AZ31鎂合金雙軸肩攪拌摩擦焊接頭組織及性能
2022-12-22 07:19:44呂東澤李于朋
長春工業大學學報 2022年6期
呂東澤, 劉 威, 李于朋
(長春工業大學 教育部先進結構材料重點實驗室, 吉林 長春 130012)
0 引 言
鎂合金具有低密度、高比強度、優異的剛度和阻尼性能,并且具有良好的鑄造性、可回收利用等優良特性[1-3],近年來在汽車、航空航天、電子通信領域得到廣泛應用[4-5]。工程上鎂合金通常采用鎢極惰性氣體保護焊[6]、激光焊[7]、電子束焊[8]等工藝進行連接,但焊接接頭易出現氣孔、夾雜、熱裂紋、殘余應力高、焊后變形大等缺陷。攪拌摩擦焊[9](Friction Stir Welding, FSW)與傳統熔焊相比,焊接溫度顯著降低[10],殘余應力和變形量大幅下降,避免了傳統熔焊過程中金屬凝固帶來的問題。FSW雖然解決了傳統熔化焊常見的問題,但在實際生產應用中產生了新的問題,如焊接接頭根部易產生未焊透的缺陷,中空型材無法進行焊接的問題。BT-FSW由于其特殊結構的攪拌頭很好地解決了上述問題。
目前,關于鎂合金采用BT-FSW方面的研究可見少量的文獻報道。Liu F等[11]研究了10 mm AZ31鎂合金FSW和BT-FSW焊接接頭的力學性能。BT-FSW焊接接頭與FSW焊接接頭相比,組織更加均勻,具有良好的拉伸性能。BT-FSW焊接接頭效率為母材的85.3%。