高壓聚乙烯裝置擠壓機尾氣回收利用
2023-01-06 03:58:54郭棟荊舉祥陸聰卞帥
當代化工研究 2022年22期
*郭棟 荊舉祥 陸聰 卞帥
(山東三維化學集團股份有限公司 山東 255434)
中國石化齊魯分公司塑料廠高壓聚乙烯裝置采用荷蘭國家能源礦產公司(DSM)的無脈沖高壓管式工藝,原設計產能14×104t/a,現裝置正常負荷22t/h。裝置由調聚劑儲存、乙烯壓縮、引發劑配制及加料、聚合反應、聚合物分離及氣體循環、擠壓造粒和顆粒干燥、批量摻混等單元組成。
根據中石化系統節能減排、進一步降低裝置能耗和挖潛增效等一系列要求,技術人員通過對裝置的工藝流程進行分析,發現擠壓機后脫氣室脫除的乙烯尾氣直接放空,該部分氣體中乙烯的含量在95%以上,未進行回收利用,不僅造成資源浪費,還增加環境污染[1]。通過增加尾氣回收設施,將擠壓機脫氣室脫除的尾氣回收,送至高壓聚乙烯裝置的乙烯管線,每小時可回收乙烯尾氣20~30kg,并且在尾氣回收工藝流程中設置了相應的控制和聯鎖設施,確保新增的尾氣回收設施不影響擠壓機的正常運行。
1.尾氣回收工藝設計
(1)尾氣的性質
來自擠壓機脫氣室脫除的乙烯尾氣中乙烯的含量≥95(體積)%,操作壓力為微正壓,操作溫度≤80℃。脫氣室脫除的乙烯尾氣性質如表1所示。

表1 乙烯尾氣性質

(2)設計思路
①為保證壓縮機運行穩定,尾氣進入壓縮機之前需設置緩沖罐。②根據擠壓機的運行參數,乙烯尾氣的溫度在40~80℃,因此為了保證進入壓縮機的溫度≤40℃,減少對壓縮機膜片壽命的影響,需將該股尾氣進行冷卻,冷卻介質選用裝置內已有的循環水。③冷卻尾氣的換熱器內置于緩沖罐頂。既節約了尾氣設施占地,又方便換熱器檢修。④乙烯尾氣的氣量為20~30kg/h,所需壓縮機進出口壓差為1.4MPa,壓縮機選用隔膜壓縮機。⑤設置必要的聯鎖設施,保證尾氣回收設施不影響擠壓機的正常運行。⑥為了檢測尾氣中氧含量,新增一套氧含量分析儀。
(3)主要工藝流程
來自擠壓機后脫氣室脫除的乙烯尾氣經尾氣緩沖罐緩沖,循環水冷卻后至尾氣壓縮機,經壓縮機升壓至1.4MPa(G),升壓后的乙烯尾氣送至高壓聚乙烯裝置返回乙烯線上回收利用。
尾氣緩沖罐頂設置緊急放空,并與尾氣壓縮機進行聯鎖,當尾氣壓縮機停機或增壓機停機或壓機出口壓力高等情況時,聯鎖閥開啟,乙烯尾氣排至大氣。
主要的工藝流程示意圖如圖1所示:

圖1 尾氣回收設施工藝流程示意圖
(4)主要設備及儀表選型
尾氣回收設施的主要工藝設備為一臺尾氣緩沖罐、一臺尾氣壓縮機及一臺阻火器。
①尾氣緩沖罐選型
緩沖罐分為立式和臥式兩種型式,介質組成主要為氣體的緩沖罐一般采用立式,介質組成主要為液體的緩沖罐一般采用臥式,也可以采用立式。本次尾氣緩沖罐選用立式結構,根據工藝需要將換熱器內置于緩沖罐頂部。
尾氣緩沖罐頂部換熱器結構采用固定管板式換熱器,殼體采用Q345R,管束采用20鋼管,換熱器直徑為500mm、換熱管長度為1000mm,換熱管選用φ19×2.5mm;下部為塔式,設備主體材質:Q345R,分液罐直徑為1000mm,切線長度3000mm。
②尾氣壓縮機選型
壓縮機常用于石油化工、油田天然氣和煤氣廠的煤氣增壓輸送等,以及需要增加氣體壓力的其他場合。壓縮機一般分為容積式壓縮機和動力式壓縮機。其中容積式壓縮機分為軸驅動的往復式壓縮機(主要分為活塞式和隔膜式壓縮機[2])和回轉壓縮機(主要分為滑片式、滾動活塞式、螺桿式和渦旋式壓縮機);動力式壓縮機分為透平壓縮機和引射器,透平壓縮機又可細分為軸流透平壓縮機和徑流透平壓縮機(又稱離心式壓縮機)。一般按需要壓縮氣體流量、壓力以及工況特點,具體根據制造廠提供的不同類型樣本,比照常用出口壓力和流量范圍以及壓縮機自身的特點來選型。壓縮機的選型原則如下:
A.容積式的活塞式壓縮機多適用于高壓場合;B.透平式(離心式和軸流式)壓縮機多適用于大流量場合;C.回轉式壓縮機兼有活塞式和透平式壓縮機的特點,但因其壓力和排氣量有限,多適用于中、小流量的場合;D.在氣量調節方面,離心式壓縮機比活塞式壓縮機有著較寬的調節裕度,軸流式壓縮機則介于兩者之間;E.噴射式壓縮機由于效率較低,工業上很少用作壓縮機,多用于抽真空場合。
根據尾氣壓縮機的小流量、低揚程以及乙烯尾氣易燃易爆的特點,本次壓縮機選用隔膜壓縮機,壓縮機主要參數見表2。

