一種加工超高強度鋼的絲錐
2022-12-29 07:42:24何予東葛建華
機械制造 2022年10期
□ 何予東 □ 葛建華
1.航空工業新鄉航空工業集團 河南新鄉 453000 2.河南一工專用刀具有限公司 河南新鄉 453000
1 研制背景
隨著航空航天技術的發展,對飛行器性能的要求越來越高,必須應用物理與力學性能優異的材料制造。這些材料具有熱強度高、熱穩定性好、抗腐蝕能力強等特點,通常為不銹鋼、高溫合金、鈦合金,以及復合材料等,它們均屬于難加工材料,其切削加工性很差,特別是小直徑螺紋孔精密攻絲更為困難。主要表現為攻絲扭矩大、切削溫度高、絲錐刀具磨損快、易崩刃甚至折斷。絲錐的折斷往往會造成工件報廢,增加了制造成本及生產周期。
某用戶的加工零件材料為D406A超高強度鋼,要求在零件上部φ450 mm圓周上均布加工螺紋孔16-M8-6H,用于連接上殼體,螺紋深為20 mm,孔深為22 mm。D406A鋼是我國近年來研制的一種優良的低合金超高強度鋼,具有極佳的強度與韌性,經熱處理強化后,洛氏硬度HRC可達48~52,抗拉強度不小于1.6 GPa。在該零件上進行攻絲時,由于是半封閉式加工,大量的切削熱難以從孔中排出,熱量集中于刀刃附近,切削溫度很高,加速了刀具磨損。解決的方法有兩個:一是采用進口絲錐,二是靠經驗豐富的技術師傅修磨現有的標準絲錐。前者因這些特殊絲錐價格昂貴,且訂貨周期需要3~5個月。后者則無法滿足批量生產的需要,技術師傅修磨一支絲錐僅能加工一個螺紋孔,且由于修磨的絲錐一致性差,有時甚至一個螺紋孔也加工不了。廠家也曾試用過整體硬質合金絲錐,但刀齒易崩刃、碎裂,給的后期使用帶來事故隱患,故不再使用。該零件螺紋孔的加工問題一直困擾著生產廠家,迫切需要解決。
2 絲錐設計
經生產現場了解該零件的加工情況,該螺紋孔的加工一直由鉗工師傅用絲錐手工攻絲,根據經驗控制扭矩大小。通過與操作人員交流,了解到在切削加工D406A超高強度鋼螺紋盲孔時,絲錐的切削刃負荷大,需要采用成組絲錐才能完成螺紋的加工,單支絲錐只適用于孔深不大于1.5倍孔直徑的螺紋加工。通過分析,按以下幾個步驟進行絲錐的設計。
(1) 確定加工螺紋絲錐的支數。該螺紋孔為盲孔,加工螺紋的絲錐支數取決于被加工工件的材料及螺距,工件為D406A超高強度鋼,洛氏硬度HRC為51~52,螺紋M8的螺距P為1.25 mm,可按兩三支絲錐一組進行確定。考慮到加工中的習慣及易用性,最終選定為兩支一組。
(2) 確定絲錐長度。絲錐總長度宜盡量短,以提高絲錐的剛性,絲錐校準部分的長度要盡量縮短,以減少絲錐與已加工螺紋間的摩擦,降低絲錐的切削扭矩。因此,校準部分長度取5~7倍的螺距長度,但不能小于螺紋直徑的一半,并做成0.3~0.5 mm/100 mm的倒錐。
(3) 確定切削錐部。切削錐角kr為:
