吸氣消音器結構優化及可靠性驗證
2022-12-27 06:07:20陳冠鋒沈大園
日用電器 2022年11期
關鍵詞:分析
陳冠鋒 沈大園
(長虹美菱股份有限公司 合肥 230000)
引言
隨著家電行業競爭日趨激烈,各家電制造商更加重視產品品質及市場問題,同時市場冰箱使用壽命在8~10年左右,不同位置冰箱零部件工作環境多樣,因此對各零部件提出了較高的要求。家用電器的噪音標準現在成為各家電廠商爭取客戶的重點指標,而壓縮機[1]是冰箱主要噪音來源部件,同時吸氣消音器又是壓縮機的降噪部件,因此吸氣消音器的設計成為壓縮機降噪[2]的重要設計環節。
計算機技術和數值模擬分析[3]軟件的發展逐步將數值模擬技術應用到吸氣消音器的結構設計中成為行業趨勢。孫曉東等[4]采用理論、仿真和實驗驗證結合的方案設計一款消音器整個低頻區域降噪能力提升明顯,且壓縮機性能明顯提升。謝益新等[5]利用聲學仿真與理論計算結合同樣設計出的新結構消音器使壓縮機總體噪聲下降1.6 dB。從以上消音器結構研究中發現科研人員大多利用數值模擬技術在聲學降噪、空氣動力學的壓力分布及傳遞損失等方面的杰出能力,旨在設計出降低噪聲和提高壓縮機性能的最優化結構模型,但還少有人對其持久可靠性設計及驗證方案進行研究。
本文針對市場中出現的吸氣消音器破裂帶來的可靠性檢驗[6]不充分的問題,提出了通過仿真軟件模擬出吸氣消音器最惡劣承壓情況 ,同時分析出結構強度薄弱點;綜合各種分析結果制定出優化設計方案后,利用仿真軟件及極限試驗驗證、環境試驗檢討結構方案的可靠性[7],通過專項研究及實踐結果為吸氣消音器可靠性設計理論及實踐上提供了較完善的驗證方案。
1 吸氣消音器結構設計分析
1.1 原因分析
吸氣消音器破裂原因是多方面的,在問題篩查時發現同一批次無法復現同樣的問題,同時可能出現在壓縮機制造廠的各個環節,如搬運、安裝、裝箱等。從工作原理來說,該吸氣消音器是從吸氣口吸入冷媒后,一部分冷媒通過吸氣消音器的排氣口進入氣缸,另外一部分冷媒流到吸氣消音器的緩沖腔,冷媒經緩沖后通過吸氣消音器的排氣口進入氣缸進行壓縮,如果吸氣消聲器底部的泄壓孔不能及時泄壓透過吸氣消音器墻壁的壓力不能足夠快地平衡就會斷裂;從工作環境來說,存在振動、高溫、高濕環境影響,從試驗基礎數據上看,其中振動是吸氣消音器破裂的主要因素,如果設計時結構強度不足,在泄壓或者機械振動條件同樣會出現破裂。
1.2 優化方案設計
綜上分析確認,可通過兩種方式解決吸氣消音器破裂問題;
1)降低吸氣消音器工作過程中壁面承壓,并通過流體仿真確認降壓效果,最后進行極限過程模擬驗證及運輸試驗確認優化方案的可靠性。
2)通過增加壁厚或材質強度以提升吸氣消音器工作過程壁面承壓能力,最后采用方案一的驗證方案進行可靠性驗證。
鑒于成本、對整體設計方案影響等因素考量,本次采用方案一解決吸氣消音器破裂問題。
具體實施方案增加泄壓孔尺寸并取消吸氣膠套,改善吸氣消音器泄壓能力,降低內外壓差,解決吸氣消音器破裂問題。
1.3 有限元建模及分析
在不妨礙仿真效果的前提下對模型尖角等進行了簡化處理建立有限元模型,根據極限條件施加外部壓力條件2.4 Mpa,施加外部壓力0.7 Mpa。
結果分析:通過圖1、圖2 應變云圖發現最大變形位置與問題吸氣消音器故障位置相近,確認為強度最薄弱處。

