免復烘焙E308-16不銹鋼焊條的研制
2022-12-02 04:02:28韋性竹
電焊機 2022年11期
李 昊,李 蓮,何 秀,韋性竹
1.四川西冶新材料股份有限公司,四川 成都 611700
2.四川輕化工大學,四川 自貢 643000
0 前言
E308-16型不銹鋼焊條是目前應用最普遍、用量最大的焊條之一,藥皮的主要成分為金紅石與硅酸鹽,其工藝性能優良,焊接電弧穩定,脫渣容易,具有藥皮含水量較低的特點,對焊條在運輸、儲存中防潮性的要求較高,通常使用前須對焊條進行300℃左右的復烘焙,否則焊接時容易造成電弧不穩、飛濺增大,易產生氣孔、裂紋等缺陷,尤其是在南方地區空氣濕度大的條件下,復烘焙以后放置時間稍長就會增加氣孔敏感性,給部分不具備復烘焙條件或者不愿意復烘焙的用戶帶來了較多的不便。
氣孔的形成則是由于熔池金屬中的氣體在金屬凝固結晶前未來得及逸出以致在焊縫金屬中(內部或表面)形成了孔洞。不銹鋼焊條焊接時最常出現的是氫氣孔,這類氣孔的出現與藥皮含水量有較大關系,解決措施是控制氫的來源和盡可能地將熔池中的氫排出[1]。氫在奧氏體不銹鋼中會以剩余氫而不是擴散氫的形式存在[2],焊條藥皮中的水分、焊縫結晶模式、熔滴過渡形式、夾雜物等對奧氏體不銹鋼中的氣孔存在都有一定的影響[3],焊縫滲硅和熔渣表面張力大也是不銹鋼焊條產生氣孔的原因[4],通過將鈦鈣型渣系藥皮變為高鈦酸型渣系可以改善焊條氣孔敏感性[5],酸性不銹鋼焊條通過合理的金紅石、硅酸鹽配比可以改善其焊接工藝性能,降低氣孔敏感性[6]。
本研究開發了E308-16為代表的免復烘焙酸性不銹鋼焊條,同時圍繞藥皮組分對電弧穩定性、脫渣性、再引弧性、飛濺大小、焊條藥皮抗發紅性、立焊工藝性等方面的影響進行了研究和討論。
1 試驗材料及方法
1.1 試驗材料

表1 藥皮主要成分(質量分數,%)Table 1 Main components of drug skin(wt.%)
