焊接電流對熱鍛模零件表面堆焊組織和力學性能的影響
2022-12-24 04:06:56李揚王金鳳
模具工業 2022年12期
關鍵詞:焊縫
李揚,王金鳳
(1.天津輕工職業技術學院 機械工程學院,天津 300350;2.湖北汽車工業學院 材料科學與工程學院,湖北 十堰 442002)
0 引 言
鍛造行業中使用的模具因其工作環境惡劣,在生產過程中,模具型腔壁磨損嚴重,延長鍛造模的使用壽命和提高鍛模工作面的耐磨性是鍛造行業目前亟待解決的關鍵問題。熱鍛模是冶金行業的消耗件之一,是鍛件生產重要的工藝設備。熱鍛模在進行連續鍛壓的過程中會承受機械負荷及熱負荷,熱鍛模因為發生過度的磨損、疲勞及塑性變形等而導致失效,影響模具的使用壽命,而熱鍛模的使用壽命影響產品的質量和生產效率[1-3]。模具堆焊技術是指用焊接方法將具有一定使用性能的合金材料熔覆在模具型腔壁表面,賦予已失效的模具新使用性能的工藝方法。有研究發現,與原模具相比[4],經堆焊修復后的熱鍛模使用壽命明顯延長,同時又節省生產成本。因此,通過對熱鍛模進行堆焊處理以延長其使用壽命在工業生產上具有重大意義[5-10]。以下試驗采用堆焊技術將鎳基自熔性合金粉末堆焊到經過預處理的鍛模工作表面,使模具零件表面形成并附著牢固的表層,與模具零件基材形成良好的結合,達到模具零件表面強化的目的。
