基于Kriging模型的工業機器人定位精度補償方法
2023-01-07 07:19:02張德權吳錦輝劉海濤
河北工業大學學報 2022年6期
柳 松,張德權,吳錦輝,張 寧,劉海濤
(河北工業大學 機械工程學院,天津 300401)
0 引言
隨著工業自動化水平的提高,工業機器人逐漸成為自動化生產領域的核心裝備[1]。定位精度是影響工業機器人性能的重要指標之一,包括重復定位精度和絕對定位精度。與重復定位精度相比,工業機器人的絕對定位精度更低,因此其更能反映機器人性能的好壞。影響工業機器人重復定位精度的因素有很多,如加工制造精度不足、工作環境溫度、負載變化以及運動學參數誤差等等。工業機器人在運行過程中的結構磨損、材料老化、齒輪齒隙變大等也會造成工業機器人的絕對定位精度會逐漸降低,從而影響產品的加工制造精度,而采用誤差補償方法提高工業機器人的絕對定位精度是一種行之有效的方法[2]。
在工業機器人末端的定位誤差來源中,80%~90%是機器人運動學參數誤差所引起的定位誤差[3]。因此在對工業機器人進行誤差補償時,主要通過對運動學參數的補償來提高機器人的絕對定位精度。針對工業機器人的精度補償,已有不少學者開展了相關研究。王一等[4]以修正的D-H模型(即MD-H模型[5])為基礎,提出一種基于相對定位誤差的工業機器人誤差補償模型,并考慮機器人負載和自重造成柔度誤差的影響,對工業機器人進行誤差補償。周煒等[6]在傳統機器人參數標定方法的基礎上,提出一種基于空間插值的工業機器人精度補償方法,并利用試驗對方法的正確性進行了驗證。該方法通過對工業機器人的工作空間進行網格劃分,并根據定位誤差相似度,實現對工業機器人的精度補償,但當立方體網格太大時,該方法的補償精度有所下降。洪鵬等[7]提出一種基于空間網格化的工業機器人變參數誤差模型,并利用激光跟蹤儀對KUKA機器人進行運動學標定,驗證了方法的補償效果。該方法考慮了工業機器人的定位誤差在空間分布不均勻以及連桿柔度誤差,但網格劃分的數量極大地影響了該方法的補償效果。齊飛等[8]基于工業機器人的位姿誤差模型,通過冗余參數分析和最小二乘法修正了機器人的幾何參數,并通過迭代補償提高工業機器人的定位精度。該方法增加了機器人幾何參數辨識的魯棒性和準確性,但其在x坐標方向和y坐標方向的補償精度較低。Wang等[9]利用神經網絡的自學習能力和容錯性好的特點,提出一種基于神經網絡的工業機器人定位誤差估計方法,并進行仿真驗證。神經網絡模型能夠有效地提高工業機器人的定位精度,并具有實時性,但神經網路的訓練需要大量的數據,在進行實際應用時增加了測量工作。Chen等[10]考慮到工業機器人的絕對定位誤差與x,y,z軸上的定位誤差具有空間相似性,提出一種基于co-Kriging的精度補償方法,并以航空鉆孔機器人為研究對象進行了實際補償試驗。Zeng等[11]提出一種基于誤差相似度的機器人誤差補償方法,利用半方差函數對工業機器人定位誤差進行量化,并結合激光跟蹤儀進行了試驗驗證。該方法在一定程度上提高了工業機器人的絕對定位誤差,但該方法的補償效果受到半方差函數類型的影響。
針對上述問題,本文提出一種基于Kriging模型的工業機器人定位精度補償方法。該方法根據工業機器人的名義位置及對應的定位誤差,建立兩者之間的Kriging模型,進而預測工業機器人在工作空間任意位置的定位誤差。將預測的定位誤差逆補償至名義位置上,從而對工業機器人進行精度補償,提高工業機器人的絕對定位精度。該方法可全面考慮各種影響工業機器人定位精度的因素,建模過程簡單,補償精度高,適用廣泛。
1 工業機器人定位誤差模型
1.1機器人運動學分析
D-H模型[12]常用來對工業機器人進行運動學分析。設ai表示連桿i的長度,di表示連桿i-1到連桿i的偏置距離,αi表示連桿i的扭角,θi表示關節i的轉角,則連桿i-1到連桿i的齊次變換矩陣Ai可描述為

引入姿態矢量和位置矢量,式(1)可轉變為

式中:ni,oi,ai為3個姿態矢量,表示連桿i的坐標系相對于連桿i-1坐標系的方向余弦;Pi為連桿i相對于連桿i-1的位置矢量。
對于n自由度的工業機器人,機器人末端坐標系相對于機器人基坐標系的變換矩陣為

