客海濱王立梅
唐山學院學報 2022年6期
王麗麗,客海濱,王立梅
(1.唐山學院 a.機電工程學院,b.河北省智能裝備數字化設計及過程仿真重點實驗室,河北 唐山 063000;2.河鋼唐鋼集團 煉鐵事業部,河北 唐山 063016)
0 引言
對于高爐渣的處理,氣淬粒化法是最有希望代替傳統水淬粒化法的一種干法粒化工藝,具有余熱高效回收、不產生環境污染、不消耗水資源、工藝簡單、運行穩定、處理能力強等優點[1-2]。氣淬粒化法包括粒化和傳熱兩個過程。粒化后的爐渣顆粒在空氣中飛行并因與空氣進行熱量交換而凝固,高爐渣的凝固行為對于提高渣粒玻璃相率、高效回收空氣余熱及合理設計余熱系統至關重要。
Sun等和邱勇軍等[3-4]利用Fluent軟件模擬得到了高爐渣顆粒內部的溫度分布,討論了顆粒直徑和冷卻風速對溫度分布的影響。Zhu和Ding等[5-6]結合影響因素的分析結果,提出了5 mm高爐渣顆粒的最佳冷卻條件。劉小英等[7]提出了一種基于焓值法的傳熱模型,表明較小的顆粒直徑和較快的空氣流速有利于高爐渣顆粒縮短凝固時間。Gao等[8]采用焓法,建立了描述高爐渣顆粒結晶行為的二維對稱模型,揭示了局部冷卻速率和晶相含量分布的演變過程。米沙等[9]對空氣繞流高溫冶金熔渣顆粒進行了非穩態三維數值模擬,研究了熔渣顆粒與空氣的換熱性能以及熔渣所受的空氣阻力特性。
基于前人的研究,本文采用凝固熔化模型(Solidification/Melting Model)、流體體積函數模型(VOF模型)和離散坐標輻射模型(DO模型)對高爐渣顆粒的凝固換熱進行三維瞬態模擬,以分析顆粒的凝固行為,從而為提高渣粒品質、余熱高效回收以及后續的工業應用提供理論指導。
1 數值模擬
1.1 物理模型及模擬方法
將高爐渣與空氣的換熱環境設計成一個正方體物理模型(如圖1所示),其邊長為10 mm;將高爐渣顆粒視為球體,位于正方體中心,顆粒直徑為2 mm,空氣由左側進入、右側流出。左側入口為速度入口,空氣入口速度為15 m·s-1,右側出口為壓力出口,其他表面均為wall。