焊接試板為與焊材匹配的304不銹鋼試板,厚度20 mm,長、寬及坡口尺寸根據不同的對比試驗選擇不同尺寸。
1.2 試驗方法
兩組焊條采用平角焊縫進行氣孔敏感性對比試驗;根據GB/T 25776-2010《焊接材料焊接焊接工藝性能評定方法》[7]對比測試交流電弧穩定性、脫渣性、再引弧性能、飛濺率、全位置焊接性等,對比焊條藥皮抗發紅、開裂及立角焊工藝性能;按照GB/T 983—2012《不銹鋼焊條》[8]要求對比檢測理化性能。
2 焊條試驗結果及分析
2.1 焊條氣孔敏感性對比試驗
不銹鋼焊條產品在生產后通常采用塑料盒封存包裝,儲存、運輸時間較長,期間會有少量吸潮。為了加速對比試驗效果,試制的E308-16焊條在潮濕空氣中加速吸潮后進行氣孔敏感性試驗,兩組焊條均不進行復烘焙。兩組配方對比試驗分別在實驗室少量制備和車間批量生產條件下進行對比。
(1)實驗室少量制備。
實驗室制備的兩組焊條放置于水池旁進行加速吸潮,連續吸潮4天,每天各抽取3根焊條進行氣孔敏感性對比試驗,焊縫氣孔對比情況如圖1所示(5#為配方編號2焊條)。統計實驗室制備焊條氣孔敏感性情況,如表2所示。
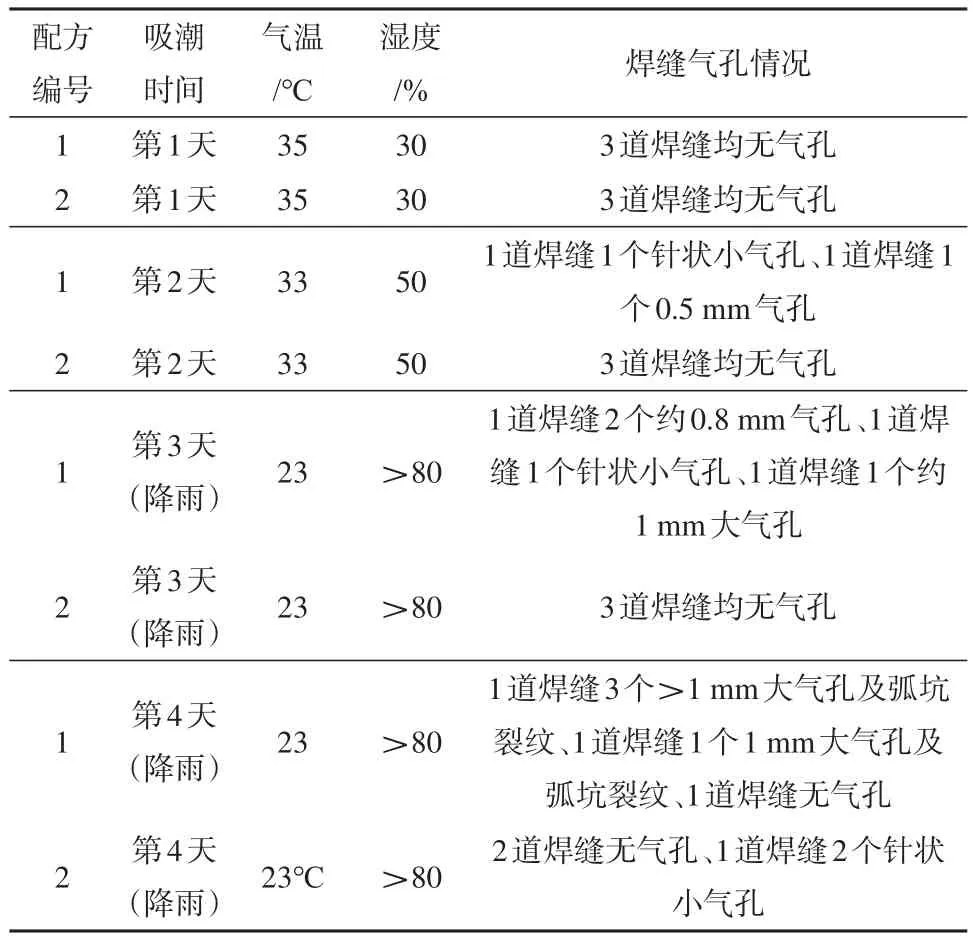
表2 實驗室制備焊條氣孔敏感性試驗Table 2 Porosity sensitivity test of electrodes prepared in laboratory

圖1 實驗室制備焊條的焊縫對比Fig.1 Comparison of welds of electrodes prepared in the laboratory
可以看出,采用配方1焊條在第2天得到的焊縫就出現小氣孔,在第3天、第4天濕度較大的情況下出現了較大的氣孔,甚至部分焊縫出現弧坑裂紋;配方2焊條在連續吸潮4天,且經歷2天濕度較大的吸潮環境情況下僅在一道焊縫中出現少量針狀小氣孔。配方1焊條出現的弧坑裂紋與焊縫中過多的氫含量密切相關,氫可以使304L和Cr21Ni6Mn 9不銹鋼出現延性損失[9];奧氏體不銹鋼焊縫金屬中發生氫脆,主要是應變誘導馬氏體相變引起的脆性。在不復烘焙的情況下,配方2焊條較配方1焊條不僅改善了抗氣孔敏感性,裂紋敏感性也有所提高。