Zhou L等[12]研究了旋轉速度對5 mm AZ61鎂合金BT-FSW焊接接頭力學性能的影響。在無缺陷的焊接接頭中,拉伸性能隨轉速的提高而下降,焊接接頭的最高抗拉強度達到213 MPa,接頭效率為79.8%。Li W Y等[13]利用BT-FSW焊接2 mm AZ31鎂合金,研究了攪拌頭旋轉速度和焊接速度對接頭性能的影響,發現隨著焊接速度的提高,拉伸性能有所改善,但是旋轉速度對力學性能的影響有限。同時發現鎂合金BT-FSW接頭中TMAZ組織為等軸晶,而鋁合金BT-FSW接頭中TMAZ組織為變形拉長的晶粒。鎂合金的組織結構根本上是與焊接時的熱輸入有關,而關于鎂合金雙軸肩焊接的熱循環特性還未見報道,因此,文中對AZ31鎂合金BT-FSW熱循環、接頭微觀組織特點及力學性能進行了研究,以此為鎂合金的BT-FSW提供一些參考。
1 試驗材料及方法
試樣材料為商用熱軋鎂合金AZ31(200 mm×100 mm×4 mm),化學成分、力學性能分別見表1和表2。
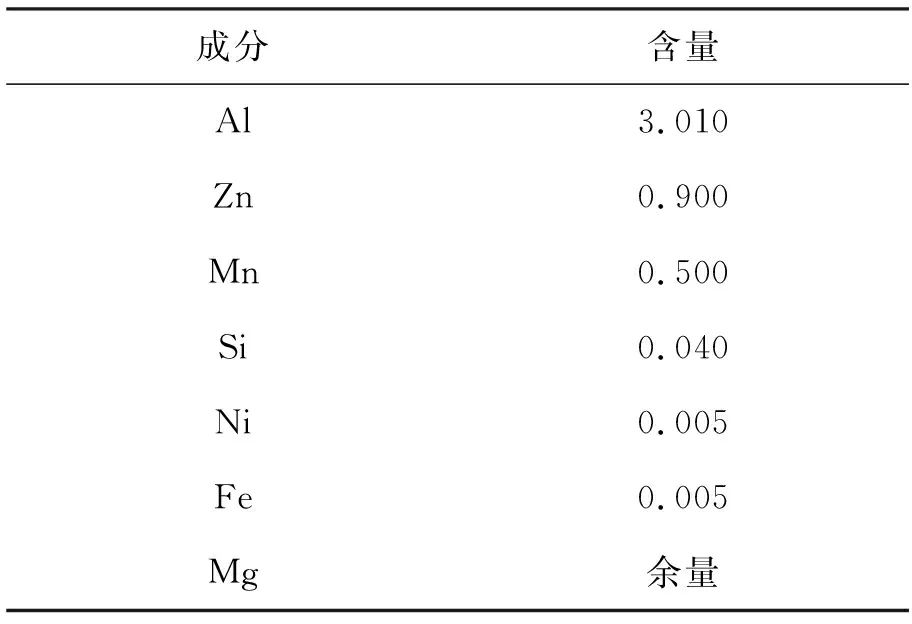
表1 AZ31鎂合金的化學組成 %

表2 AZ31鎂合金的力學性能
采用FSW-LM-AL16-2D進行BT-FSW焊接試驗,雙軸肩攪拌頭上下軸肩直徑均為16 mm,攪拌針直徑為6 mm,針長為3.8 mm。焊接前用丙酮清除試樣表面污垢。焊接工藝參數為:旋轉速度1 000 r/min,焊接速度500 mm/min。