1.2 定位誤差模型
由1.1節描述可知,齊次變換矩陣Ai依賴于它的4個參數ai、di、αi和θi。當工業機器人運動時,根據微分理論,對式(1)兩邊取微分,可得

由式(1)和式(4)可得,Qa,Qα,Qd和Qθ分別可表示為

式(4)也可表示為dAi=Ai·δAi,δAi為Ai的誤差矩陣,其表達式為

將式(5)代入式(6)可得

式中:cαi、sαi分別為cosαi、sinαi的縮寫;δxiA、δyiA和δziA表示相對于i關節坐標系各坐標軸的旋轉誤差;dxiA、dyiA和dziA表示相對于i關節坐標系各坐標軸的位置誤差。
根據式(7)可得,相對于i關節坐標系各坐標軸的位置誤差矢量和旋轉誤差矢量分別為

參照式(4),相對于i關節坐標系的位置誤差可用位置矢量Pi的微分形式表達,即

對于六軸工業機器人,Δθ、Δa、Δα和Δd均由6個元素組成的矢量,當工業機器人轉動時,a、α和d中的元素均為常數,只有關節轉角θ為變量。因此,機器人末端的位置誤差ΔP可表示為關于θ的函數,即

2 基于Kriging模型的定位精度補償
2.1 Kriging基本理論
Kriging模型是以變異函數理論為基礎,并基于協方差函數對隨機場進行建模和預測的回歸算法[13]。其表達式為

式中:g(x)為實際函數值;f(x)為回歸函數,表示模型的全局近似;β為回歸系數;z(x)為服從正態分布N(0,σ2)的平穩高斯過程,表示對回歸模型的偏差。z(x)的協方差為

式中,Rθ(xi,xj)為樣本點xi與xj的相關函數,最常用的形式是高斯相關函數[14],其表達式為

式中:n為設計樣本空間的維數;m表示θ、xi和xj的第m個元素。
給定n維訓練樣本集x1,x2,…,xn及對應的實際響應值g,其中g=[g1,g2,…,gn]T,則對于待測點x,其Kriging預測值為

式中:β?為β的廣義最小二乘解,如式(15)所示;r(x)表示待測點x與其他訓練點xi(i=1,2,…,n)之間的相關函數向量,可由式(16)表示。

考慮到Kriging模型可以給出空間最佳線性無偏估計[13],本文采用Kriging模型建立工業機器人的名義位置與對應的定位誤差之間的映射關系,從而預測工業機器人在工作空間任意點的定位誤差。
2.2 基于Kriging模型的誤差補償
由于工業機器人零部件的加工制造誤差,齒輪尺側的間隙,機械臂與關節的柔性及結構部件的磨損等因素,造成工業機器人末端執行器實際位置與名義位置之間產生誤差,從而使工業機器人產生定位誤差。設機器人末端執行器在點P的定位誤差為e(P),其表達式為

式中:ex(P),ey(P)和ez(P)分別為P點定位誤差在x,y,z3個方向的誤差分量;ed(P)為P點的絕對定位誤差,其表達式為

由式(18)可知,P點的絕對定位誤差ed(P)是關于ex(P),ey(P)和ez(P)的函數,因此,確定P點各坐標方向的誤差之后,P點的絕對定位誤差即可求得。
根據已測得的工業機器人的名義位置Pt及對應的定位誤差e(P),并以名義位置Pt為輸入,定位誤差e(P)為輸出,建立Kriging模型,則工業機器人在工作空間的任意位置的定位誤差均可由已建立的Kriging模型進行預測。將工業機器人擬到達的名義位置輸入Kriging模型中,即可得到定位誤差的預測值e?(P)。根據得到的e?(P)對工業機器人進行誤差補償,補償后機器人所要到達的名義位置如式(19)所示。補償后的名義位置為工業機器人的實際到達點位,從而提高了工業機器人的絕對定位精度。

3 仿真驗證
對該方法進行仿真驗證時,主要考慮運動學參數誤差對工業機器人定位精度的影響。以KUKA KR150-2型工業機器人為研究對象,如圖1所示,采用基于Kriging的誤差補償方法對其進行定位精度補償,從而驗證本文所提方法的有效性。其D-H參數如表1所示。
采用KUKA KR150-2型工業機器人對本方法進驗證時,采用以下步驟。
第1步,給定工業機器人運動學參數的幾何誤差值。參考文獻[15]給定的工業機器人幾何參數誤差值,如表2所示,建立該型號工業機器人運動學誤差模型。
第2步,在工業機器人工作空間中隨機選定若干個定位點,記為工業機器人的名義位置Pt。應用表1中工業機器人的名義D-H參數進行運動學逆解,得到對應的名義關節轉角θt。