表2 尾氣壓縮機主要設計參數
按照GB50058-2014《爆炸危險環境電力裝置設計規范》,尾氣壓縮機附近為爆炸性氣體環境危險區域2區,電氣設備防爆等級為ExdⅡBT4,防護等級為IP55。
為了保證隔膜壓縮機機組運行穩定,隔膜壓縮機設置如下報警及聯鎖措施[3]:
A.缸體部件膜片破裂保護,當膜片破裂時,控制系統報警并停機。B.吸氣壓力保護,當吸氣壓力過高或過低時,控制系統報警并停機。C.排氣溫度高保護,當排氣溫度高于設定值時,控制系統報警并聯鎖。D.排氣壓力高保護,當排氣壓力高于設定值時,控制系統報警。E.裝置的擠壓機停機時,聯鎖停隔膜壓縮機。
③阻火器選型
阻火器是一種用來阻止易燃氣體和易燃液體蒸汽的火焰蔓延的安全設施。一般安裝在輸送可燃氣體的管道中,或者通風的槽罐上,阻止火焰(爆燃或爆轟)通過。阻火器也可以使用在有明火設備的管線上,以防止回火事故。阻火器按阻火性能可劃分為爆燃型、穩定爆轟型及非穩定爆轟型;按用途分為儲罐阻火器、加油站阻火器、加熱爐阻火器、火炬阻火器、放空管阻火器、煤氣輸送管阻火器等;按安裝位置分為管端阻火器、管道阻火器;按阻止火焰速度分為防爆燃阻火器(能阻止以亞音速傳播的爆炸火焰通過)、防爆轟阻火器(能阻止以沖擊波為特征、以超音速傳播的爆炸火焰通過);按氣體分級分為適用于I級氣體的阻火器、適用于IIA級氣體的阻火器、適用于IIB級氣體的阻火器、適用于IIC級氣體的阻火器。
阻火器主要由殼體和濾芯兩部分組成。殼體應具有足夠的強度,以承受爆炸產生的沖擊壓力。濾芯是阻止火焰傳播的主要構件,常用的有金屬網濾芯和波紋型濾芯兩種。金屬網型濾芯用直徑0.23~0.315mm的不銹鋼或銅網,多層重疊組成。目前國內的阻火器通常采用16~22目金屬網,為4~12層。波紋型濾芯用不銹鋼、銅鎳合金、鋁或鋁合金支撐。波紋型阻火器能阻止爆燃的猛烈火焰,并能承受相應的機械和熱力作用,流動阻力小,易于清洗和更換。
在本系統中,阻火器安裝在管道頂端,選用管道型阻火器。
④主要儀表選型
A.現場溫度測量儀表選用雙金屬溫度計,遠傳溫度測量儀表選用鎧裝熱電阻。B.現場壓力測量儀表選用不銹鋼壓力表,遠傳壓力測量儀表選用智能型壓力變送器,變送器為二線制4~20mADC(疊加HART通訊信號)輸出。C.流量測量儀表選用質量流量計。D.現場液位測量儀表選用玻璃板液位計,遠傳液位測量儀表選用智能型雙法蘭液位變送器,變送器為二線制4~20mADC(疊加HART通訊信號)輸出。E.切斷閥選用氣動O型球閥,允許泄漏量符合ANSI CLASS V級,配套閥位回訊開關,配彈簧返回式單作用氣缸式執行機構。兩位三通電磁閥采用防爆低功耗≤4W電磁閥(不銹鋼材質316),電源:24VDC。F.安全柵選用隔離式安全柵。G.為了檢測尾氣中氧含量,新增一套氧含量分析儀,氧含量測量選用激光分析儀。氧含量分析儀精度為PPM級。H.電纜選用阻燃型聚乙烯絕緣聚氯乙烯護套銅絲編織分屏、總屏儀表信號軟電纜,截面積不宜小于1.5mm2。信號電纜穿線管選用鍍鋅鋼管。I.爆炸危險區安裝的電子式儀表,必須符合該區的防爆要求,優先選用本安型儀表。本安儀表防爆等級不低于ExiaⅡBT4,隔爆儀表防爆等級不低于ExdⅡBT4。就地儀表的防護等級不低于IP55,遠傳儀表的防護等級不低于IP65。
(5)尾氣回收單元設計要點
①在乙烯尾氣緩沖罐頂部設置冷卻器,防止擠壓機脫氣室尾氣的溫度過高,對壓縮機產生影響。②尾氣緩沖罐設置安全閥,防止大量尾氣排放時,造成緩沖罐超壓。③由于尾氣的氣量小,壓縮機選用隔膜壓縮機,隔膜式壓縮機具有密封性能高、氣缸不需要潤滑、壓縮比高、散熱性能良好、占地小等優點[4]。④當壓縮機入口壓力低或壓縮機出口壓力高時,聯鎖停機,同時打開尾氣放空聯鎖開關閥,避免對擠壓機的正常運行造成影響。⑤尾氣放空出口管線設置氮氣吹掃管線,正常生產時,小流量的氮氣對管線進行持續吹掃,保證管線內壓力為微正壓,防止空氣進入放空管線。⑥緊急放空管線頂端設置阻火器,保證聯鎖放空時工藝本質安全。⑦尾氣回收單元靠近擠壓機布置,減少壓縮機入口管線長度。⑧尾氣回收設施占地17m2,其中尾氣壓縮機頂部設置頂棚。
(6)公用工程消耗
尾氣回收設施的公用工程消耗量及使用要求見表3。從表3可以看出,主要的公用工程消耗為電耗,消耗量為15kW;其次為氮氣,消耗量為5Nm3/h。
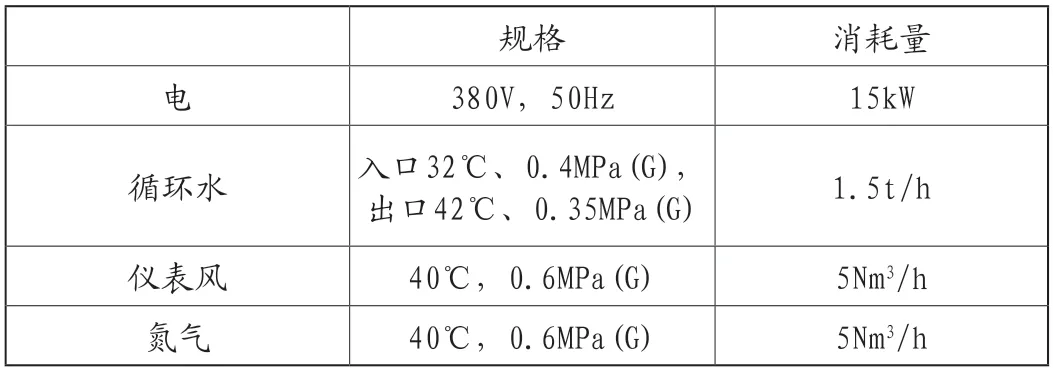
表3 尾氣回收設施公用工程消耗量
2.尾氣回收單元實施效果
尾氣回收設施利用高壓聚乙烯裝置檢修期間進行施工,項目工期為5個月,項目投用后,尾氣回收設施與擠壓機同步運行,系統運行平穩,正常運行期間,乙烯尾氣全部進行回收,且對擠壓機的正常運行無影響,實現了對乙烯尾氣的回收利用,減少了大氣污染。
3.效益計算
尾氣回收設施年操作時間按8400h計,公用工程消耗量計算結果如表4所示。

