光學(xué)自由曲面的加工參數(shù)對光散射的影響
2022-12-22 07:13:58李迎春李吉祥孫江波王增路張壯壯
長春工業(yè)大學(xué)學(xué)報 2022年6期
李迎春, 李 欣*, 李吉祥, 孫江波,王增路, 張壯壯, 劉 非
(1.長春工業(yè)大學(xué) 機(jī)電工程學(xué)院, 吉林 長春 130012;2.吉林交通職業(yè)技術(shù)學(xué)院 機(jī)械工程學(xué)院, 吉林 長春 130012)
0 引 言
光學(xué)自由曲面是指沒有任何回轉(zhuǎn)對稱性的光學(xué)曲面,該光學(xué)曲面作為一個典型特征表面,不僅簡化了系統(tǒng)結(jié)構(gòu),降低了系統(tǒng)的重量,增加了設(shè)計自由度,還極大地改善了光學(xué)系統(tǒng)的光學(xué)性能[1]。如果要求零件可以滿足光學(xué)特性的條件,則必須依賴高水平精度的加工來保證。橢圓振動切削最初是由日本學(xué)者提出的[2-3],它改善了刀具與加工表面的摩擦狀態(tài),使得表面質(zhì)量進(jìn)一步提高,同時有效降低切削力和減小切削熱及刀具的磨損,被廣泛認(rèn)為是實現(xiàn)光學(xué)自由曲面精密加工的有效方法之一[4]。在光學(xué)自由曲面的精密加工(無論是橢圓振動切削或者其他類型切削)過程中,由于刀具形狀誤差和機(jī)床的固有頻率振動等因素存在,不可避免地會導(dǎo)致工件表面產(chǎn)生一系列不規(guī)則的形貌特征,對最終產(chǎn)品的光學(xué)性能產(chǎn)生嚴(yán)重的影響。光學(xué)元件的表面特征可以認(rèn)為是由低頻、中頻及高頻分量疊加而成[5-6]。每一類幾何形貌特征的形成都是多種因素綜合作用的結(jié)果,如圖 1所示。