在熱鍛模的所有失效形式中,磨損最為嚴重,磨損導致的失效所占的比例也最大。針對以上存在的問題,采用鎢極惰性氣體保護焊(tungsten inert gas,TIG)對熱鍛模零件表面進行堆焊修復,通過改變焊接電流,研究其對堆焊表面的硬度及耐磨性的影響規律,以提高熱鍛模零件表面的硬度,使表面有優良的耐磨性等優異的力學性能。
1 試驗材料與方法
采用的焊接方法:鎢極氬弧焊。焊接設備為WSME-315型逆變式交直流脈沖氬弧焊機。
1.1 噴涂方式
通過用水玻璃作粘結劑、等離子噴涂、熱噴涂及一邊涂一邊焊等噴涂方式進行試驗研究,最后得到的焊縫成形結果都不理想。在未找到合適的噴涂工藝后,嘗試采取輔助措施,直接堆粉的方式進行焊接。
在焊接前將鎳基自熔性合金粉末堆放在夾具中間,防止在焊接過程中合金粉末被氬氣流吹散。焊接后發現,通過此方法能得到效果較滿意的焊縫,且操作簡單,最終確定試驗采用直接堆粉法。
1.2 焊接參數范圍的確定
在進行試驗前,應先對試驗參數進行篩選,選出對焊接結果影響較大的因素范圍。