kr=αcN/P
(1)
式中:N為絲錐的槽數,選為4;P為螺距,選為1.25 mm;αc為切削厚度,選為0.03 mm。
切削錐部的長度L5根據一組絲錐的支數來確定。該零件螺紋尾部長度為2 mm,故絲錐Ⅱ的切削錐長度不能超過2 mm,最終確定絲錐Ⅰ的切削錐長度為6 mm,絲錐Ⅱ的切削錐長度為2 mm。絲錐切削錐端部直徑d3應略小于螺紋底孔直徑,按下式計算:
d3=dz-(0.1~0.4)mm
(2)
式中:dz為加工螺紋底孔的鉆頭直徑,選為6.6 mm。
(4) 計算絲錐的大徑、中徑和小徑。在兩支一組不等徑絲錐Ⅰ、Ⅱ中,兩支絲錐的大徑、中徑、切削錐角和切削錐長度均不相等,只有絲錐Ⅱ才能切出完整的牙型。為了創造最有利的切削條件,必須正確分配兩支絲錐之間的工作負荷。目前最常用的分配方案是錐形負荷分配法,如圖1所示。采用這種分配方案時,兩支絲錐中,只有切削錐的端部直徑和小徑是相同的,而大徑、中徑、切削錐長度和切削錐角均不相同。絲錐Ⅱ的大徑、中徑和小徑,按標準絲錐底錐選取,絲錐Ⅰ根據絲錐負荷分配70%,中徑減小量和絲錐小徑不變,可計算出絲錐的大徑。

▲圖1 絲錐負荷分配方案
兩支絲錐的切削負荷分配百分比指在被切螺紋牙型整個面積上兩支絲錐所切下面積的百分比。這里絲錐Ⅰ的切削負荷F1分配的比為7%,絲錐Ⅱ的切削負荷F2分配的比為30%。由圖1可知,絲錐Ⅰ的大徑、中徑都小于絲錐Ⅱ相應的直徑。絲錐Ⅱ不僅沿牙型高度切除金屬,而且還沿牙型側面修光螺紋,因此可適當將絲錐Ⅰ的制造精度放寬一些。另外,為了區分絲錐Ⅰ和絲錐Ⅱ,在絲錐Ⅰ柄部切一條環槽,而絲錐Ⅱ不切槽。絲錐Ⅰ的零件尺寸如圖2所示,絲錐Ⅱ的零件尺寸如圖3所示。
(5) 確定絲錐前角、后角。一般來說,絲錐前角大,鋒利性較好,被加工表面質量好。但切削刃磨損較快,被切削螺紋的精度不夠穩定。用絲錐切削難加工材料,切削力比加工一般結構鋼大,且盲孔絲錐的切削錐部長度短,單位切削力更大。為防止切削刃磨損,絲錐前角要比一般絲錐小。標準絲錐前角一般為10°~13°,這里切削超高強度鋼材料的絲錐前角取2°。
絲錐的后角是沿切削錐用徑向鏟磨法獲得的阿基米德螺旋面。標準絲錐的后角為4°~6°,具有一定的通用性。加工超高強度鋼材料的絲錐后角取8°,主要是考慮絲錐切削刃磨損后會增大絲錐與孔壁的摩擦。同時,絲錐校準部分外徑在2/3刃背寬度上鏟磨1°后角,以進一步減少絲錐與孔壁的摩擦。
3 絲錐材料
由于D406A超高強度鋼的高溫硬度高,所以要求刀具材料也應有高的高溫硬度,即刀具紅硬性要高。一般來說,刀具的硬度應等于或大于零件硬度的2倍,這樣才能保證正常切削,同時刀具材料還應具有足夠的強度和韌性。