(2)車間批量生產。
車間批量生產的兩組焊條放置于水池旁進行加速吸潮試驗,連續吸潮5天、6天,分別各抽取4根焊條進行氣孔敏感性對比試驗,焊縫氣孔對比情況如圖2所示。統計生產車間批量生產的焊條氣孔敏感性情況見表3。由圖2、表1可以看出,在空氣濕度較大的環境中,在同樣吸潮條件下,車間批量生產的配方1焊條的焊縫氣孔較多,配方2焊條的焊縫幾乎不出現氣孔。
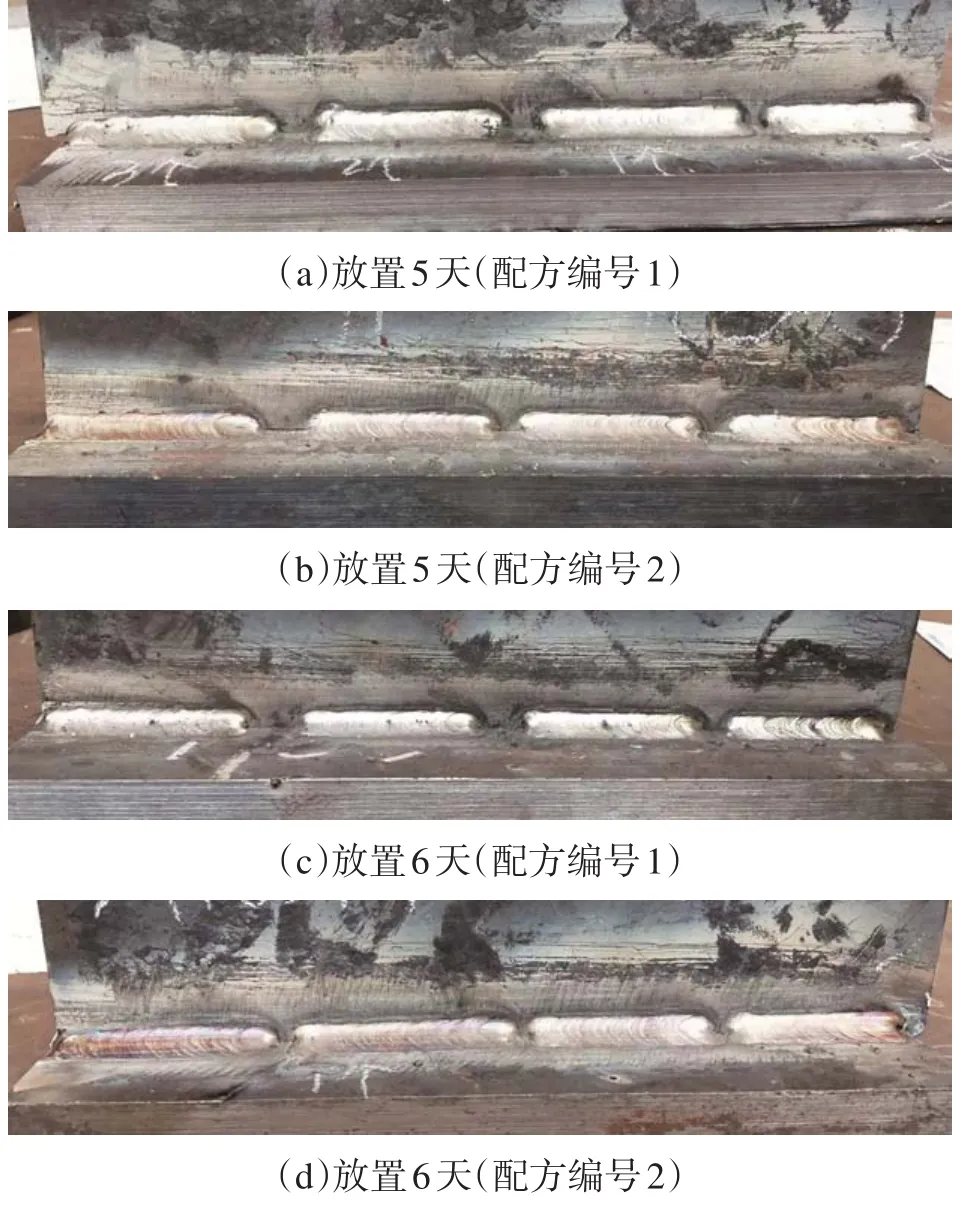
圖2 車間批量生產焊條的焊縫對比Fig.2 Comparison of welding seams of batch production welding rods in the workshop
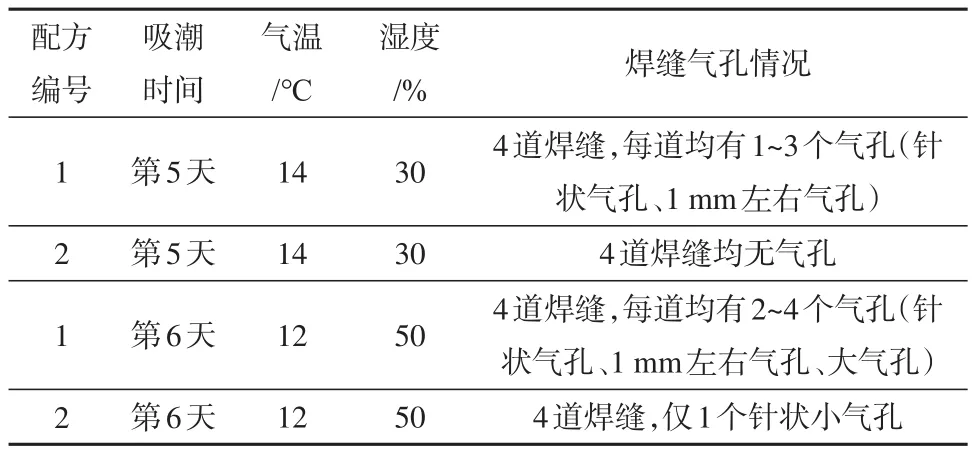
表3 車間批量制備焊條氣孔敏感性試驗結果Table 3 Test results of porosity sensitivity of electrodes prepared in batch in workshop
綜上可知,配方2在配方1的基礎上增加了螢石、大理石和穩弧劑含量,并且為了減少藥皮中的水分對金紅石和長石進行了脫水處理,這些措施都使得配方2的氣孔敏感性顯著改善。配方2增加了藥皮中氟化物的含量,并與SiO2、TiO2等配合使用,反應生成的SiF4和TiF4氣體能排除電弧區的氫氣,以減少產生氣孔的機會,氟化物還能降低因N含量較高而形成的氣孔。但氟化物會使電弧穩定性下降,因而加入量不能過多。除成分設計外,配方2的其他控水措施還包括:盡可能采用不含或少含結晶水和化合水的原材料,同時對部分原材料采用高溫煅燒去除結晶水;延長烘焙時間和提高烘焙溫度;采用吸潮性低的原輔材料,合理搭配粉料顆粒度,使焊條表面更加光滑,減少焊條表面的孔洞。