由于試驗中影響焊縫質量的因素較多,如果直接進行試驗設計,則在后期的參數調節過程繁瑣,增加了試驗的復雜性。采用篩選試驗可省去成倍的試驗量,所以為了降低試驗的復雜性,節約試驗成本,縮短試驗時間,快速找到試驗參數對焊件組織及力學性能的影響規律,在進行試驗前,必須對試驗參數進行篩選,確定試驗參數的范圍。焊接后通過檢驗焊縫的外觀是否有咬邊、焊瘤、焊穿、氣孔、裂紋等缺陷以及焊縫成形情況是否良好,最終選出焊縫質量良好的工藝參數范圍,如表1所示。

表1 焊接參數范圍
1.3 試驗方案的確定
對焊接參數的范圍選取試驗結果可以看到,影響焊接質量的顯著因素為焊接電流、氬氣流量、焊接速度。由于試驗采取手工焊,焊接速度和氬氣流量不易控制,將這2個參數控制在一個合適的范圍,不作為試驗因素。因此選用單一變量法,即只改變焊接電流,控制其他參數不變的方法進行試驗。焊接參數:焊接電流為70~120 A,焊接速度為2.2~3.3 mm/s,鎢極直徑為φ2.4 mm,堆層厚度為2 mm,氬氣流量為7 mL/s。單一變量試驗設計如表2所示。
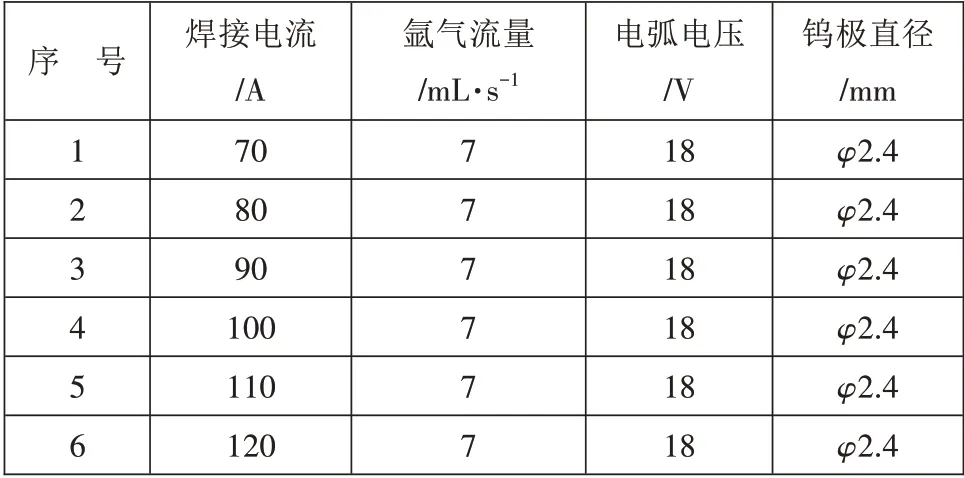
表2 單一變量設計方案
1.4 焊接過程
試驗采取的焊接過程如下。
(1)先選取一塊合適的碳鋼板,將其表面用鐵刷清理干凈。