最初使用牌號M35、M42高性能高速鋼材料制造絲錐,攻絲孔數在2~3個,與進口絲錐的攻絲孔數10個左右相比,差距較大。使用國產粉末冶金高速鋼,攻絲孔數可提高到6~7個,已經接近進口絲錐的性能。后經多方面考察,最終選用奧地利伯樂公司開發生產的S390超級韌性粉末高速鋼,它采用世界上最先進的第三代粉末冶金技術燒結而成,相對于第一代和第二代,粉末顆粒更微細,分布更均勻,純凈度更高,相對于同等級別的其它鋼,其各項性能更好,抗疲勞強度更高,從而保證了最高的可靠性。S390鋼的化學成分見表1,V和Co的含量分別達到了4.8%和7.98%,屬于高合金化鋼種,特別適合制造高合金鋼和有色金屬的機加工刀具。S390鋼在經過熱處理淬火后,基本都達到洛氏硬度HRC68以上,抗彎強度達到4 000 MPa,顯示出優良的韌性。
4 絲錐表面涂層
為了提高絲錐性能,還應對其進行表面涂層。刀具表面涂層技術目前已經成為提升刀具性能的主要方法。刀具表面涂層主要通過提高刀具表面硬度、熱穩定性、降低摩擦因數等方法來提升切削速度,提高進給速度,從而提高切削效率,并大幅提升刀具壽命。
刀具涂層技術通常可分為化學氣相沉積和物理氣相沉積兩大類。化學氣相沉積涂層技術被廣泛應用于硬質合金可轉位刀具的表面處理,物理氣相沉積涂層技術主要應用于整體硬質合金刀具和高速鋼刀具的表面處理。與化學氣相沉積工藝相比,物理氣相沉積工藝溫度低,最低可低至80 ℃,在600 ℃以下時對刀具材料的抗彎強度基本無影響。涂層薄膜內部應力為壓應力,更適于對硬質合金精密復雜刀具的涂層。同時,物理氣相沉積工藝對環境無不利影響。目前,物理氣相沉積涂層技術已普遍應用于硬質合金鉆頭、銑刀、鉸刀、絲錐、焊接刀具等的涂層處理。
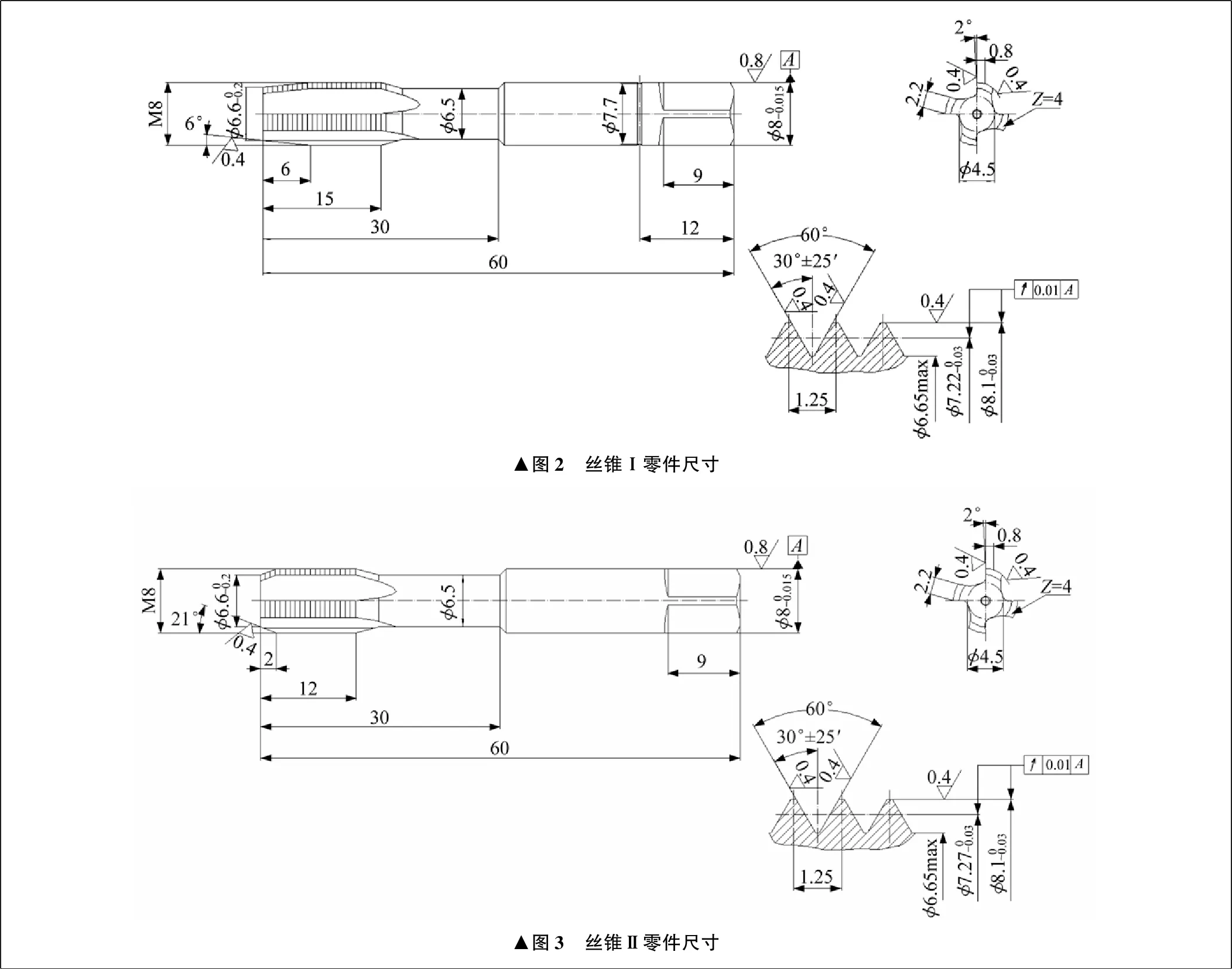
▲圖2 絲錐Ⅰ零件尺寸▲圖3 絲錐Ⅱ零件尺寸

表1 S390鋼化學成分
絲錐的表面涂層選擇行業內知名廠家歐瑞康集團巴爾查斯公司的材料。為滿足不同的切削加工要求,物理氣相沉積涂層細分為多種類型,選用TiCN涂層。TiCN涂層顏色為棕灰,涂層維氏硬度HV為2 800,涂層厚度為2~3 μm,具有較低的內應力、較高的韌性,以及良好的潤滑性能,適合要求較低的摩擦因數而硬度高的材料加工。
5 效果驗證
不等徑兩支一組的絲錐經廠家使用證明,可加工D406A超高強度鋼材料M8螺紋孔數15個左右,螺紋孔徑用螺紋塞規檢測符合要求。該組絲錐加工孔數已超過進口絲錐,而價格又低于進口絲錐,具有不錯的性價比,可完全替代進口絲錐。
6 結束語
筆者對加工超高強度鋼零件螺紋的絲錐進行設計制造,包括不等徑成組絲錐的設計,以及絲錐材料、表面涂層技術的選用。在對超高強度鋼材料進行小孔攻絲加工時,采用成組不等徑絲錐比采用標準絲錐顯著減小攻絲總扭矩。同時,在絲錐制造過程中,要嚴格控制切削錐與校準部分的徑向跳動量,以使絲錐各刀齒切削均勻,防止折斷。
這一絲錐應用效果良好。