圖1 表面形貌特征及其影響因素
光學(xué)零件表面的幾何形貌與其光的散射性能存在著重要的聯(lián)系。當(dāng)光照射在光學(xué)器件的表面,尤其是在粗糙的表面上,會產(chǎn)生散射現(xiàn)象,在這種情況下,由于高頻的誤差,例如表面的粗糙度會造成較大的角散射,而中頻的誤差則會造成較小的角散射[7],進(jìn)而對光學(xué)系統(tǒng)性能造成一定的影響。關(guān)于表面散射的研究已經(jīng)很多,其中瑞利-萊斯理論應(yīng)用于超平滑的表面,也就是表面的高度波動比入射波波長的1/100小[8]。貝克曼-基爾霍夫的散射理論[9]也可以應(yīng)用于粗糙表面,但由于存在近軸的假定,在入射的角度過大,會產(chǎn)生與實驗不符的現(xiàn)象[10],而Harvey-Shack散射理論則是一種可以應(yīng)用于任意角度、不同粗糙表面的散射理論[11]。利用Harvey-Shack散射原理,從頻帶誤差的角度評估光學(xué)表面的光學(xué)特性,以確定其是否滿足光學(xué)性能指標(biāo)。近幾年,我國國防科技大學(xué)對精密光學(xué)元件的加工、檢測與評價進(jìn)行了較深入的研究[12-14]。根據(jù)哈維-沙克散射原理和統(tǒng)計光學(xué)原理,對不同頻率分量誤差與光學(xué)特性的內(nèi)在聯(lián)系進(jìn)行了初步探討。吳冬良[15-16]教授提出一種簡單的加工誤差與環(huán)圍能量比、散射損失比的關(guān)系式,但由于是全局評價的參量,其相關(guān)長度難以全面反映各頻域的分布,因而不能反映出某一頻段的局部誤差對環(huán)圍能量比及散射損失比的影響。
文中根據(jù)高斯濾波原理對經(jīng)由刀具路徑仿真獲得的光學(xué)自由曲面加工表面形貌模型在頻率空間上進(jìn)行劃分,獲得只含有粗糙度加工表面。對仿真獲得的加工表面做均方根偏差分析和點擴(kuò)散函數(shù)分析,便得到橢圓振動切削加工過程中加工參數(shù)(如進(jìn)給量和刀尖圓弧半徑)對于光學(xué)元件的光學(xué)性能的影響規(guī)律。研究成果可以為橢圓振動切削的加工誤差分析提供一種新的思路,促進(jìn)光學(xué)自由曲面的高精密、高可靠性的橢圓振動切削加工技術(shù)的發(fā)展,對實現(xiàn)可預(yù)測光學(xué)性能的光學(xué)元件的橢圓振動切削加工具有一定的指導(dǎo)意義。
1 理論方法
光散射是指光線通過不均勻的介質(zhì)而偏離其原來的傳播方向,并重新產(chǎn)生空間分布的現(xiàn)象。對于光學(xué)成像系統(tǒng),當(dāng)光線經(jīng)過帶有粗糙度的光學(xué)元件表面時,將會發(fā)生光散射,使得圖像對比度和分辨率降低,成像質(zhì)量下降。Harvey-Shack散射理論是以傅里葉變換為基礎(chǔ)的散射理論,Harvey和Shack對表面散射現(xiàn)象提出了線性系統(tǒng)理論[17],將表面散射看作是標(biāo)量衍射過程,從而得出與表面形貌散射特性有關(guān)的“表面?zhèn)鬟f函數(shù)”,將表面形貌與散射特性關(guān)聯(lián)。Harvey-Shack散射理論是一種適用于任何角度入射光和各種粗糙度面的散射理論[18]。文中使用表面?zhèn)鬟f函數(shù)對應(yīng)的點擴(kuò)散函數(shù)作為目標(biāo)函數(shù)來分析加工參數(shù)對加工表面光散射的影響。
在分析粗糙的光學(xué)加工表面時,一般將粗糙的表面看成是一種隨機(jī)的過程,由于其隨機(jī)性,可以借助統(tǒng)計規(guī)律描述粗糙表面。表面輪廓及相關(guān)統(tǒng)計如圖2所示。
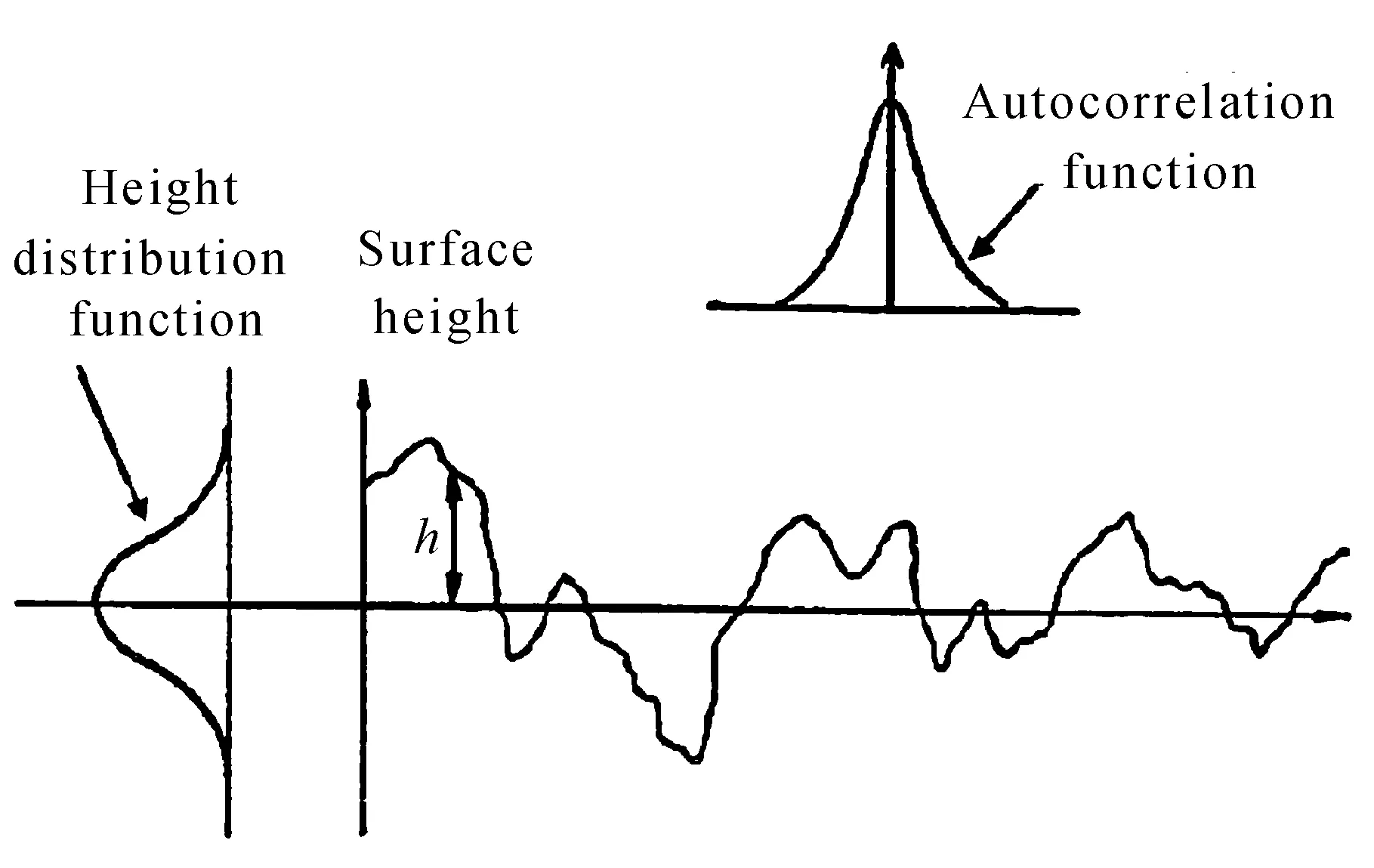
圖2 表面輪廓及相關(guān)統(tǒng)計
自相關(guān)函數(shù)表示的是粗糙表面輪廓上一個給定位置的輪廓高度與其相鄰的另一位置的輪廓高度值之間的關(guān)聯(lián)程度,自相關(guān)函數(shù)為
C(Δx,Δy)=E[z(x,y)z(x+Δx,y+Δy)],
(1)
式中:Δx,Δy----粗糙表面兩點坐標(biāo)在x軸、y軸方向上的差值。
對自相關(guān)函數(shù)進(jìn)行歸一化處理,得到相關(guān)系數(shù)為