(2)將設計的夾具固定在碳鋼板上,取適量鎳基自熔性合金粉末倒入夾具內,并鋪平鋪勻。
(3)按照設計方案調整對應的焊接參數,對試樣實施焊接。
(4)盡量保證焊接質量一致即焊縫的熔高合適、熔寬大致一致。如果焊接后的焊縫質量相差太大,則用新板重新焊接,直到焊出滿意的焊縫為止。
(5)按照試驗要求調節所要求的焊接工藝參數,焊出所需的所有試樣。
1.5 測試過程
1.5.1 金相試驗
根據設計方案得出的最佳工藝參數,利用這些參數進行鎳基自熔性合金粉末堆焊試驗,然后觀察焊縫外觀及分析金相顯微組織,驗證在此焊接參數下的焊縫最大承受能力,以滿足產品性能的要求。金相試樣制取過程包括:金相試樣的截取和鑲嵌,金相試樣的打磨和拋光,試樣鑲嵌后進行打磨及拋光,最后用硝酸酒精對試樣進行腐蝕。
1.5.2 硬度試驗
將金相試樣放在顯微硬度計上測試焊縫的硬度。測量位置分別在焊縫凸面向下1/3處和焊縫與母材平行處,分別對每個試樣這2個部位的平行線位置進行測量并記錄數據。
1.5.3 磨損試驗
根據硬度試驗中所測焊縫的硬度,結合查找的資料,選取中碳鋼為磨損試驗中焊縫的對磨材料。對試樣進行超聲清洗,每次試驗前用鑷子將待磨試樣放在電子天平上稱其磨損前的質量,稱后即可進行磨損試驗。磨損試驗做完后,將試樣取出,再次放在電子天平上稱其磨損后質量,并記錄2次稱得的質量數據。
