提高撓性網狀金屬基材鍍層結合力的工藝研究
2023-01-16 04:07:36肖樂銀秦海青莫培程潘曉毅陳家榮
超硬材料工程 2022年5期
肖樂銀,秦海青,陳 超,莫培程,潘曉毅,陳家榮
(1.中國有色桂林礦產地質研究院有限公司,廣西 桂林 541004;2.中國有色桂林礦產地質研究院有限公司 廣西超硬材料重點實驗室,廣西 桂林 541004;3.中國有色桂林礦產地質研究院有限公司 國家特種礦物材料工程技術研究中心,廣西 桂林 541004)
0 引言
電鍍既能賦予各種金屬或非金屬器件美麗的外觀和優異的耐腐蝕性能、耐磨損性能,又能使器件表面獲得多種特殊的功能,使之成為新型的功能材料,甚至還可作為形成某些金屬基復合結構材料的手段[1-3]。
超硬材料電鍍工具為復合電鍍在耐磨鍍層上的重要應用,基體是復合電鍍中的陰極,金屬鍍層能否完整而又均勻地覆蓋在基體表面上以及與基體能否結合的牢固,與鍍液的種類、基體的材質、幾何形狀、電鍍工藝及后處理工序有著密切的關系。隨著對硬脆材料加工質量要求的逐漸提高以及工件形狀日趨復雜,目前市場上出現了一種撓性磨具,它有兩個顯著特點,一是撓度大,二是具有間斷工作面。其電鍍基材呈網格狀,這種電鍍磨具在磨削過程中不僅柔軟、撓性好,而且自潤濕性能好,可以消除發熱堵塞現象,在國內外已經廣泛用于光學玻璃透鏡、寶石、實驗樣片的研磨拋光工序上[4]。但在磨削過程中,間斷工作面(也稱磨削小單元)很容易脫落[5],因此對其鍍層結合力提出了較高的要求。
1 鍍層的形成及結合方式
電鍍鎳溶液中的金屬鎳離子在陰極上獲得電子被還原為金屬原子,并均勻覆蓋在基體表面,形成鍍層。其過程一般分為三個連續的步驟[6](圖1):① 金屬鎳的水化離子由鍍液內部移動到陰極基體界面處,即物質的傳遞步驟;② 金屬鎳離子失去水化膜,并在陰極表面獲得電子還原成金屬原子,形成失水的吸附原子;③ 金屬鎳原子排列成一定構型的金屬晶體,分成核和生長兩個過程,即生成新相步驟。
金屬基體與預鍍層之間的結合形式,主要有三種[7]:① 機械鑲嵌作用;② 金屬鍵結合;③ 范德華力結合。
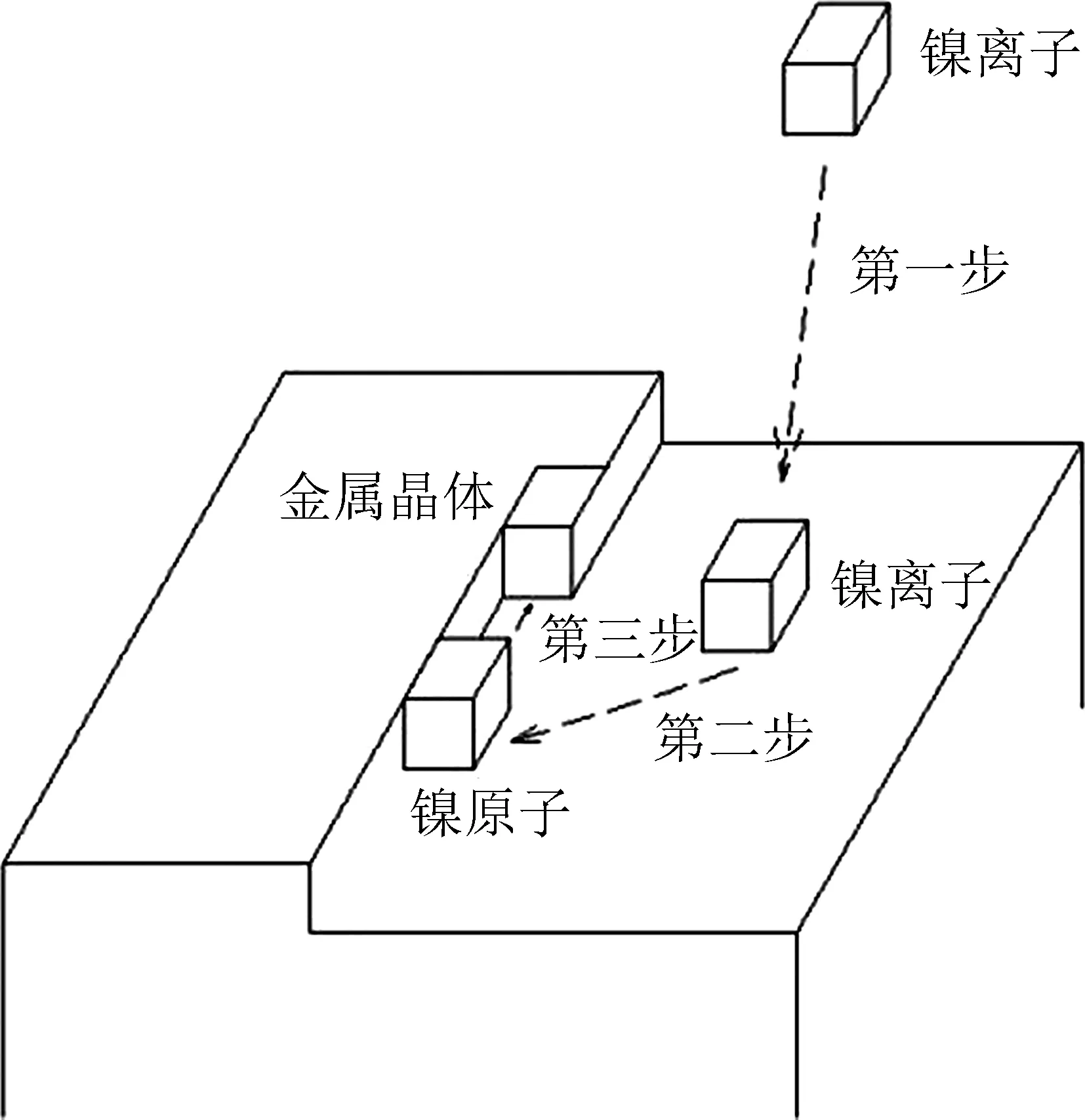