(2)
式中:δ2----表面高度起伏均方差;
δ----粗糙度表面均方根。
當(dāng)Δx=0,Δy=0時,C(0,0)=δ2。相關(guān)系數(shù)在Δx=0,Δy=0具有最大值1,隨著Δx,Δy的增大,ρ(Δx,Δy)逐漸減小。當(dāng)相關(guān)系數(shù)降至1/e時,Δx,Δy為表面相關(guān)長度,記作lx,ly。
在實際的粗糙表面輪廓計算中,為了計算方便,常將連續(xù)的表面形貌離散化,則離散二維粗糙度表面的自相關(guān)函數(shù)為

(3)
式中:M,N----分別為x,y方向的采樣點數(shù),通常取M=N,采樣間隔也取相同值。
根據(jù)維納-辛欽定理,在此基礎(chǔ)上提出一種基于Fourier變換的功率譜密度方法。功率譜密度是對粗糙表面進(jìn)行全面描述的一種函數(shù)。粗糙表面形態(tài)可以看作是不同頻率下的正弦或余弦波之和,則功率譜密度是在Fourier空間中粗糙度狀態(tài)的整體頻率成分構(gòu)成。
功率譜密度函數(shù)與自相關(guān)函數(shù)是一對傅里葉變換對。文中將非歸一化的自相關(guān)函數(shù)C(Δx,Δy)做Fourier變換,獲得表面輪廓的功率譜密度函數(shù)。
若粗糙表面隨機(jī),且高度服從高斯分布,入射光線垂直于光學(xué)表面時,散射表面?zhèn)鬟f函數(shù)為
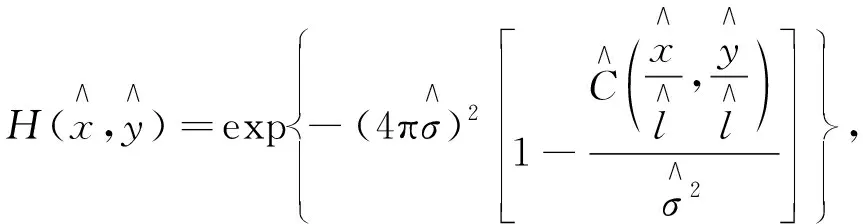
(4)