表4 尾氣回收設施消耗量計算
本項目實施后,主要的消耗的公用工程為電耗和氮氣消耗;項目實施后,每年增加的能耗為3.64t標油,每年公用工程消耗的費用約為12.23萬元。每小時可以回收乙烯尾氣氣體20~30kg(根據生產產品牌號不同,尾氣流量不同),每年可回收乙烯尾氣168~250t,每噸乙烯尾氣按6500元計,每年可增加年收益約109~162萬元。尾氣回收設施改造費用按140萬元計,投資費用回收期約一年,經濟效益相當可觀。
4.結論
(1)通過增設尾氣回收設施,將高壓聚乙烯裝置擠壓機后脫氣室脫除的乙烯尾氣進行回收利用,減少了大氣污染。(2)根據尾氣排放量和回收壓力的要求,壓縮機選用隔膜壓縮機,隔膜式壓縮機具有密封性能高、氣缸不需要潤滑、壓縮比高、占地小等優點。(3)為了保證尾氣回收系統穩定,隔膜壓縮機設置必要的聯鎖設施。(4)阻火器選用阻爆轟型,安裝在管道頂端,防止排空時發生火災。(5)該尾氣回收設施投用后,運行穩定,每小時可以回收乙烯的量為20~30kg,每年可增加年收益約109~162萬元,一年可以收回投資,既滿足了環保要求,又增加了企業效益。