2 試驗結果及討論
2.1 顯微硬度
將需要測試的試樣表面用金相預磨機和拋光機加工成光滑平面,放在硬度測量儀上進行硬度值的測量,測量點的位置如圖1所示,分別為焊縫截面1/3處及與母材平行處。
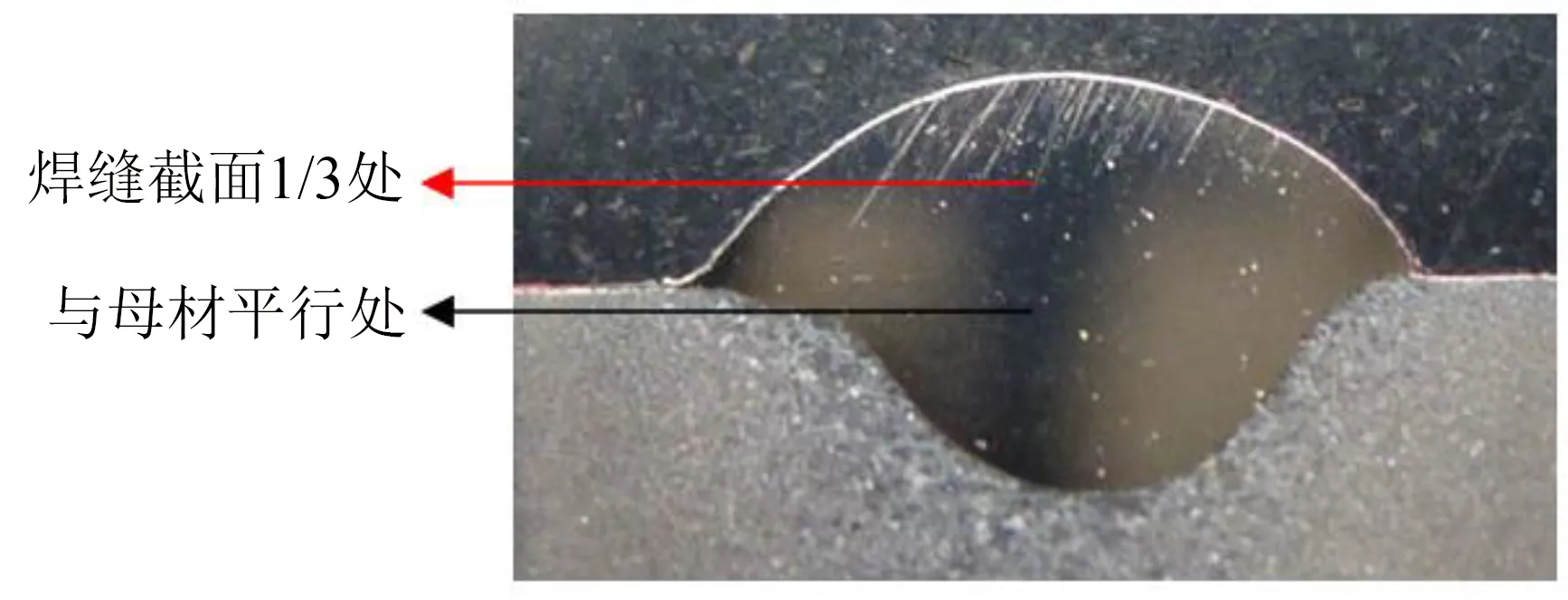
圖1 焊縫顯微硬度的測量位置
對焊縫截面1/3處進行硬度測量時,電流值在70~120 A的每個參數下,分別測量9個試樣,得出的硬度值測量結果如圖2所示。從圖2可以看出,截面1/3處的硬度隨著電流的增大,硬度值變化平緩,沒有明顯的變化趨勢。
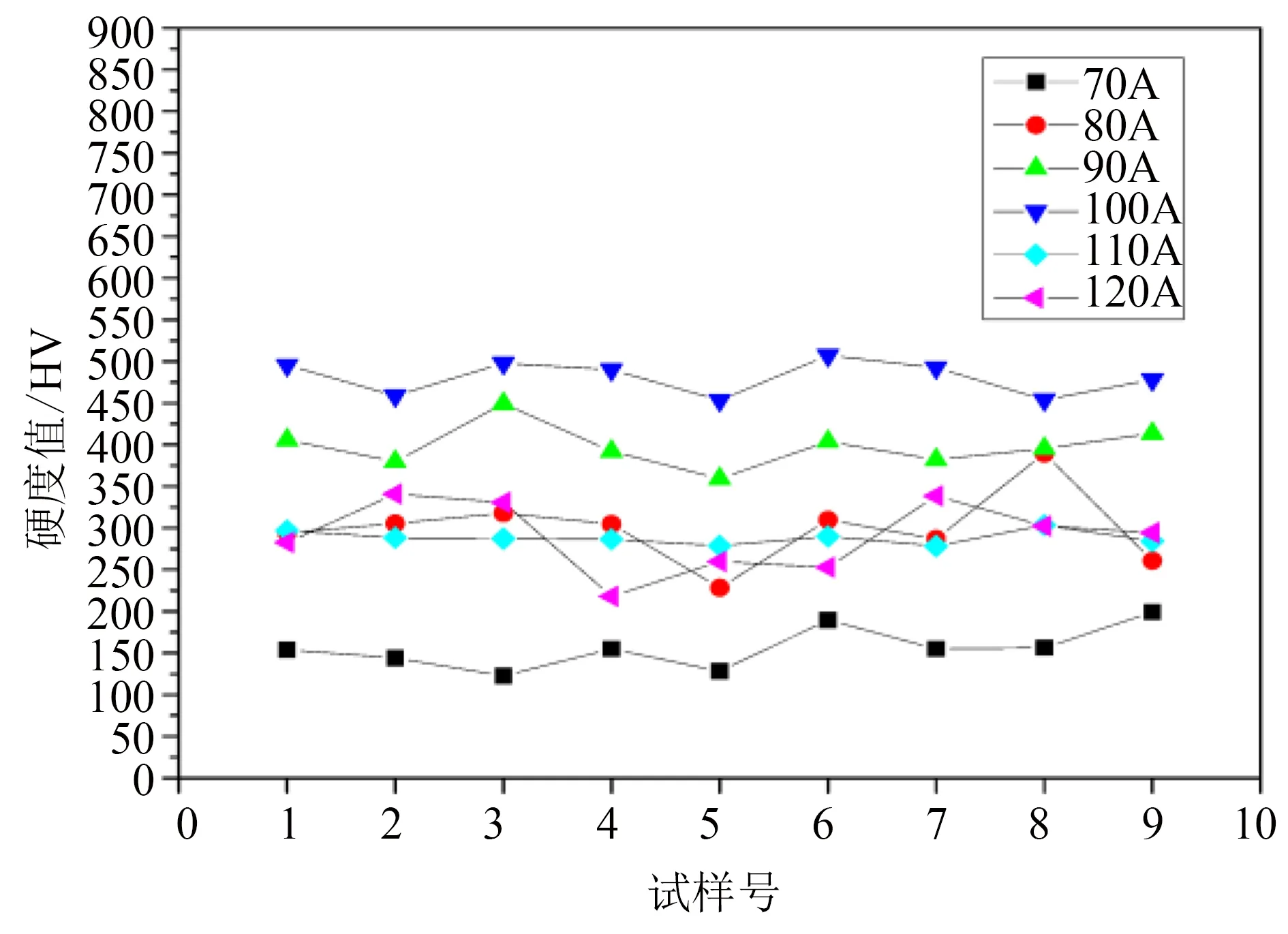
圖2 試樣截面1/3處硬度值曲線
對與母材平行處進行硬度測量時,電流值在70~120 A的每個參數下,也分別測量9個試樣,得出的硬度值測量結果如圖3所示。從圖3可以看出,剛開始時與母材平行處的硬度隨著焊接電流的增大而增大,焊接電流在100 A左右,焊縫的硬度值達到最大,隨后隨著焊接電流的增大,硬度值開始減小。
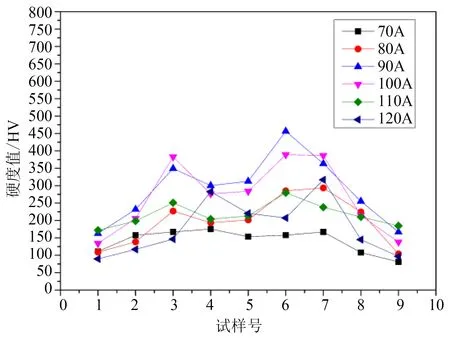