用K型熱電偶和數字記錄儀測量焊縫兩側不同位置的瞬時溫度,如圖1所示。
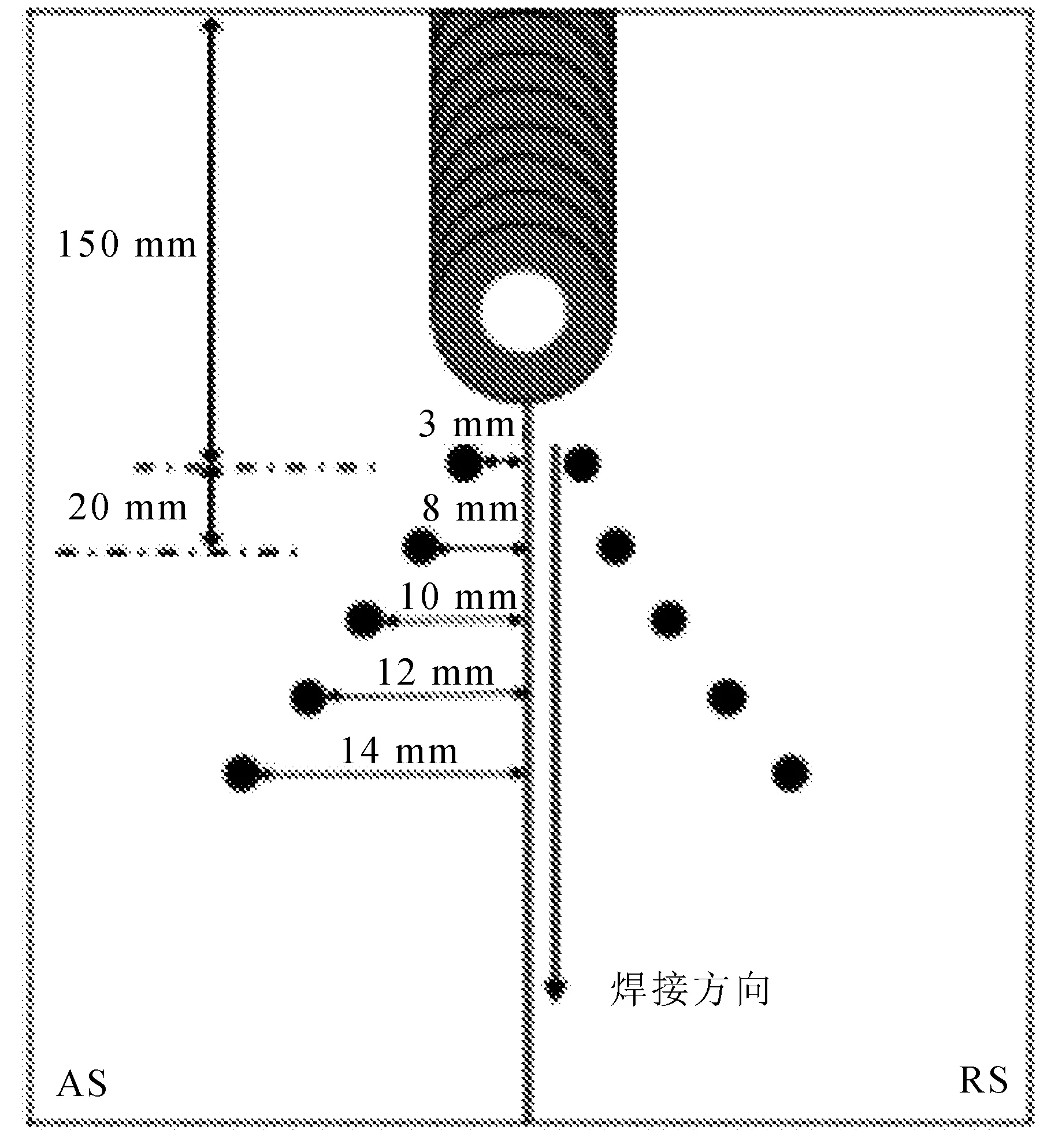
圖1 熱電偶測溫點位置示意圖
焊后垂直于焊接方向截取金相試樣。經打磨拋光至表面無劃痕,用1 g草酸、1 mL硝酸、1 mL乙酸、150 mL水配成的腐蝕劑進行腐蝕。在FM-800型顯微硬度儀上測試焊接接頭的硬度分布,試驗加載載荷為50 g,加載時間為10 s。根據GB/T228.1-2010制備拉伸試件,在WDW-200型電伺服萬能材料試驗機上測量接頭的強度,采用Gemini Supra40 型場發射掃描電子顯微鏡(SEM)分析斷口形貌。
2 試驗結果與分析
2.1 焊接熱循環
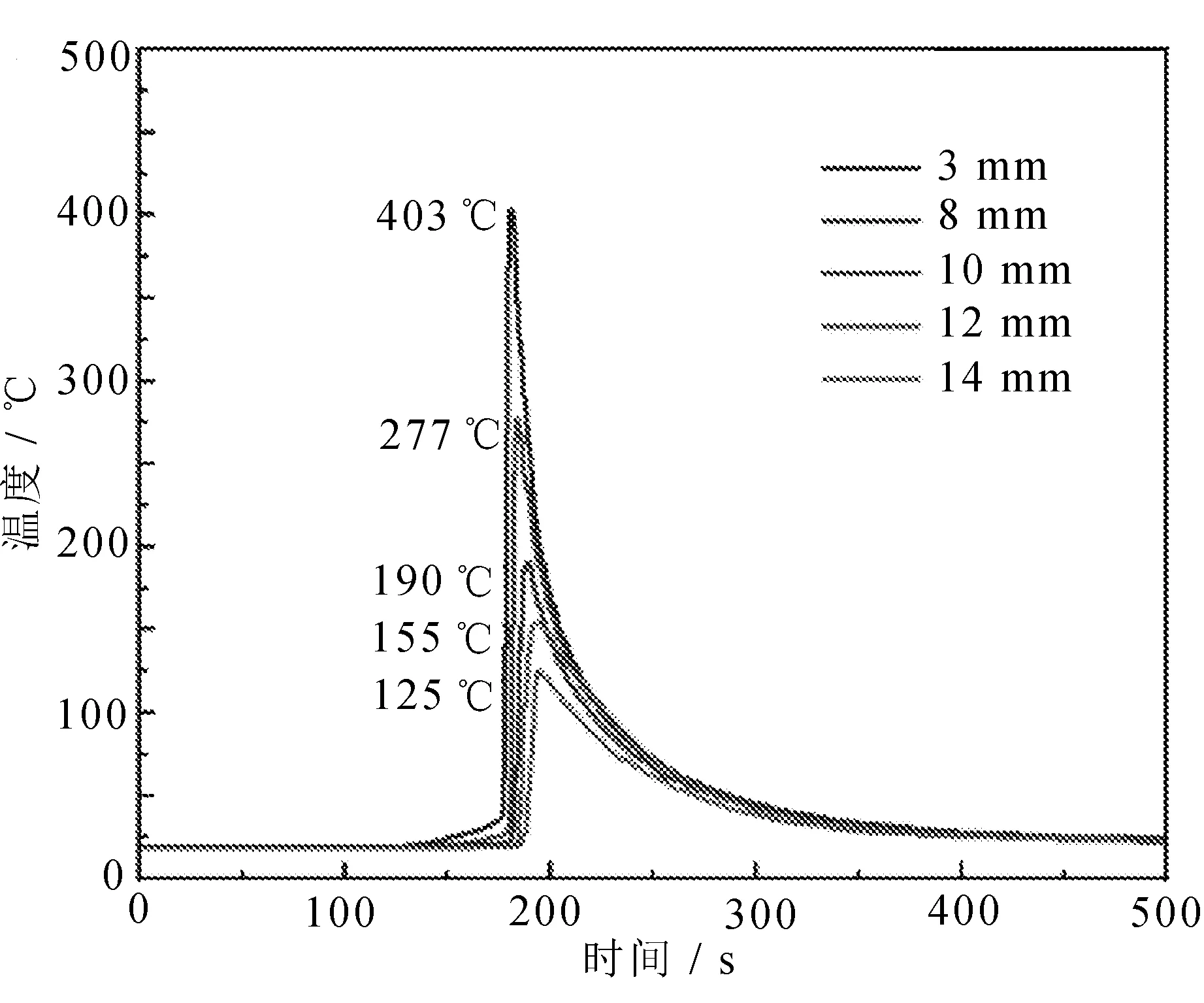
AZ31鎂合金BT-FSW過程中焊接接頭前進側(Advancing side, AS)和后退側(Retreating side, RS)熱循環溫度曲線如圖2所示。
(a) 前進側 (b) 后退側
由圖中可以看出,前進側和后退側熱循環溫度曲線有相似的變化趨勢。前進側距焊縫中心3~14 mm測溫點的峰值溫度分別為403,277,190,155,125 ℃;后退側距焊縫中心3~14 mm測溫點的峰值溫度分別為423,281,197,166,110 ℃。從室溫經過短時間的預熱,焊縫不同測溫點溫度迅速達到峰值。距離焊縫中心越近,焊接峰值溫度越高。后退側峰值溫度高于前進側峰值溫度,差值在10 ℃左右。