圖1 KUKA KR150-2型工業機器人結構示意圖[2]Fig.1 The structural diagram of KUKA KR150-2
第3步,將名義關節轉角θt輸入含誤差的D-H模型中,即表1和表2對應參數值相加,然后進行運動學正解,從而得到工業機器人實際到達點Pa。此時,工業機器人的定位誤差為e(P)=Pa-Pt。
第4步,以工業機器人的名義位置Pt為輸入,定位誤差的各坐標方向分量ex(P)、ey(P)、ez(P)分別為輸出,建立Kriging模型。
第5步,采用其他定位點對模型進行驗證。將待測點的名義位置P′輸入第4步建立的Kriging模型中,得到對應的定位誤差補償預測值e?(P′),比較e(P′)與e?(P′),從而判斷基于Kriging模型的誤差補償方法的有效性。
為驗證方法的正確性,對該方法進行舉例說明。采用拉丁超立方抽樣在工業機器人工作空間中隨機抽取150個定位點,然后根據上述步驟采用任意50個點的名義位置和對應的定位誤差建立Kriging模型,并以剩余100個點作為待測點,用來檢驗模型的正確性。結果如圖2所示。對比圖2a)~2c)可發現,對于含誤差的D-H模型,工業機器人在y方向的定位誤差預測值最大,最大值為1.879 3 mm,平均誤差預測值為1.574 5 mm,z方向的平均誤差預測值最小,僅為0.267 4 mm,預測結果如表3所示。由表3可知,該型號工業機器人在y方向的定位精度最差,而z方向的定位精度最好,波動范圍最小,由Kriging模型預測的單點定位誤差平均值為1.677 8 mm。Kriging模型預測的精度補償值與實際精度補償值的對比如圖2中紅線和黑線所示。從圖2中可以看出,實際的精度補償值和預測的精度補償值基本相同,且對比結果在表4有所體現。由表4可知,采用Kriging模型的精度補償方法所預測的精度補償值與工業機器人的實際精度補償值相比,單坐標方向和單點的對比誤差均小于0.01 mm,最小值均為0 mm。圖2中的藍線為采用預測的補償值對工業機器人末端位置進行補償后的結果。經過精度補償后,KUKA KR150-2型工業機器人的末端實際位置與名義位置基本重合,單坐標方向的最大誤差僅為0.008 2 mm,單點最大補償后誤差為0.008 4 mm。經過仿真驗證,基于Kriging模型的定位精度補償方法在工程上是可行的,經過補償后工業機器人的實際位置與名義位置基本重合,有效地提高了工業機器人的絕對定位精度水平。
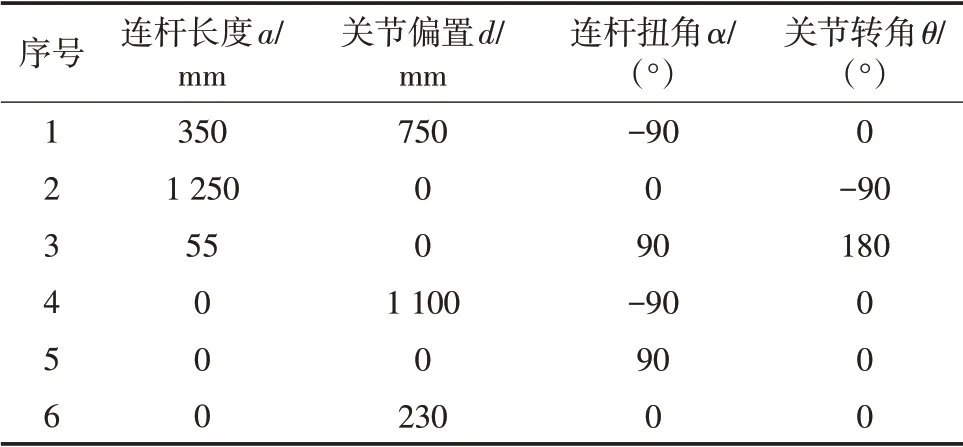
表1 KUKA KR150-2型工業機器人D-H參數表Tab.1 D-H parameters of KUKA KR150-2
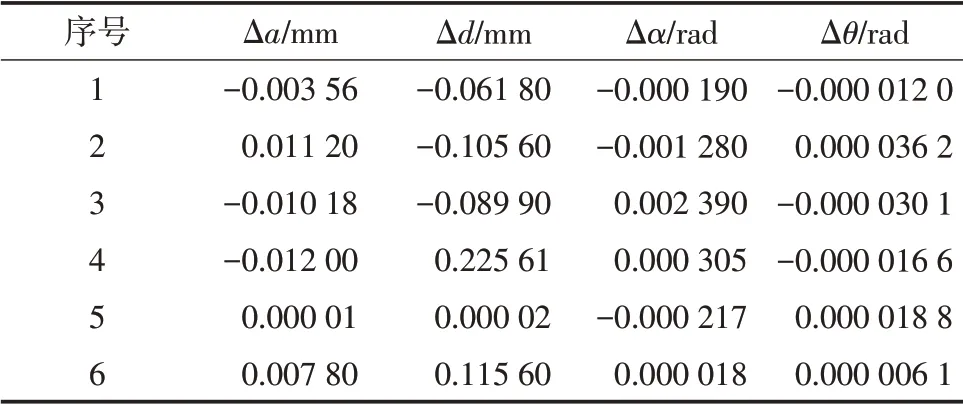
表2 KUKA KR150-2型工業機器人幾何參數誤差Tab.2 Geometric parameters error of KUKA KR150-2
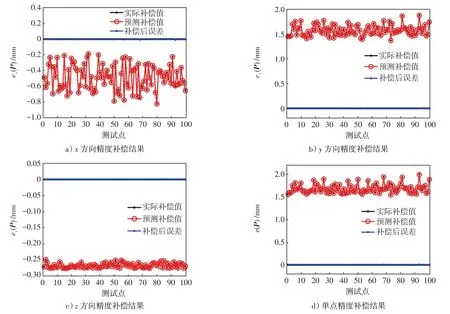
圖2 定位精度補償仿真結果Fig.2 Simulation results of positioning accuracy compensation
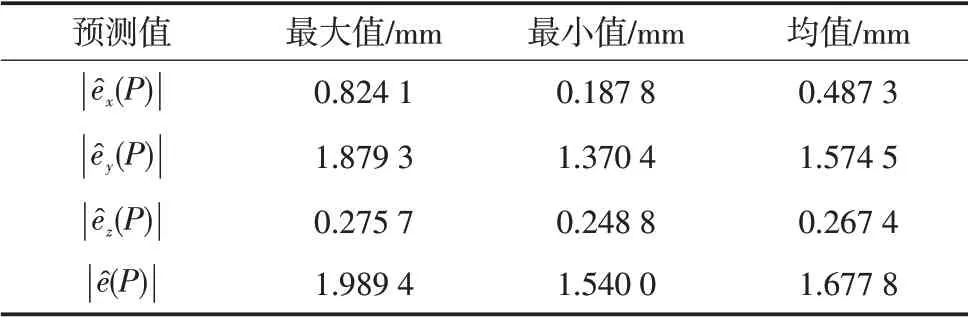
表3 模型預測精度補償值Tab.3 The value of model predicted accuracy compensation