配方1焊條在經過300℃保溫、1~2 h復烘焙后其氣孔敏感性與配方2焊條相當。
2.2 焊接工藝性對比
為了驗證焊條工藝性能,按照GB/T 25776-2101《焊接材料焊接焊接工藝性能評定方法》對兩種焊條的交流電弧穩定性、脫渣性、再引弧性能、飛濺率、藥皮發紅及開裂情況進行了對比測試。工藝性試驗前,配方1焊條經過300℃保溫、1~2 h復烘焙,配方2焊條不進行復烘焙。
2.2.1 交流電弧穩定性對比
試驗參數:試板尺寸300 mm×150 mm×20 mm,AC≈110 A。分別在試板上焊接3根焊條,觀察焊接過程中滅弧及喘息次數,焊道成形如圖3所示。通過對比觀察,配方1和配方2焊條燃燒穩定,均不存在滅弧、喘息,焊縫成形美觀、熔渣覆蓋均勻。

圖3 焊道成形Fig.3 Bead forming
2.2.2 脫渣性對比
試驗參數:試板尺寸400 mm×100 mm×16 mm,坡口角度70°,約2 mm鈍邊,不留根部間隙。直流反接DC≈120A,單道焊,焊道長度和熔化焊條長度比值約為1∶1.3,焊條的剩余長度約為50 mm。
兩塊試板采用對接坡口內焊接,焊前點焊固定試板,每種焊條測試兩次,脫渣率對比如圖4所示。
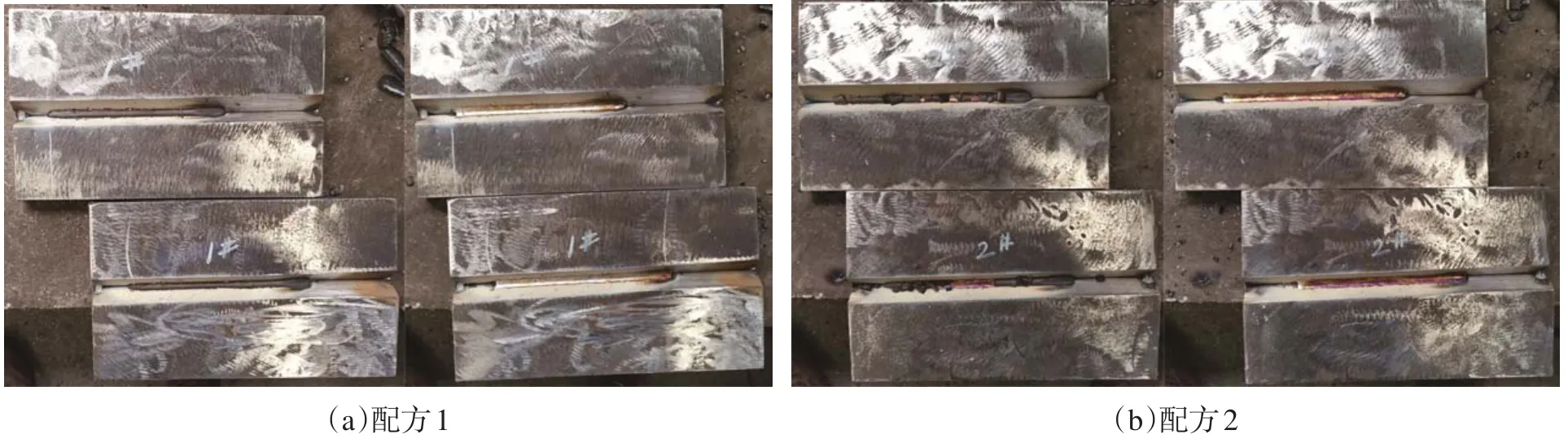
圖4 脫渣率對比Fig.4 Comparison of deslagging rate
兩種配方焊條經過輕輕敲擊熔渣全部脫落,脫渣率均達到了優良的100%,仔細觀察脫渣前狀態,發現配方2脫渣性優于配方1,配方1焊渣部分自動裂開,配方2焊渣很大部分已經自動裂開脫落,這種脫渣良好的狀態,在深坡口焊接時尤為重要。
2.2.3 再引弧性能對比
焊接參數:直流反接DC≈110A。
施焊前清除干凈再引弧試板上的氧化皮和銹蝕,確保試板平整光潔,與導線接觸良好,焊條在施焊試板上焊接15 s停弧,停弧至測定的時間間隔后,在再引弧試板上進行再引弧,不做敲擊、不破壞套筒,記錄引弧情況。每組時間間隔測試3根焊條,分別測試30 s、60 s、90 s、120 s四種時間間隔,對比測試結果如表4所示。