圖3 與母材平行處硬度值曲線
對9個試樣2處不同位置的硬度取平均值,得出結果如圖4所示。從圖4可以看出,不管是在與母材平行處的硬度平均值還是焊縫截面1/3處的硬度平均值,均在電流90~100 A左右出現了最大值。
從圖2~圖4的焊縫硬度對比情況看,焊接電流的大小對焊縫的硬度影響較大,隨著堆焊電流的增大,堆焊層金屬的硬度也在增加,當電流為90~100 A時堆焊層硬度達到最大值,隨后隨著電流的繼續增大,堆焊層金屬的硬度開始逐漸降低。
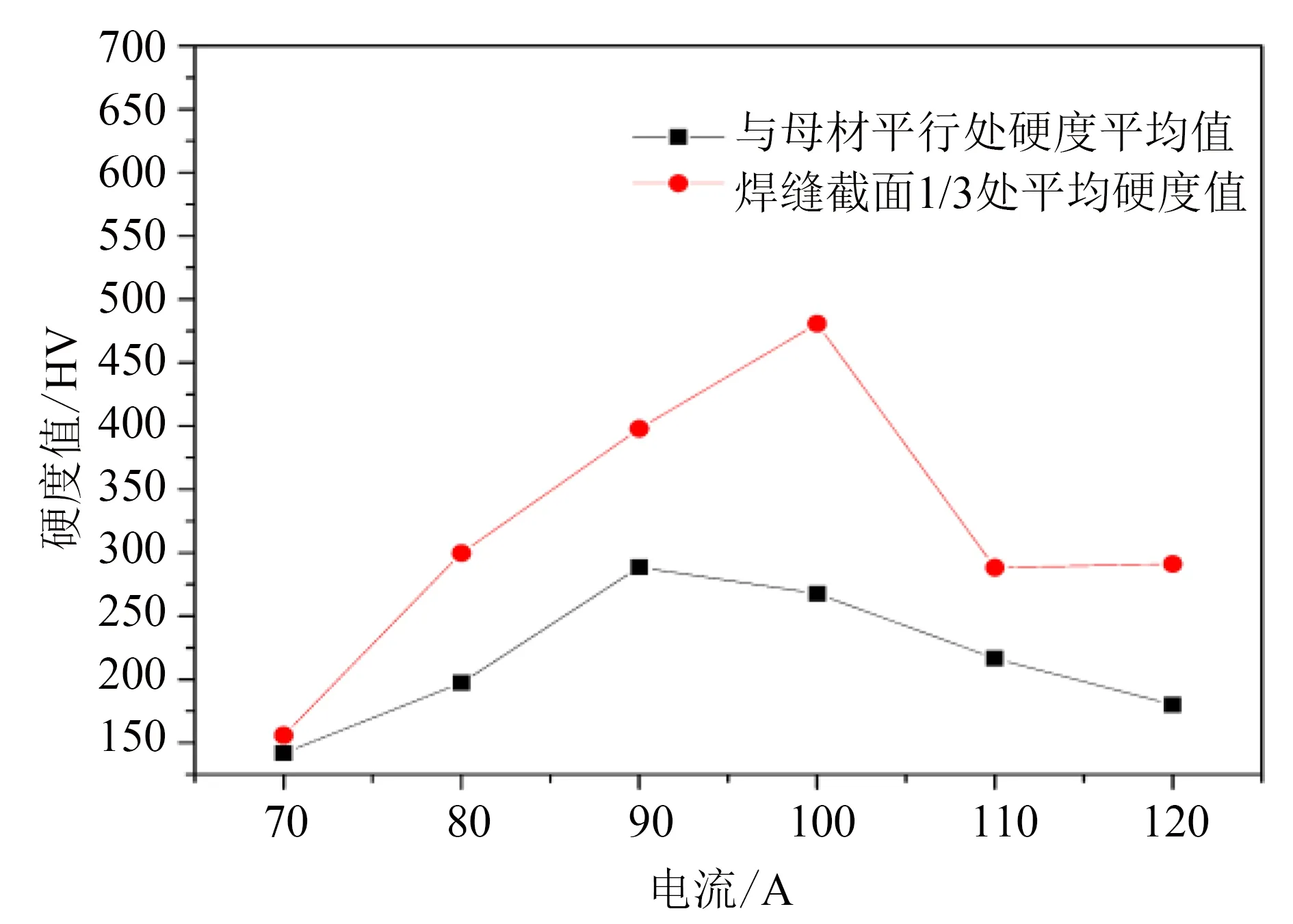
圖4 平均硬度值曲線
2.2 磨損性能
焊接電流的大小對焊縫的耐磨性影響也較大,磨損量是反映材料性能的另一個重要指標,圖5所示為焊縫磨損量的試驗結果,圖6所示為焊縫磨損率的試驗結果。
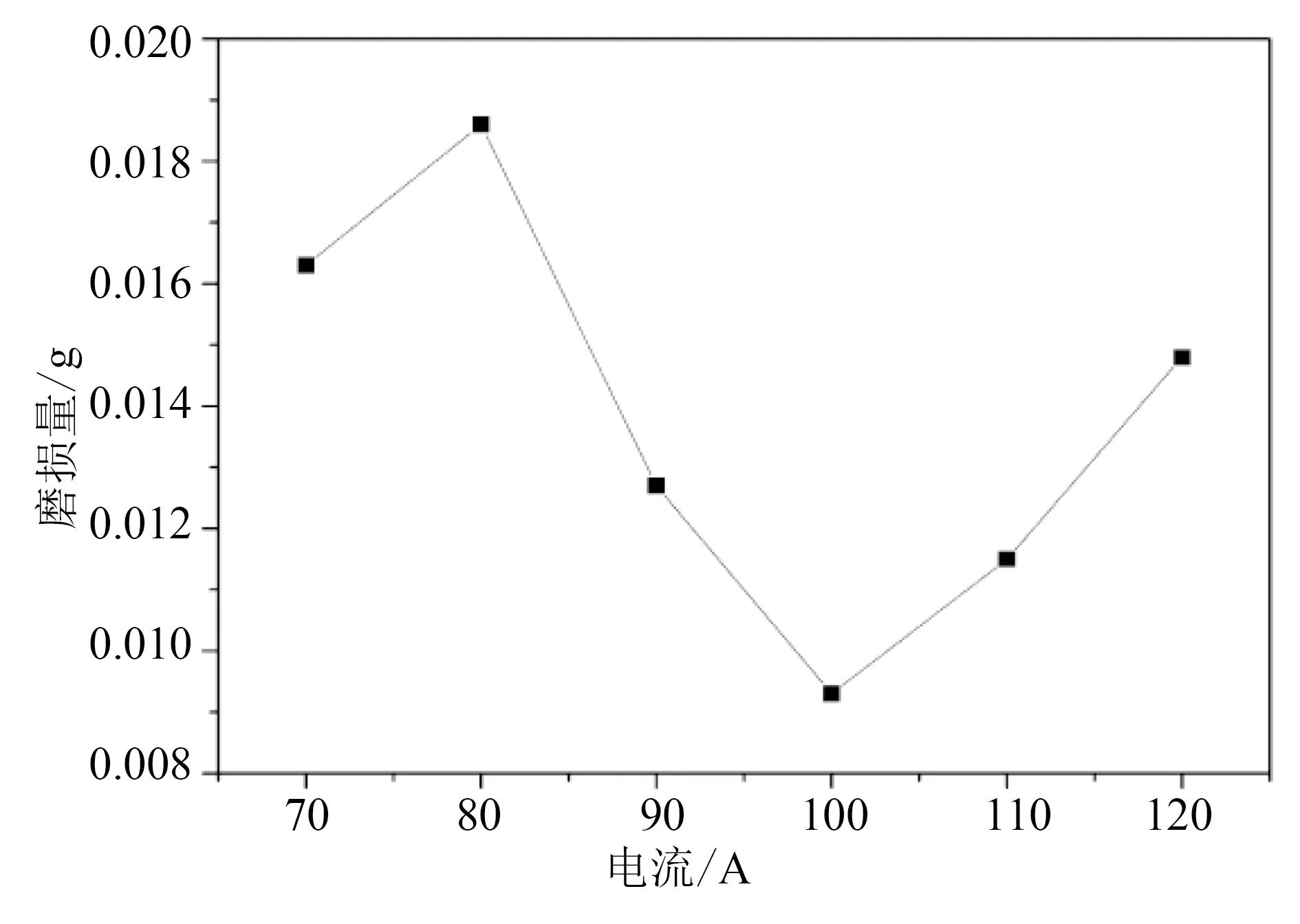
圖5 焊縫磨損量曲線

圖6 焊縫磨損率曲線
從圖4和圖5可以看出,磨損量與硬度值相對應,一般硬度高的材料磨損量少,硬度低的材料磨損量較大。從圖5可以看出,隨著堆焊電流的增大,堆焊層金屬的磨損量逐漸減少,當電流為100 A時,堆焊層磨損量最少,隨著電流的繼續增大,堆焊層金屬的磨損量也繼續增加。焊接電流在100 A左右,焊縫的耐磨性能較好。