圖1 高爐渣顆粒換熱環境物理模型
采用凝固熔化模型和離散坐標輻射模型求解空氣和顆粒的換熱問題。采用流體體積函數模型解決顆粒內部固液兩相界面的移動問題。對顆粒凝固行為進行三維瞬態模擬,空氣入口溫度為300 K,高爐渣的固相線溫度為1 651 K,液相線溫度為1 671 K[10]。
1.2 控制方程
凝固熔化模型能量方程為:
(1)
式中,t為時間,s;ρ為密度,kg·m-3;H為物質的焓,J;u為流體速度,m·s-1;k為導熱系數,W·m-1·K-1;T為溫度,K;S為源項。
DO模型輻射能的計算式為:
E=εσ0A(T14-T24)。
(2)
式中,E為輻射能,J;ε為黑度;σ0為黑體輻射常數(σ0=5.67×10-8W·m-2·K-4);A為表面積,m2;T1為高溫表面溫度,K;T2為低溫表面溫度,K。
VOF方程為:
(3)
式中,αq為液相體積分數。
1.3 物性參數
固相區高爐渣比熱cps為1.15 kJ·kg-1·K-1,液相區高爐渣比熱cpl為1.30 kJ·kg-1·K-1,模糊區高爐渣比熱cpls按其液相百分含量計算,如式(4)所示:
cpls=cplβ+cps(1-β)。
(4)
式中,β為液相百分含量。
高爐渣導熱系數隨溫度變化,可變導熱系數為[3]:
ks=
(5)
假設空氣物性參數不隨溫度變化。空氣的物性參數見表1。
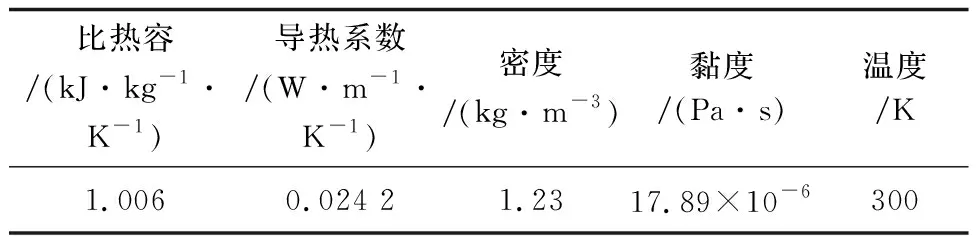
表1 空氣物性參數
2 模擬結果與分析
2.1 凝固過程