圖1 應力應變云圖

圖2 應力應變云圖
2 改善方案驗證
2.1 仿真驗證
通過擴大泄壓孔直徑及取消吸氣膠套的方案降低產品壁面承壓,同時為對比改善方案前后壁面承壓效果,建立了改善前后仿真模型;設置相同的邊界條件:產品外殼壓力為2.4 Mpa,吸氣管入口壓力為0 Mpa,最大壓差為2.4 Mpa。
結果分析:改善前泄壓口直徑1 mm*2,外殼與內腔壓力差約0.72 Mpa,改善后吸氣消音器泄壓孔直徑2 mm*2,外殼與內腔壓力差為0.08 Mpa ;通過以上方案降低了原方案壁面承壓的88.9 % ,極大的降低了對產品壁面壓力,保證了充足的強度裕量。
2.2 極限過程模擬試驗方案驗證
對工藝管充高壓2.4 Mpa時,吸氣管為大氣壓(即吸氣口直接與大氣互通),此時消音器壓力差最大,吸氣膠套在壓機腔體內高壓作用下緊貼在壁面內表面,同時產品只有通過消音器底部兩個泄壓孔泄壓,當泄壓不及時形成高壓就會造成薄弱環節破裂;

圖3 改善前應力應變云圖

圖4 改善后壓力應變云圖

圖5 試驗過程
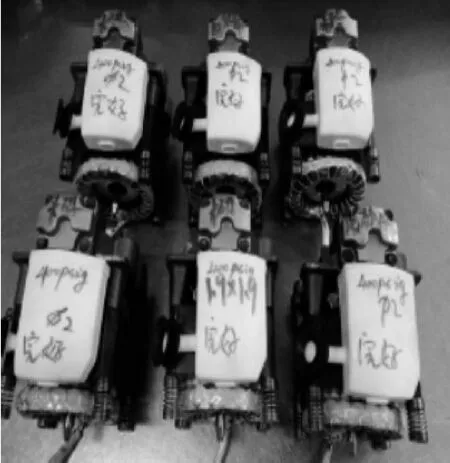
圖6 試驗結果
結果分析:通過對6臺直徑2 mm泄壓孔吸氣消音器產品承壓試驗驗證,6臺吸氣消音器外殼均無破裂發生;
2.3 運輸試驗驗證,見圖7

圖7 試驗條件
振動試驗方法:施加上下、左右、前后三個方向振動進行測試;試驗臺數:5臺。
結果分析:以上運輸試驗全部完成后,檢查拆解觀察樣品狀態:
1)試驗后樣機外觀檢查各零部件無異常,外觀完好。
2)分解檢查消音器部件,尤其對強度最薄弱區域確認無破裂,變形等不良缺陷發生。
3 結論
本文主要結合產品品質問題點其中一種優化設計討論了吸氣消音器的設計思路,并寄希望從產品工作原理及使用場景方向探討一整套的可靠性評價方案[8],以達到減少甚至杜絕至客戶端的產品品質問題的發生。
1)產品設計之初,為降低研發成本可通過數值仿真工具,初步驗證分析產品結構強度薄弱點;一般這個環節需要確認產品受力情況(受力大小、受力位置等),有確定性的數據庫后,才能做出更接近實際的仿真分析結果;本文產品受力應變位置與故障位置相近,因此提供了兩種改善思路:①降低產品壁面承壓;②改善產品材質;如改善方案選用第二種方案,那無論改善壁面結構還是增加薄弱處壁厚均提供了較準確的位置信息,縮短了再優化時間。
2)仿真驗證與試驗驗證結合的可靠性驗證方案,無論是吸氣消音器壁面承壓的仿真試驗,還是極限過程的模擬驗證及運輸試驗,均從結果上驗證了在不增加材質壁厚或改變材質的情況下改善方案的正確性及可靠性;
本文可靠性驗證方案有其不足之處,吸氣消音器破裂承壓可能是一種持久性的結果導致,因冰箱壓縮機工作一般是持久性工作且工作環境高溫潮濕,所以環境[6]對產品持久工作可靠性的驗證工作,將是下一步的研究方向。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