金相試樣是通過試驗所得參數進行焊接的,選取最好的試樣制作金相試樣。結合硬度試驗和耐磨試驗的結果,當焊接電流為100 A左右時,焊縫的綜合性能較好。因為在焊接電流適中即熱輸入適中時,焊接接頭整體性能較好。焊接電流較低時,熱輸入較小,焊縫金屬容易發生脆硬,耐磨性能差;熱輸入較大時,焊縫組織容易粗大,硬度也會下降,同時耐磨性也會降低。故主要分析電流為100 A時試樣截面的金相。
2.3 金相組織
焊縫組織如圖7所示,從圖7可以看出,焊縫晶粒較細,從金相圖上看,存在大量柱狀晶。由于柱狀晶的偏析比等軸晶少,結構更致密,對于硬度和耐磨性要求比較高的熱鍛模,這樣的組織能夠有效提高熱鍛模的硬度及耐磨性等力學性能。
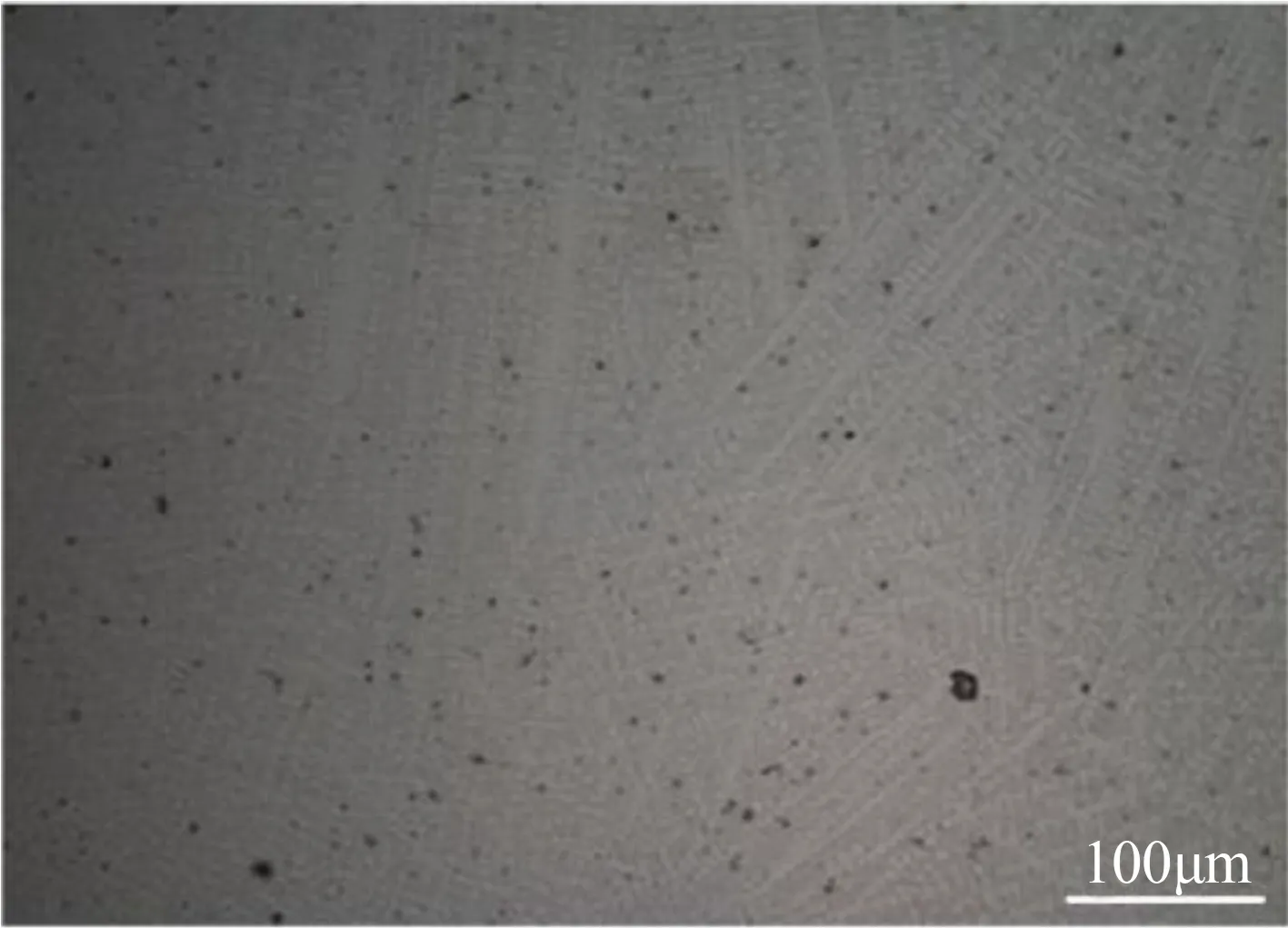
圖7 焊縫區顯微組織
熔合區顯微組織如圖8所示,熔合區存在明顯的焊縫和母材的分界線。熱影響區顯微組織如圖9所示,熱影響區晶粒比較粗大,這是由于焊接熱循環作用,離焊縫較近的過熱區溫度高達1 000℃以上,造成該區域的晶粒異常長大,即過熱,且該區域存在魏氏體組織,但通過試驗驗證此焊接條件下形成的魏氏體組織并沒有造成焊縫的開裂、脆斷等失效形式。對于魏氏體組織的尺寸增大到會引起脆性開裂等缺陷的程度,會在后續繼續進行研究。