高爐渣顆粒在凝固過程中,溫度僅在氣流方向(X軸方向)上變化,簡化為X軸向一維傳熱。以顆粒球體中心最大縱剖面為例,凝固過程中不同時刻的固液相分布如圖2所示,其中外部為固相區、內部為液相區、中間為模糊區。0.2 s時顆粒迎風面已經凝固成一定厚度的固相,此時背風面兩側上半圓弧和下半圓弧區域均未凝固成固相;0.3 s時顆粒表面已形成了完整的固相硬殼,但硬殼厚度并不均勻,其迎風面固相厚度比背風面大。在豎直方向(Y軸方向)上,固相厚度向上和向下均逐漸減少。隨著時間的延長,整個顆粒由外向內固相逐漸增多、液相逐漸減少,1.08 s時全部為固相,達到全部凝固。
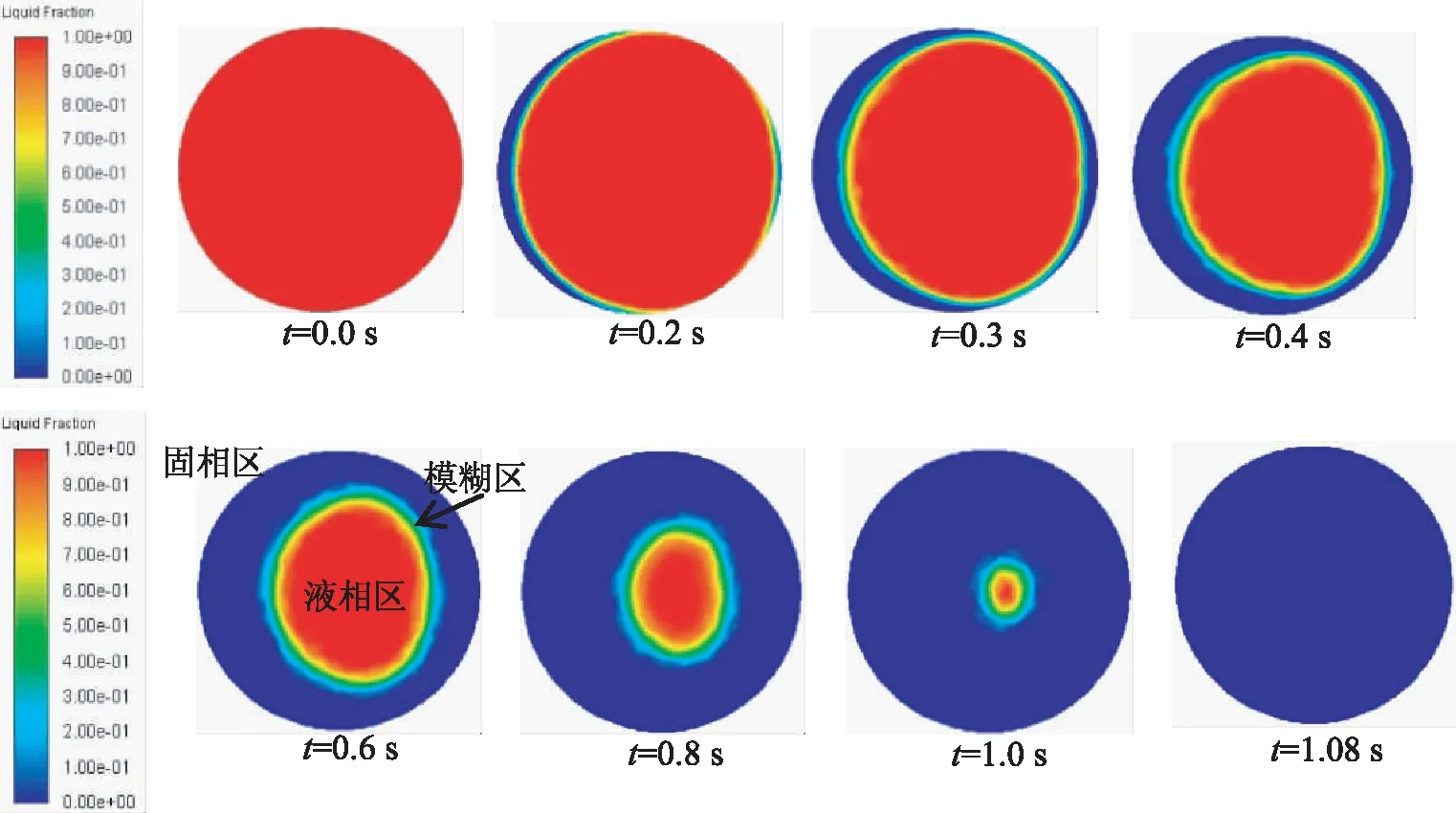
圖2 不同時刻高爐渣顆粒縱剖面固液相分布
2.2 相界面移動速度
隨著時間的延長,固相區-模糊區界面及模糊區-液相區界面均向顆粒內部移動,其移動速度如圖3所示。
隨著時間的延長,固相區-模糊區界面及模糊區-液相區界面的移動速度均先增加后降低,在0.8 s時達到最大。這是由于液相導熱系數(0.1~0.3 W·m-1·K-1)小于固相導熱系數(1~3 W·m-1·K-1),隨著液相的減少、固相的增多,顆粒內導熱系數增大,傳熱量增加,因此0.8 s之前固相區-模糊區界面及模糊區-液相區界面的移動速度均增加。另外,隨著固相的增多,導熱熱阻變大,固相厚度在0.8 s時已經達到0.73 mm,產生了較大的導熱熱阻,使內部熱量不容易向外傳遞,因此0.8 s之后模糊區-液相區界面及固相區-模糊區界面的移動速度均有所降低。這說明0.8 s之前導熱系數的影響占主導地位,0.8 s之后導熱熱阻的影響占主導地位。0.6 s之前模糊區-液相區界面移動速度大于固相區-模糊區界面移動速度,說明0.6 s前液相冷卻速度快;0.6 s之后,由于導熱熱阻的增大及相變潛熱的釋放,液相冷卻速度相對變慢,因此模糊區-液相區界面移動速度小于固相區-模糊區界面移動速度。
2.3 顆粒表面及內部溫度分布