表4 再引弧性能對比Table 4 Comparison of arc re striking performance
從再引弧對比情況可以看出,兩種配方焊條再引弧性能相當,均處于良好水平。
2.2.4 飛濺率對比
焊條飛濺的大小不僅影響施焊、清理效率,還會影響焊縫外觀質量。按照標準的測試方法,每組測試取3根焊條,分別在3塊試板上施焊,焊前稱量焊條質量,焊后稱量焊條頭和飛濺物的質量,精確至0.01g。兩種配方焊條飛濺率對比如表5所示。
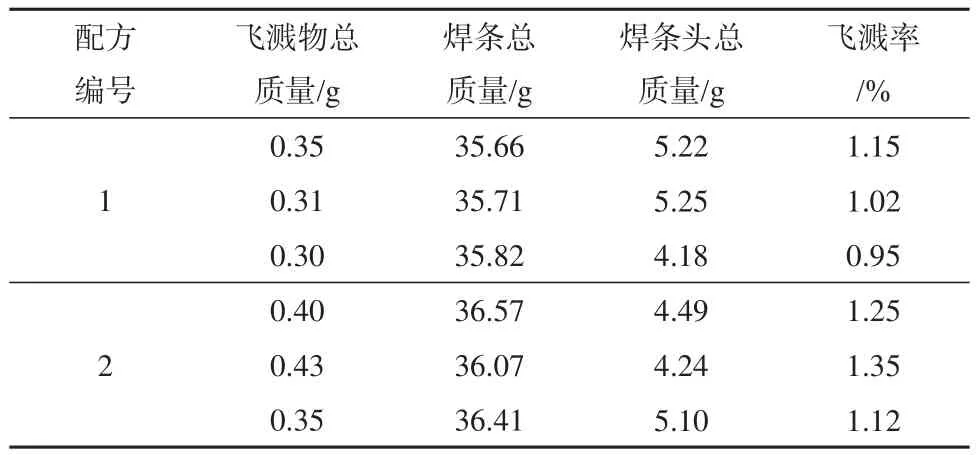
表5 飛濺率對比Table 5 Comparison of splash rate
由表5可知,兩種配方焊條飛濺率相當,都處在小于1.5%的較低水平,在直流焊接時焊縫中幾乎不會出現大顆粒飛濺。
2.2.5 焊條藥皮發紅及開裂比較
焊接參數:直流反接DC≈120A。
焊條易發紅開裂的根本原因是焊芯電阻大、升溫高、熱膨脹大,但藥皮的熱膨脹較小,藥皮強度不能滿足藥皮具有必要彈性的要求,導致焊條尾部無法施焊。對比兩種配方焊條抗大電流情況,各取3根焊條進行對比焊接,剩余焊條尾部如圖5所示。

圖5 抗大電流焊條對比Fig.5 Comparison of high current resistance electrode
可以看出,兩種焊條后半段雖有輕微藥皮發紅,但沒有出現焊條尾部藥皮發紅導致無法焊接甚至藥皮脫落的情況,剩余焊條也保持了較好的藥皮套筒。
2.2.6 立角焊工藝對比
焊接參數:DC=95 A,DC=105 A。兩種焊條的立焊焊縫成形對比如圖6所示。由圖6可知,兩種焊條焊接工藝性能相當,立焊操作性好。熱板焊接時配方2焊條的熔渣不容易下淌、吹力稍大,大電流焊接浸潤性更好,大電流立焊更有優勢,其他工藝表現相當。