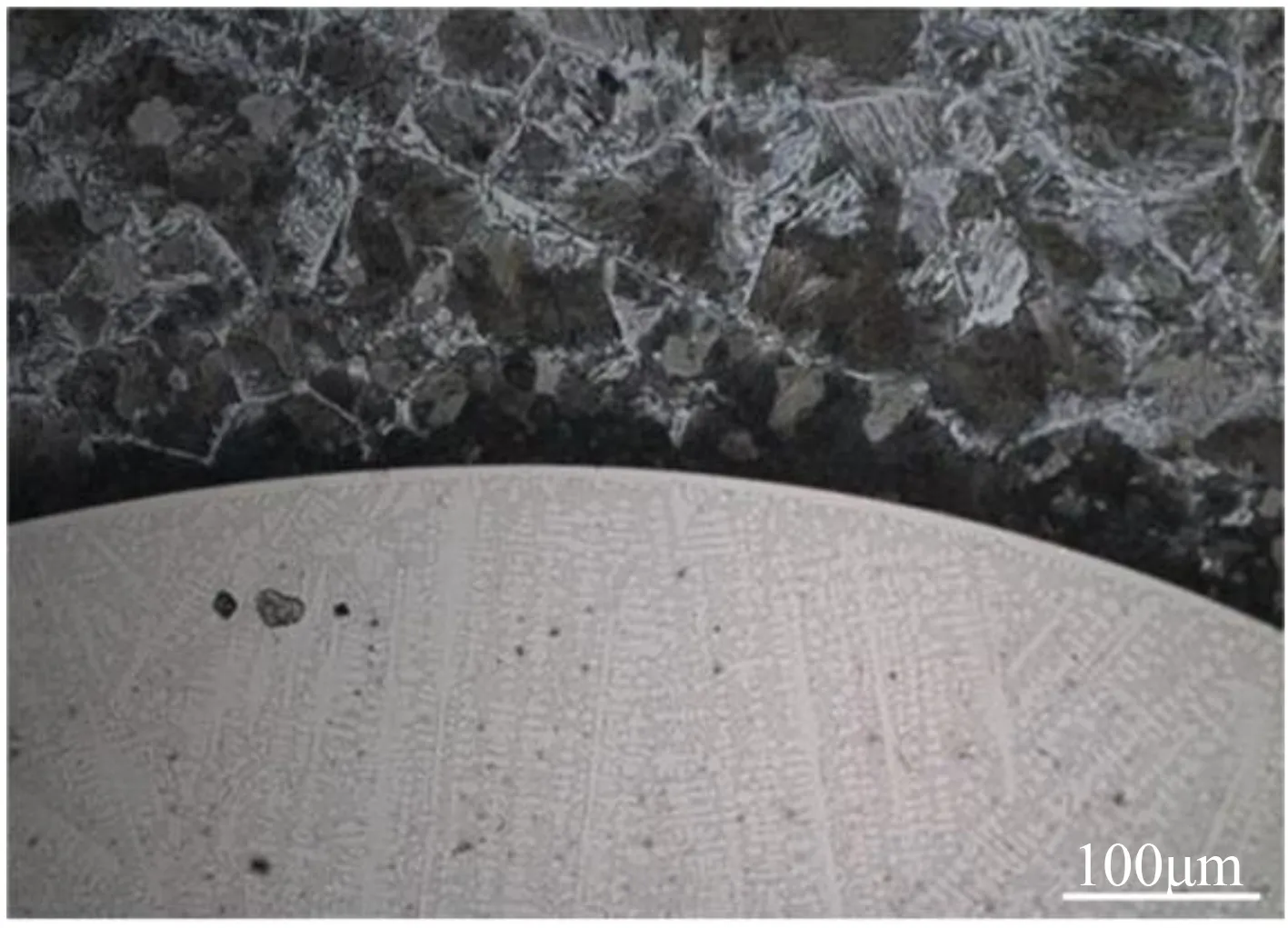
圖8 熔合區顯微組織
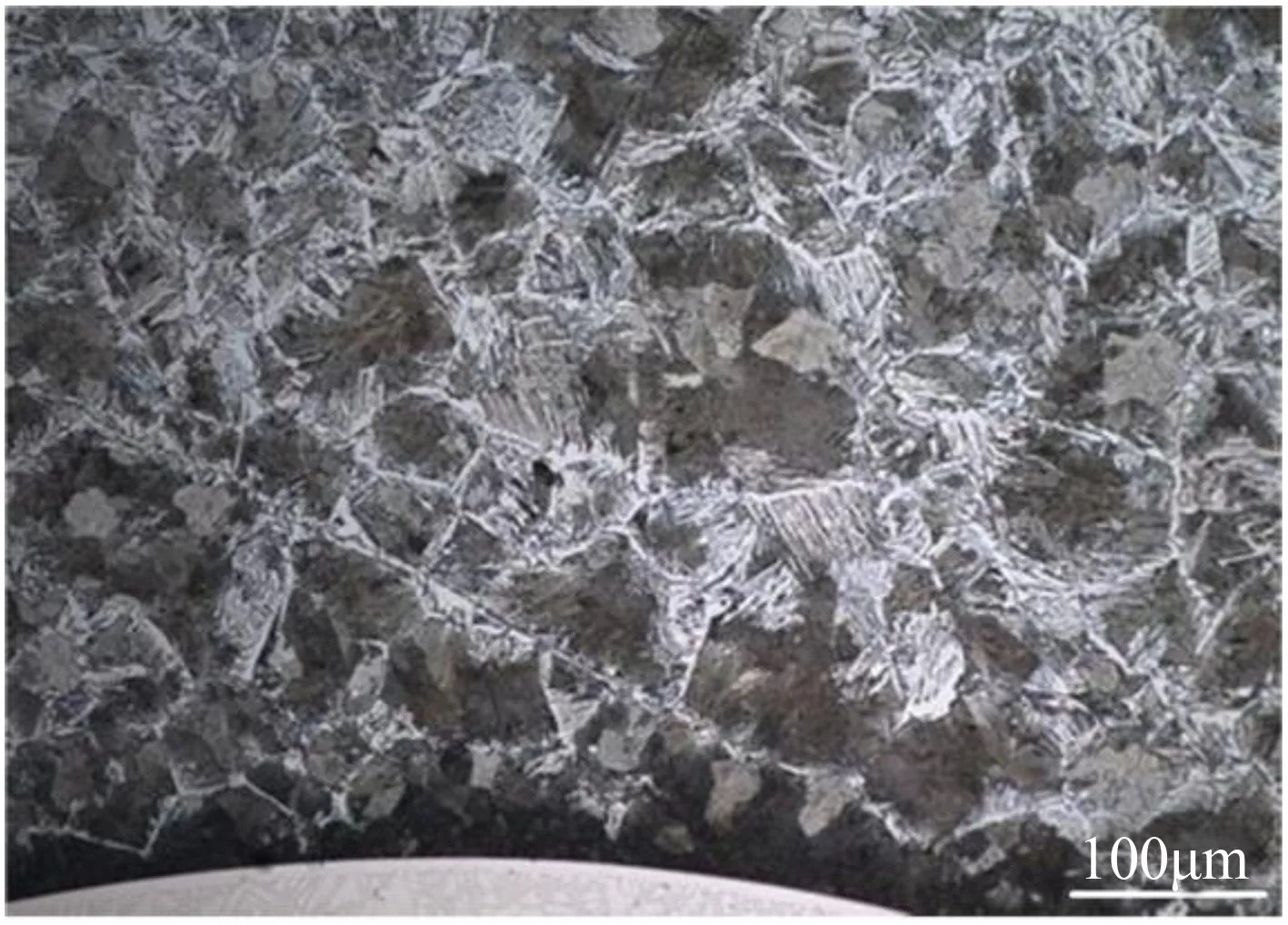
圖9 熱影響區顯微組織
3 結束語
通過改變焊接電流研究熱鍛模零件的堆焊組織及力學性能,最后結合對焊縫的硬度、耐磨性、金相微觀組織進行分析,可以得出以下結論。
(1)焊接電流的大小對焊縫的硬度影響較大,隨著堆焊電流的增大,堆焊層金屬的硬度也在增大,當電流為90~100 A時堆焊層硬度達到最大值,隨著電流的繼續增大,堆焊層金屬的硬度開始逐漸降低。
(2)隨著堆焊電流的增大,堆焊層金屬的磨損量逐漸減少,當電流為100 A時堆焊層磨損量最少,隨著電流的繼續增大,堆焊層金屬的磨損量也繼續增加。焊接電流在100 A左右,焊縫的耐磨性能較好。
(3)顯微組織觀察結果表明,熔合區存在明顯的焊縫和母材的分界線,焊縫存在大量的柱狀晶,熱影響區存在粗大的魏氏體組織。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