顆粒表面溫度監測點的分布如圖4(a)所示,各監測點溫度隨時間的變化如圖4(b)所示。由圖4可知,顆粒迎風面A點溫度最低,沿AD弧線溫度逐漸升高,D點溫度最高。A點溫度最低,與氣體熱交換最強,凝固快,固相厚度大;而D點凝固慢,固相厚度小。固相厚度沿AD弧線向上逐漸變小。在背風面DG弧線上,E點溫度最高,G點溫度最低,D點與F點兩點溫度相差不大。E點與氣體熱交換最差,最晚形成固相。在顆粒整個凝固過程中,每個點的溫度均隨時間的延長而降低。由溫度-時間曲線的斜率可知,迎風面各點的斜率大于背風面各點的斜率,說明迎風面溫度降低幅度明顯大于背風面,即迎風面凝固速度快,因此迎風面固相厚度大于背風面。
顆粒從表面至內部徑向溫度的分布如圖5所示,其中,r1為顆粒內部點到中心的距離,r為顆粒的半徑,r1/r=0為顆粒中心,r1/r=1為顆粒外表面。
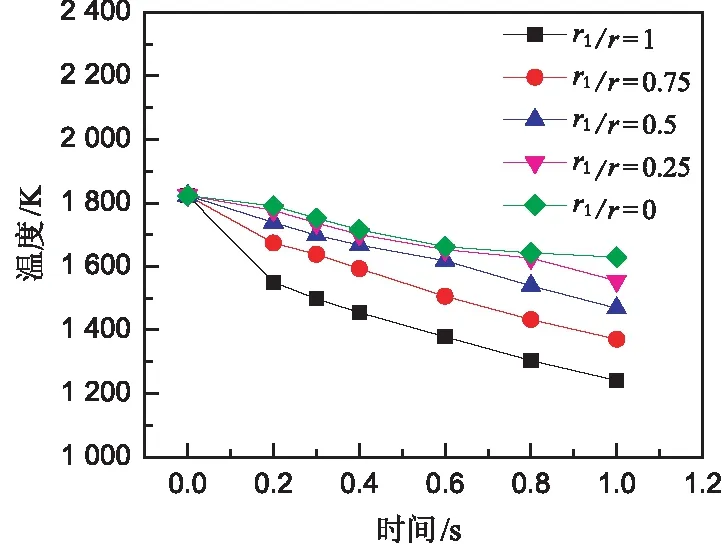
圖5 顆粒徑向溫度分布
同一時刻顆粒表面溫度最低、中心溫度最高,由外向內溫度逐漸升高。顆粒內部徑向各位置的溫度隨時間的延長逐漸降低。r1/r≥0.75,即靠近表面的位置,0.2 s之前溫度降低劇烈,這是由于開始時空氣與顆粒表面溫差較大,換熱劇烈,溫度降低幅度大。0.2 s之后,溫度-時間曲線斜率減小,溫度降低幅度變小,這是由于隨著時間的延長,空氣與顆粒表面的溫差逐漸減小,換熱相對變弱。r1/r≤0.5,即靠近中心的位置,溫度逐漸降低,且越接近顆粒中心溫度降低越緩慢。這主要有兩方面原因:一是顆粒凝固由外向內不斷推進,凝固過程中釋放的相變潛熱導致顆粒內部溫度降低變緩;二是固相區逐漸增厚,冷卻介質空氣與液態熔渣之間的熱阻增大,使內部溫度不能及時向外釋放,因此,顆粒內部溫度降低平緩。顆粒內部溫度一直明顯高于表面溫度,且隨著時間的延長,顆粒表面與顆粒中心的溫差越來越大。無論是表面溫度還是內部溫度均未出現溫度回升現象,這說明熔渣冷卻并未出現液態金屬冷卻時所表現的再輝現象。
2.4 顆粒周圍空氣速度分布