表4 預測補償值與實際補償值的對比Tab.4 Comparison of predicted compensation and actual compensation
4 結論
本文針對工業機器人絕對定位精度低的特點,提出一種基于Kriging模型的定位精度補償方法。根據工業機器人所要到達的名義位置及對應的定位誤差建立Kriging模型,從而對工業機器人的定位誤差進行預測,進而根據預測的定位誤差對工業機器人進行精度補償。
1)與傳統的精度補償方法不同,本方法根據建立的Kriging模型預測任意位置的定位誤差,將預測值逆補償至名義位置上。根據補償后的名義位置進行運動學逆解求得對應關節轉角,使工業機器人進行運動,從而提高其絕對定位精度。
2)以KUKA KR150-2工業機器人為研究對象,對本方法進行了仿真驗證。由結果可知,工業機器人在任意點的定位誤差預測值與實際定位誤差基本相同,最大偏差僅為0.005 5 mm。經過補償后,工業機器人的絕對定位精度在單坐標方向的最大值為0.008 2 mm,單點絕對定位精度最大值為0.008 4 mm,平均值為0.001 8 mm。
3)仿真驗證時主要考慮了運動學參數誤差對定位精度的影響,在實際工作過程中,工業機器人定位精度還會受到其他因素影響,如負載變化、環境溫度和零部件磨損等,在后續工作中會進一步研究。

表5 補償后機器人實際位置與名義位置的誤差Tab.5 The error of actual position and nominal position after compensation
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
兒童故事畫報(2019年5期)2019-05-26 14:26:14
光學精密工程(2016年6期)2016-11-07 09:07:19
Coco薇(2016年2期)2016-03-22 02:42:52
核科學與工程(2015年4期)2015-09-26 11:59:03
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