這是由于前進側為攪拌頭旋轉方向與焊接方向相同的一側,后退側與之相反,導致前進側比后退側應變速率大,由塑性變形產生的熱量也高于后退側。BT-FSW過程中由于工件不和鋼制支撐墊板接觸,熱量不會像FSW迅速地傳導到墊板上,而是在攪拌頭旋轉作用下,隨塑性金屬從前進側轉移到后退側,因此后退側金屬中積累了更多的熱量。導致在距焊縫中心相同距離處,前進側的溫度低于后退側的溫度。
2.2 接頭組織結構
4 mm鎂合金BT-FSW焊接接頭的橫截面宏觀形貌如圖3所示。
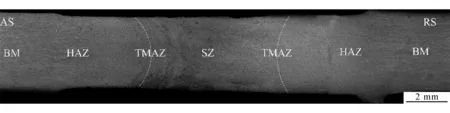
圖3 AZ31鎂合金BT-FSW接頭橫截面形貌
接頭呈“啞鈴型”分布,由于不同區域所受熱循環溫度以及塑性變形程度不同,接頭不同區域顯微組織存在明顯差異。一般將BT-FSW接頭分為母材(BM)、熱機影響區(TMAZ)、熱影響區(HAZ)、焊核區(SZ)[14]。AZ31鎂合金BT-FSW接頭各區域微觀組織如圖4所示。