顆粒周圍空氣速度分布(如圖6所示)存在明顯差異,導致顆粒與周圍空氣傳熱的不均勻性。空氣速度低或邊界層較厚的區域,表面傳熱系數低,顆粒表面凝固慢。顆粒迎風面的空氣速度高于背風面,因此顆粒迎風面傳熱條件好,凝固快,固相厚度高于背風面。顆粒迎風面中心點的邊界層薄,傳熱效果好,所以顆粒迎風面中心固相最厚;在顆粒豎直方向空氣向上和向下流動,雖然其流速增加,但界面層逐漸變厚,使得傳熱系數降低,所以在豎直方向上向上和向下兩側凝固變慢,固相厚度逐漸變小。在顆粒豎直方向上下兩個頂部會出現流動脫體現象,隨后在背風面氣流速度降低,壓力升高,空氣出現不穩定的回流,顆粒的背風面在回流區的擾動作用下進行冷卻。背風面中心位置空氣回流速度大,在豎直方向向上和向下兩側回流速度減小,換熱效果差,因此顆粒背風面兩側位置冷卻最慢,形成固相最晚,且固相最薄。
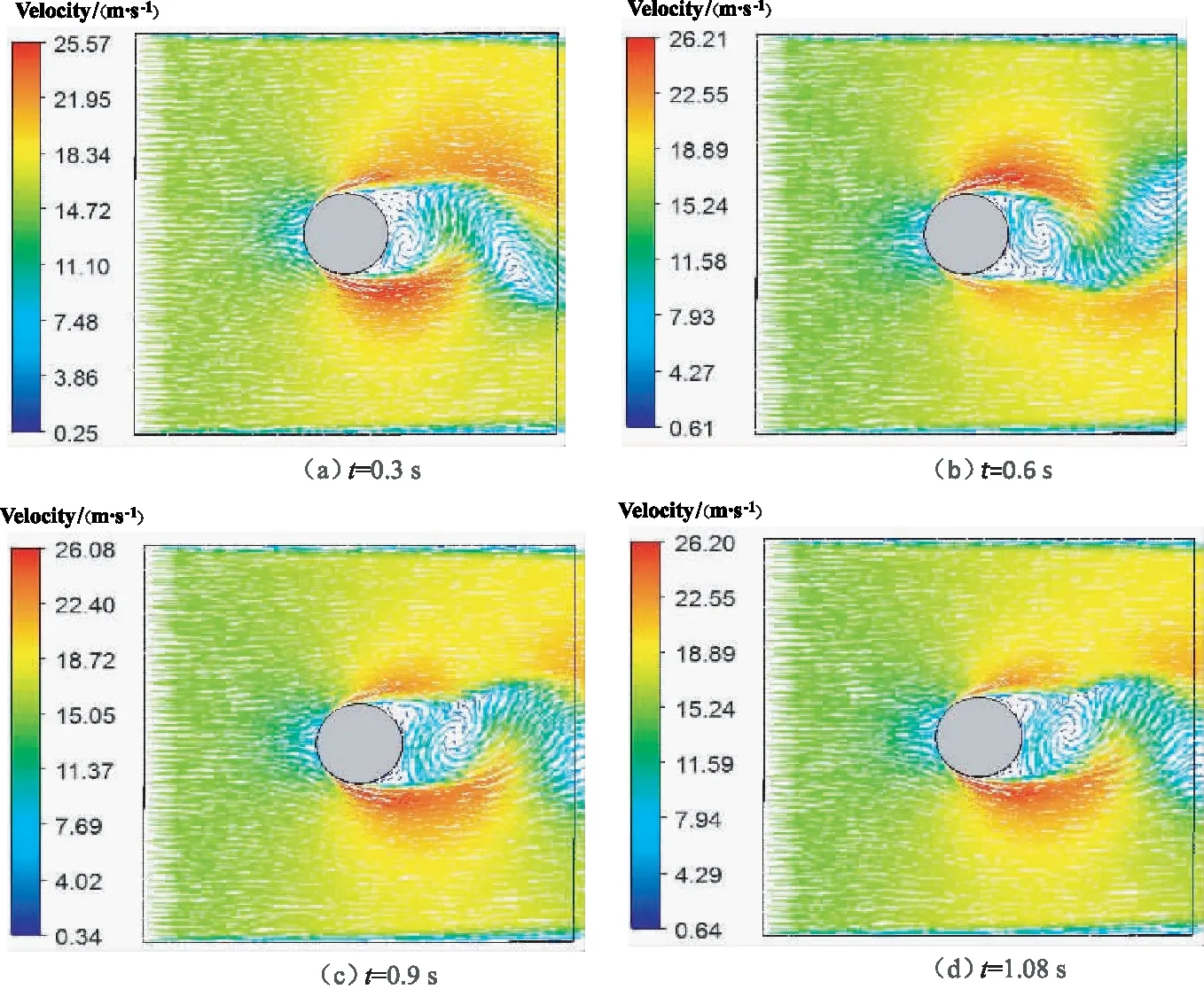
圖6 顆粒周圍空氣速度分布
3 結論
(1)在高爐渣顆粒凝固過程中,固相厚度分布不均勻,迎風面固相厚度大于背風面,豎直方向上中心固相厚度最大,沿上下兩側固相厚度逐漸減小。
(2)凝固過程中,顆粒相界面移動速度先增加后降低,這是由于顆粒在凝固前期導熱系數的影響占主導地位,在凝固后期導熱熱阻的影響占主導地位。
(3)在顆粒背風面空氣出現不穩定的回流,背風面在回流區的擾動作用下進行冷卻。
(4)顆粒表面溫度明顯低于內部,且表面溫度降低幅度高于內部。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
當代陜西(2020年13期)2020-08-24 08:22:02
數學物理學報(2020年2期)2020-06-02 11:29:24
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03