式中:l----自相關(guān)函數(shù)的相關(guān)長度;
λ----入射光波長;

作傅里葉逆變換,即可得到點擴(kuò)散函數(shù),其公式為

(5)
式中:PSF----點擴(kuò)散函數(shù)。
2 仿真分析
以復(fù)曲面作為目標(biāo)光學(xué)自由曲面,應(yīng)用Matlab軟件對其進(jìn)行橢圓振動切削加工表面形貌仿真分析和加工表面的光散射分析。復(fù)曲面的數(shù)學(xué)表達(dá)式為
z=Rb-

(6)
其中
Rb=d1+d2,Rc=d1,
式中:d1----圓環(huán)回轉(zhuǎn)半徑;
d2----圓環(huán)半徑。
采用麻省理工學(xué)院Ludwick加工眼科透鏡時使用的數(shù)據(jù),Rb=265 mm,Rc=132.5 mm。
三維復(fù)曲面在加工坐標(biāo)系中的示意圖如圖 3所示。
橢圓振動車削仿真加工參數(shù)見表 1。

表1 橢圓振動車削仿真加工參數(shù)
以復(fù)曲面為例,對復(fù)曲面進(jìn)行橢圓振動車削刀具軌跡規(guī)劃,刀位點路徑與復(fù)曲面三維對比結(jié)果如圖 4所示。

圖4 刀位點路徑與復(fù)曲面三維對比
當(dāng)進(jìn)給量為0.1 mm/r,刀尖圓弧半徑為0.1 mm時,讓刀具的走刀軌跡對加工表面進(jìn)行刻劃復(fù)映,基于快速刀具伺服金剛石切削過程中的表面形貌模型算法[19],通過計算可以得到三維橢圓振動切削光學(xué)自由曲面的殘高形貌模型,如圖 5所示。

圖5 復(fù)曲面殘高形貌立體圖
在三維橢圓振動車削加工光學(xué)自由曲面過程中,加工參數(shù)的選取數(shù)值會對光學(xué)產(chǎn)品的表面質(zhì)量和它的光學(xué)性能產(chǎn)生一定的影響。通過研究加工參數(shù)與表面粗糙度和光散射的相互關(guān)系,可以為選擇合理的加工參數(shù)進(jìn)行加工提供一定的指導(dǎo)價值。文中以加工參數(shù)中的進(jìn)給量和刀尖圓弧半徑作為自變量,以Sq值作為目標(biāo)函數(shù)研究加工參數(shù)對表面粗糙度的影響,以加工表面輪廓的點擴(kuò)散函數(shù)作為目標(biāo)函數(shù)研究加工參數(shù)對光散射的影響。
分析過程中,采用進(jìn)給量和刀尖圓弧半徑參數(shù)見表 2。

表2 三維評價用切削條件
2.1 復(fù)曲面加工表面粗糙度分析

(7)
式中:Nx,Ny----分別為x,y方向點的個數(shù);
u,v----表面殘高形貌仿真區(qū)域變量,u=0,1,2,…,Nx-1,v=0,1,2,…,Ny-1;
(xu,yv)----仿真區(qū)域中第(u,v)個點的坐標(biāo);
gh(·,·)----三維表面殘高形貌函數(shù)。
基于快速刀具伺服金剛石切削過程中的表面形貌模型算法[19],通過計算可以得到三維橢圓振動切削光學(xué)自由曲面的殘高形貌模型,然后根據(jù)式(7)獲得加工表面的粗糙度值。
當(dāng)進(jìn)給量作為自變量時,對三維橢圓振動車削加工復(fù)曲面進(jìn)行三維表面形貌分析,計算得到的表面均方根偏差Sq值見表3。