圖4(a)為BM的顯微組織,晶粒大小不均勻,由等軸晶和拉長的晶粒構成,采用線性截距法計算等軸晶平均晶粒尺寸為10.58 μm,而大的晶粒尺寸達到25.63 μm。SZ顯微組織為均勻的等軸晶,SZ在熱-機耦合作用下發生動態再結晶,形成均勻的等軸狀晶粒,平均晶粒尺寸為14.49 μm(見圖4(b))。圖4(c)、(d)分別為AS-TMAZ和RS-TMAZ微觀組織,TMAZ由粗大的等軸晶構成,相關研究表明[15],鋁合金FSW時,TMAZ由于受到力和熱的雙重作用,晶粒發生了彎曲變形和長大,而文中鎂合金TMAZ為等軸晶,產生這種現象的原因是鎂合金為密排六方結構(HCP),只有兩個滑移系且層錯能較低,相比鋁合金更易發生動態再結晶[16-17]。AS-TMAZ和RS-TMAZ的平均晶粒尺寸分別為18.99 μm和21.99 μm。圖4(e)、(f)分別為AS-HAZ和RS-HAZ微觀組織,HAZ僅受熱量影響,與SZ相比離焊縫中心距離遠,峰值溫度低,晶粒發生粗化,且與BM組織形貌相似,平均晶粒尺寸分別為15.09 μm和16.25 μm。動態再結晶的晶粒大小與溫度、應變速率有關。同時鎂合金動態再結晶的晶粒對原始晶粒大小尤為敏感。原始晶粒尺寸越小,動態再結晶得到的新晶粒尺寸也會較小[18]。鎂合金再結晶溫度約為205 ℃[11],由圖2可知,焊接接頭溫度高于鎂合金再結晶溫度。AZ31鎂合金動態再結晶晶粒尺寸隨溫度的升高而增大。BT-FSW過程中不存在工件與墊板之間的熱傳導散熱,焊接接頭在冷卻階段高溫停留時間較長,導致AZ31鎂合金BT-FSW焊接接頭各個區域晶粒尺寸均大于母材。