圖1 鍍層形成過程示意圖Fig.1 Schematic descriptionmap of formation process for plating layer
2 實驗條件及方法
2.1 鍍液的基本組成及工藝條件
本實驗采用的兩種電鍍鎳溶液除主鹽不同外,其余成分一致,鍍液組成如表1所示。其中,pH值為3.5~4.8,溫度為30℃~55℃。
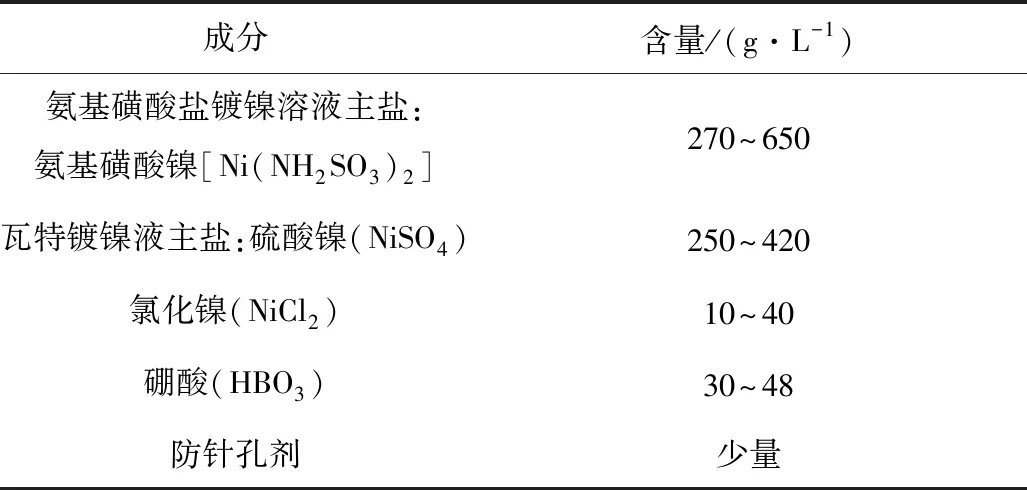
表1 鍍鎳溶液的組成Table 1 The composition of nickel plating solution
2.2 工藝流程
陰極采用經過有序排布絕緣處理的300目不銹鋼網,鍍點直徑為1.0 mm,陽極為99.9%電解鎳板,電鍍過程中電流密度為1~5 A/dm2,通電時間為3.5 h。
本實驗采用的工藝流程:超聲波除油→熱水洗→有機溶劑除油→熱水洗→冷水洗→電化學強浸蝕→冷水沖洗→浸弱酸→水洗→電鍍→出槽→干燥→熱處理→性能檢測。
2.3 測試方法
測量鍍層結合力大小的方法有很多,如:劃線劃格法、彎曲法、拉伸剝離法、銼刀法、熱震法、聲像法、激光法、超聲波法、全息攝影法等,但是定量測量結合力很困難,多數方法是定性測量,作為工藝的比較或者檢查產品質量還是可行的[8-9]。本次實驗采用銼刀法(定性)和拉伸剝離法(定量),這兩種方法來綜合評定鍍層結合力的好壞。銼刀法測定鍍層結合力示意圖如圖2所示。
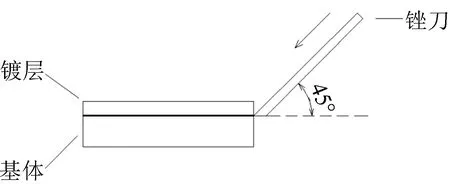
圖2 銼刀法測定鍍層結合力Fig.2 Rasp methodto test the binding force of plating layer
根據GB/T 5270-2005,采取剝離實驗法測試鍍層結合強度。將鍍點用少量焊錫焊于銅片上,放在INSTRON 5569電子萬能材料試驗機上進行拉伸試驗,根據公式(1)計算鍍層的結合強度:
P=F/S
(1)
式(1)中,P——鍍層的結合強度,N/mm2。
F——鍍層與基體剝離所需要的力,N。
S——鍍層與基體結合的面積,mm2。
3 實驗結果及分析
3.1 鍍液種類對鍍層結合力的影響