表3 不同進(jìn)給量對應(yīng)的表面粗糙度值
從表中可以看出,進(jìn)給量對三維橢圓振動切削復(fù)曲面的表面粗糙度產(chǎn)生了影響,根據(jù)表3數(shù)據(jù)得到不同進(jìn)給量對表面粗糙度的影響規(guī)律曲線,如圖 6所示。
從圖中可以看出,進(jìn)給量對三維橢圓振動切削復(fù)曲面的表面粗糙度影響呈現(xiàn)規(guī)律性,表面粗糙度隨著進(jìn)給量的增加而增加,即進(jìn)給量的增加降低了表面質(zhì)量。因此,為獲得較好的加工表面,可以盡可能選擇較小的進(jìn)給量。可以看出,在同等條件下,進(jìn)給量為0.004 mm/r時,表面粗糙度值最小。

圖6 不同進(jìn)給量對表面粗糙度影響曲線
當(dāng)?shù)都鈭A弧半徑作為自變量時,對三維橢圓振動車削加工復(fù)曲面進(jìn)行三維表面形貌分析,不同刀尖圓弧半徑對應(yīng)的表面粗糙度值見表4。

表4 不同刀尖圓弧半徑對應(yīng)的表面粗糙度值
從表中可以看出,刀尖圓弧半徑對三維橢圓振動切削復(fù)曲面的表面粗糙度產(chǎn)生了影響,根據(jù)表4數(shù)據(jù)得到不同刀尖圓弧半徑對表面粗糙度的影響規(guī)律曲線,如圖 7所示。

圖7 不同刀尖圓弧半徑對表面粗糙度影響曲線
從圖中可以看出,刀尖圓弧半徑對三維橢圓振動切削復(fù)曲面表面粗糙度的影響呈現(xiàn)規(guī)律性,表面粗糙度隨著刀尖圓弧半徑的增大而減小,即刀尖圓弧半徑的增加提高了表面質(zhì)量。因此,為獲得較好的加工表面,在不發(fā)生干涉情況下,盡可能選擇較大的刀尖圓弧半徑。可以看出,在同等條件下,刀尖圓弧半徑為0.60 mm 時,表面粗糙度值最小。
2.2 加工粗糙表面光散射分析
根據(jù)高斯濾波的原理,對前述應(yīng)用Matlab軟件仿真獲得的橢圓振動車削加工復(fù)曲面的三維表面形貌進(jìn)行重構(gòu),獲得只含有粗糙度誤差的表面形貌數(shù)據(jù)。文中在Harvey-Shack散射理論的基礎(chǔ)上,采用表面散射傳遞函數(shù)對應(yīng)的點擴(kuò)散函數(shù)研究不同進(jìn)給量和不同刀尖圓弧半徑條件下仿真加工獲得的粗糙復(fù)曲面的光散射特性。
在進(jìn)給量作為自變量的情況下,對應(yīng)的點擴(kuò)散函數(shù)圖如圖8所示。