2.3 力學性能
AZ31鎂合金BT-FSW接頭顯微硬度分布如圖5所示。
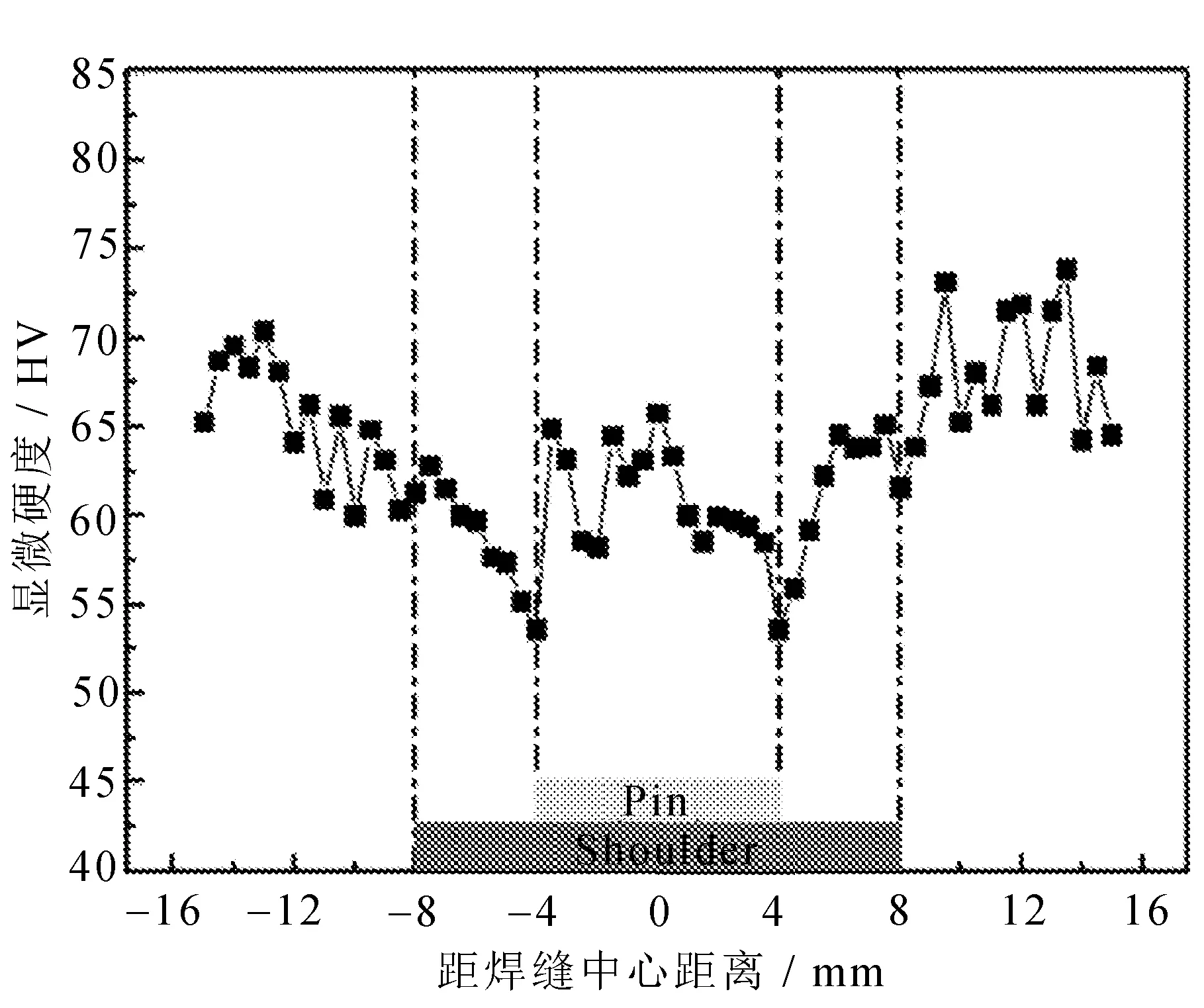
圖5 AZ31鎂合金BT-FSW接頭顯微硬度分布
焊接接頭顯微硬度整體呈“W”型。BM顯微硬度最高,平均顯微硬度為68 HV;HAZ顯微硬度為60 HV;TMAZ顯微硬度最低,平均顯微硬度為54 HV;SZ顯微硬度為58~65 HV。硬度值與晶粒尺寸、位錯密度、析出相和金屬間化合物的分布有關。由于AZ31鎂合金不是沉淀硬化鎂合金[13,19],因此,析出相和金屬間化合物對BT-FSW接頭硬度影響不大。晶粒大小和均勻性是AZ31鎂合金BT-FSW焊接接頭強化效果的主要因素[13]。依據Hall-Petch公式知,晶粒尺寸越小,硬度越高。HAZ只受到焊接熱循環的影響,晶粒發生一定程度粗化,與BM顯微硬度相比略小;SZ受熱-機耦合作用發生動態再結晶,形成均勻的等軸晶,顯微硬度分布均勻;由于TMAZ的平均晶粒尺寸最大,因此,在BT-FSW接頭中顯微硬度最低。
對AZ31鎂合金BT-FSW焊接接頭的拉伸性能進行測試,拉伸斷裂位置如圖6所示。
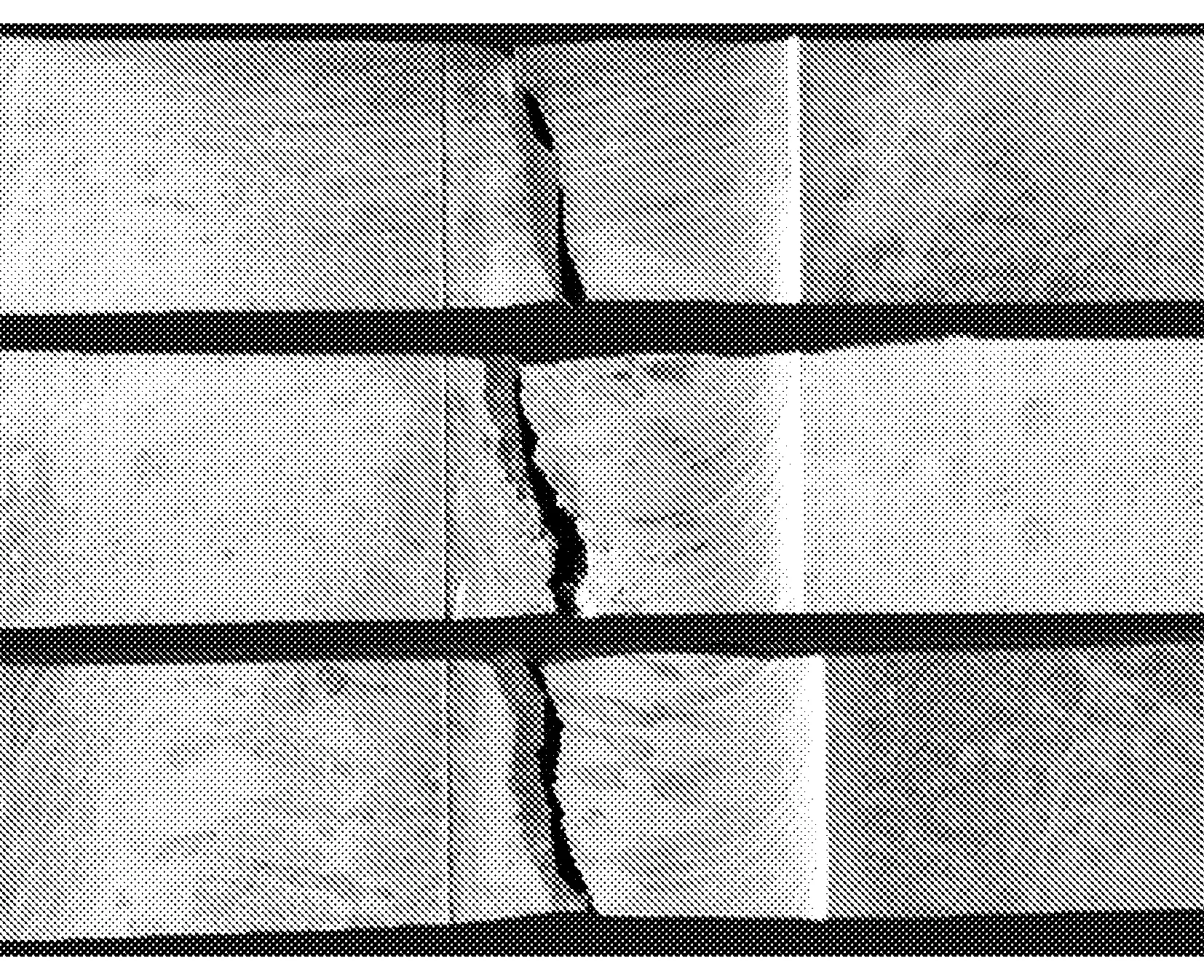
圖6 AZ31鎂合金接頭斷裂位置
