超高強度鋼橢球面叉形零件的切削加工工藝
2022-12-29 07:42:24黃承志
機械制造 2022年10期
關(guān)鍵詞:工藝
□ 黃承志
貴州航宇科技發(fā)展股份有限公司 貴陽 550081
1 材料概況
超高強度鋼D406A是我國自行研制生產(chǎn)的一種合金鋼,因其具有良好的塑性、沖擊韌性及高強度等特點,而廣泛應(yīng)用于航天某型號發(fā)動機及固體火箭發(fā)動機殼體的主導(dǎo)材料。
生產(chǎn)中發(fā)現(xiàn),超高強度鋼D406A經(jīng)過熱處理強化后,其洛氏硬度HRC高達48~52,抗拉強度大于1 620 MPa,切削加工較為困難。因此,對超高強度鋼D406A切削加工工藝的研究,對提高零件加工效率和加工質(zhì)量具有重要的意義。
2 材料性能
超高強度鋼D406A切削加工的難度主要由材料本身的化學成分、金相組織和力學性能所決定,其化學成分及力學性能見表1、見表2。

表1 D406A化學成分

表2 D406A力學性能
3 零件加工分析
4 加工過程設(shè)計
(1) 加工工藝方案。通過對橢球面叉形零件結(jié)構(gòu)及加工難點的分析,制定出以下加工工藝方案:① 將毛坯大端面及部分內(nèi)外圓車見光,作為后續(xù)加工的基準;② 裝夾大端內(nèi)徑,預(yù)留單邊1.5 mm余量,車小端面及外型面;③ 掉頭裝夾大外徑,預(yù)留單邊1.5 mm余量,車大端面及內(nèi)型面;④ 編制數(shù)控程序,精車小端面及外型面到圖紙要求尺寸;⑤ 編制數(shù)控程序,精車內(nèi)型面到圖紙要求尺寸,完成零件的加工。
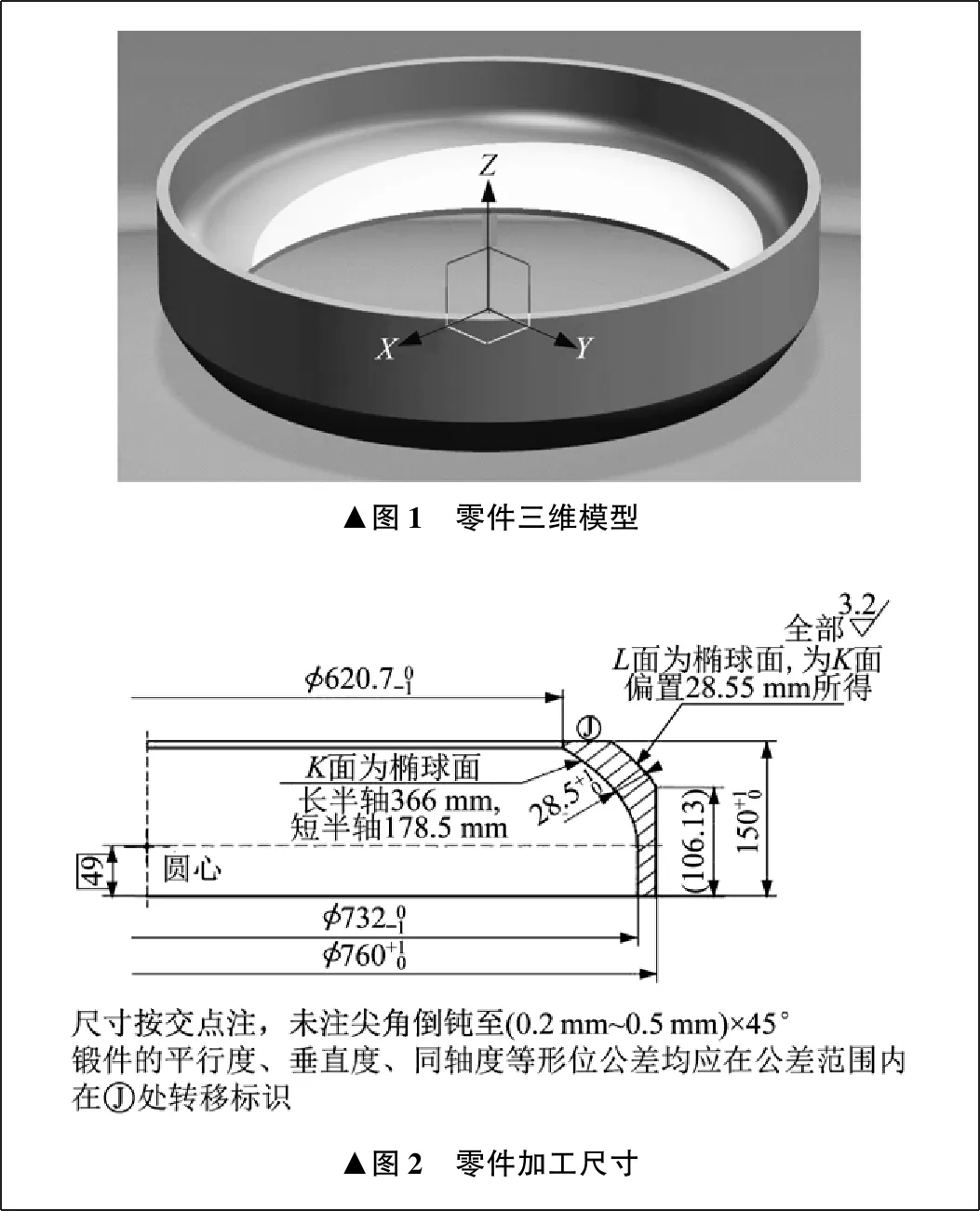
▲圖1 零件三維模型▲圖2 零件加工尺寸
(2) 選擇刀具。因在D406A鋼熱處理強化后的加工中,切削力很大,容易出現(xiàn)崩刃現(xiàn)象。所以粗車時選用抗沖擊性較強的硬質(zhì)合金刀具YG8,精車時選用涂層硬質(zhì)合金刀具CNMG120408MP。
(3) 加工內(nèi)外橢球面的數(shù)控程序。
精車小端面及外型面,Z零點為零件上端面,程序如下:
N05 T0101 M06;
N10 G40 G00 X800.000 Z50.000;
N15 G00 X618.373;
N20 Z0.284;
N25 G97 S30 M03;
N30 M08;
N35 G99;
N40 G01 X691.131 Z0.000 F0.5;
N45 G03 X692.578 Z-0.289 R1.050;
N50 X733.986 Z23.639 R183.480;
N55 X760.261 Z-44.444 R151.387;
N60 X760.500 Z-44.930 R1.050;