(a) af=0.004 mm/r
從圖中可以發(fā)現(xiàn),隨著進(jìn)給量的增大,點擴(kuò)散函數(shù)圖也發(fā)生了相應(yīng)的變化,這些變化可以歸納為以下幾點:
1)隨著粗糙度的增加,圓心處的光暈也隨之增加,表明粗糙度越高,能量損耗就越大。
2)當(dāng)表面粗糙度增加時,點擴(kuò)散曲線的中心位置會隨進(jìn)料速度的增加而改變。
3)中心點附近的暈圈數(shù)目隨表面粗糙程度的增加而增加。
4)點擴(kuò)散函數(shù)隨粗糙度值的增加而變得模糊。
①隨著進(jìn)給量的增加,點擴(kuò)散函數(shù)圖逐漸變模糊。
②由于表面粗糙度的存在,中心點處的能量減小,且轉(zhuǎn)移到中心點的周圍。隨著進(jìn)給量的增加,點擴(kuò)散函數(shù)圖四周的暈圈數(shù)量逐漸增多,并且逐漸變亮,即進(jìn)給量的增加導(dǎo)致光學(xué)元件加工表面粗糙度的增加,進(jìn)而致使中心點的能量損失增加。所以進(jìn)給量的增加將導(dǎo)致光散射掉的能量增加,對光學(xué)元件的光學(xué)性能產(chǎn)生壞的影響。
③隨著進(jìn)給量的增大,點擴(kuò)散函數(shù)的圖形不斷發(fā)生變化。點擴(kuò)散函數(shù)圖的中心部分隨著進(jìn)給量的變化逐漸變化。在進(jìn)給量由0.004 mm/r增加至0.006 mm/r,即進(jìn)給量剛開始增加的時候,點擴(kuò)散函數(shù)圖中心部分的變化程度是最小的;在進(jìn)給量由0.012 mm/r增加至0.014 mm/r時,點擴(kuò)散函數(shù)圖中心部分的變化程度達(dá)到最大。
④隨著進(jìn)給量的增加,點擴(kuò)散函數(shù)圖中心部分的變化速率是逐漸增加的。但是在圖6的曲線圖中,表面形貌均方根偏差Sq隨進(jìn)給量而變化的變化速率是近似恒定不變的,或者說相對于點擴(kuò)散函數(shù)中心部分的變化速率小得很多,可以近似看作是不變的。由此可以得出,在一定條件下,因為進(jìn)給量的改變而引起表面粗糙度的改變,當(dāng)粗糙度在一定范圍內(nèi)變化時,其對于光學(xué)元件光學(xué)性能的影響程度較小,即進(jìn)給量在該范圍內(nèi)變化,產(chǎn)生的主要加工誤差不是粗糙度,而是波紋度或者面形誤差。該結(jié)論與向陽等[20]在其論著中得出的結(jié)論相近,說明文中研究具有一定程度上的正確性。
在刀尖圓弧半徑作為自變量的情況下,對應(yīng)的點擴(kuò)散函數(shù)圖如圖9所示。
從圖中可以發(fā)現(xiàn),隨著刀尖圓弧半徑的增大,點擴(kuò)散函數(shù)圖也發(fā)生了相應(yīng)的變化,這些變化可以總結(jié)為以下幾個方面:
1)當(dāng)表面粗糙度降低時,圓心附近的光暈會逐漸暗淡,表明粗糙度愈低,能量損耗愈小。
2)當(dāng)表面粗糙度降低時,曲線中心區(qū)域會隨刀具圓弧半徑的增大而改變。
3)中心點附近的暈圈數(shù)目隨粗糙度的降低而降低。
4)隨著表面粗糙度的減小,點擴(kuò)散函數(shù)圖逐漸變清晰。

(a) r=0.30 mm
①隨著刀尖圓弧半徑的增加,點擴(kuò)散函數(shù)圖的變化相比于進(jìn)給量的增加而引起的點擴(kuò)散函數(shù)圖的變化有著相反的影響,即刀尖圓弧半徑的增加,將導(dǎo)致光學(xué)元件加工表面質(zhì)量變好,光散射掉的能量減小,對光學(xué)元件的光學(xué)性能產(chǎn)生好的影響。
②從圖6和圖7可以看出,在一定條件下,表面輪廓均方根偏差隨進(jìn)給量和刀尖圓弧半徑的變化而變化,變化速率是相似的,只是符號差別。從點擴(kuò)散函數(shù)圖的清晰度來看,對比進(jìn)給量對點擴(kuò)散函數(shù)圖產(chǎn)生的影響可以發(fā)現(xiàn),刀尖圓弧半徑的增加引起的點擴(kuò)散函數(shù)圖的變化速率是不明顯的。由此推斷,在一定條件下,刀尖圓弧半徑和進(jìn)給量的改變對加工表面質(zhì)量的影響程度是一致的,但是對于光學(xué)元件光學(xué)性能的影響程度是不同的,由于進(jìn)給量的改變而引起的光學(xué)元件光學(xué)性能的變化速率要小于進(jìn)給量引起的光學(xué)元件光學(xué)性能的變化速率(由于刀尖圓弧半徑的改變而對光學(xué)元件光學(xué)性能產(chǎn)生的影響程度要小于進(jìn)給量的變化產(chǎn)生的)。
3 結(jié) 語
以橢圓振動車削加工復(fù)曲面為例,分析了加工參數(shù)對自由曲面光學(xué)元件表面質(zhì)量和光散射的影響規(guī)律。研究表明,隨著進(jìn)給量的增大和刀尖圓弧半徑的減小,復(fù)曲面的表面粗糙度值會增大,粗糙表面的點擴(kuò)散函數(shù)會減小。但刀尖圓弧半徑的變化對光學(xué)元件光學(xué)性能的影響小于進(jìn)給量的改變。因此,在實際加工過程中,不僅從表面粗糙度的角度,還要從光學(xué)性能的角度為光學(xué)自由曲面的高效高精度加工尋找合理的加工參數(shù)。