三組拉伸試樣均在RS-TMAZ發生斷裂。試樣接頭的平均抗拉強度為189 MPa,約為BM的92%,斷后伸長率為1.67%。由于TMAZ與SZ過渡區為力學性能薄弱區域,易在此處產生應力集中[11],進一步導致裂紋在該區域萌生和擴展。同時在BT-FSW過程中,由于熱循環和塑性變形的不同,接頭的各區域有不同的晶粒取向[19]。在拉伸試驗過程中,由于晶粒取向不同,接頭相鄰區域發生不協調變形,有利于不同的變形機制,導致斷裂就發生TMAZ與SZ過渡區。BT-FSW接頭拉伸斷口微觀形貌如圖7所示。
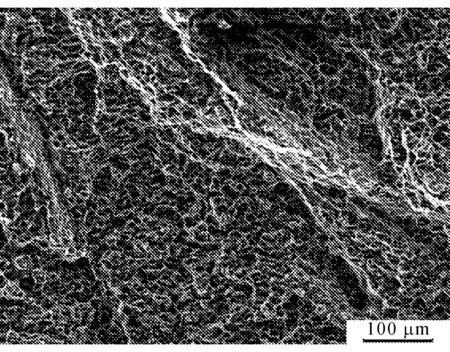
圖7 斷口掃描形貌
從圖中看出,韌窩間有明顯撕裂棱,斷裂為韌脆混合斷裂。
3 結 語
1)在旋轉速度為1 000 r/min,焊接速度為500 mm/min條件下,得到了無缺陷4 mm厚 AZ31 BT-FSW焊接接頭。根據組織特征可以將接頭分為焊核區、熱機影響區和熱影響區。焊核區發生動態再結晶形成均勻等軸晶,熱機影響為粗大等軸晶。
2)AZ31鎂合金雙軸肩攪拌摩擦焊時,后退側各測溫點的最高溫度始終高于前進測,溫度差值在10 ℃左右。
3)焊接接頭顯微硬度整體呈“W”型,在TMAZ與SZ交界處顯微硬度最低為54 HV。焊接接頭最大抗拉強度為189 MPa,達到BM的92%。焊接接頭斷裂形式為韌脆混合斷裂。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