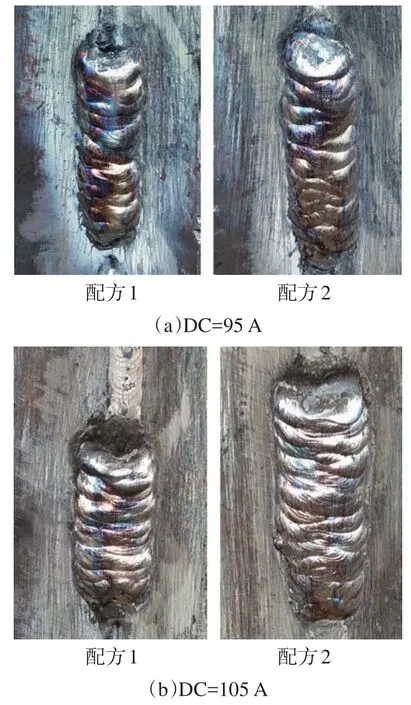
圖6 立焊焊縫成形Fig.6 Comparison of vertical weld formation
熔滴過渡形式是不銹鋼焊條工藝性的基礎性、決定性因素,對焊接過程中的電弧穩定性、熔化效率和焊接飛濺等有較大影響[10]。配方2為降低氣孔敏感性增加了氟化物含量,而氟化物含量的增加會導致電弧穩定性下降,為此加入含有易電離元素的穩弧劑,形成敞開式電弧來提高電弧穩定性。通過適當增加焊條藥皮中的碳酸鹽可以適當增加電弧吹力,改善全位置焊接工藝性。通過在藥皮中加入使熔滴增氧的造渣成分,可降低熔滴的表面張力,細化熔滴,同時穩弧劑的加入也將起到改變電弧形態細化熔滴的作用。這些措施都有利于使焊條形成渣壁過渡的熔滴過渡形態。
2.3 理化性能對比
按照GB/T 983—2012《不銹鋼焊條》要求進行理化性能檢測。試驗參數:DC≈110 A,道間溫度140℃。熔敷金屬化學成分和力學性能分別如表6、表7所示。

表6 熔敷金屬化學成分(質量分數,%)Table 6 Chemical composition of deposited metal(wt.%)

表7 熔敷金屬力學性能Table 7 Mechanical properties of deposited metal
從理化性能指標來看,兩種配方焊條理化性能相當,強度適中,伸長率較好,化學成分接近,力學性能優良,完全滿足標準和設計要求。
3 結論
(1)提高E308-16不銹鋼焊條藥皮中氟化物的含量、適當提高碳酸鹽的含量,有利于減少焊接中氣孔的產生。
(2)在焊條配方中加入含水量低的原輔材料,有利于提高焊條抗氣孔敏感性。
(3)焊條配方中加入穩弧劑,在焊接氣孔敏感性改善的同時可兼顧焊接工藝性,在不惡化焊接工藝性的情況下實現焊條免復烘焙。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16