N65 G01 Z-154.100;
N70 X763.328 Z-155.514;
N75 G00 X800.000;
N80 Z50.000;
N85 M05;
N90 M30。
精車內(nèi)型面,Z零點為零件上端面,程序如下:
N05 T0202 M06;
N10 G40 G00 X600.000 Z50.000;
N15 G00 X743.359;
N20 Z0.284;
N25 G97 S30 M03;
N30 M08;
N35 G99;
N40 G01 X739.600 Z0.000 F0.5;
N45 X733.600;
N50 G02 X732.000 Z-0.800 R0.800;
N55 G01 Z-49.800;
N60 G03 X731.157 Z-58.327 R86.698;
N65 X718.824 Z-83.363 R95.235;
N70 X696.566 Z-104.422 R118.320;
N75 X664.614 Z-124.289 R154.431;
N80 X620.818 Z-143.981 R205.921;
N85 G01 X620.200 Z-144.221;
N90 Z-154.100;
N95 Z-156.100;
N100 G00 X600.000;
N105 Z50.000;
N110 M05;
N115 M30。
(4) 切削參數(shù)。根據(jù)零件材料、尺寸精度、表面粗糙度的要求,結(jié)合刀具手冊上推薦的切削數(shù)值,確定了刀具的切削參數(shù),見表3。

表3 刀具切削參數(shù)
5 生產(chǎn)結(jié)果驗證
經(jīng)過對橢球面叉形零件的加工工藝的研究,合理選用工藝路線、刀具和切削參數(shù)。粗車時選用低轉(zhuǎn)速、慢走刀、大切深的切削方式,精車時選用高轉(zhuǎn)速、快走刀、小切深的切削方式。在保證了零件尺寸精度的同時,還獲得了很好的生產(chǎn)效率。將毛坯質(zhì)量約為148 kg切削加工至46 kg的零件,材料去除量約為102 kg,加工時間為13.5 h。部分加工零件的關(guān)鍵尺寸及形位公差檢測見表4,加工完成的零件照片如圖3所示。

表4 關(guān)鍵尺寸及形位公差檢測
▲圖3 合格零件照片
6 結(jié)束語
實踐應(yīng)用表明,加工超高強度鋼橢球面叉形零件,可以通過編制合理的加工工藝路線,選用合適的刀具及切削參數(shù),提高生產(chǎn)的效率,降低生產(chǎn)成本,帶來很好的經(jīng)濟效益和社會效益,并且為其它超高強度鋼的零件切削加工提供參考。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