用于超硬材料電鍍工具的鍍液種類有很多,如:鍍鎳溶液、鎳鈷溶液及鐵鎳錳鍍液等。鐵鎳錳鍍液鍍層硬度高,與金剛石磨料具有很好的匹配性;而鎳鈷電鍍溶液能有效改善鍍層的平整性,但鍍層中的鈷和錳都不利于柔性基材鍍層結合力的改善[10],圖3為鍍液中硫酸鈷含量為10%時鍍層表面情況,卸下電鍍工件后即有部分鍍點脫落,鍍層結合力完全滿足不了要求。鍍鎳溶液由于鎳的硬度較高,耐磨性好,且是金剛石制造用觸媒的主要成分,對金剛石具有一定的親和力,鍍鎳溶液類型主要有瓦特型和氨磺酸型等幾種,其中,瓦特型鍍鎳溶液操作簡單,鍍液易于維護,價格低廉;氨基磺酸鹽鍍鎳溶液具有較高的鍍速,沉積速度快,它們對鍍層硬度與結合力的影響如表2所示。
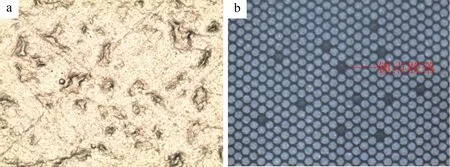
圖3 鎳鈷鍍液工件表面形貌Fig.3 Surface morphologyof Ni-Co plating solutionworkpiece(a)鍍層表面形貌(×100倍);(b)拆卸夾具后工件表面情況

表2 不同鍍鎳溶液對鍍層硬度與結合力的影響Table 2 Effect ofdifferent nickel plating solutions on hardness and binding force of plating layer
通過表2可知,氨基磺酸鹽鍍鎳溶液鍍層顯微硬度為163.5 HV,略低于瓦特鍍液的178.6 HV,韌性更好。采用銼刀法進行破壞試驗時,瓦特型鍍液電鍍層大部分鍍點在基體上剝離,而氨基磺酸鹽鍍鎳溶液對鍍層結合力的改善要優于瓦特型鍍液,這是因為氨基磺酸鹽鍍液在控制溫度和電流密度條件下,能夠得到應力較小甚至無應力的鍍層[11],而鍍層應力大在宏觀上表現為易起皮、開裂和延展性差等,因此,保證了鍍層和撓性網狀金屬基材之間有良好的結合力,綜合性能優于瓦特型鍍液,在后續實驗中均采用氨基磺酸鹽鍍鎳溶液。
3.2 鍍前處理對鍍層結合力的影響
被鍍基體表面不清潔或有油污都會降低鍍層與基體材料的結合強度,甚至根本沉積不上鍍層。因此,鍍前必須經過嚴格除油、除銹,徹底清除吸附在鍍件表面的油污。用于前處理的清洗方法有擦洗、浸泡和漂洗等,這些清洗的能力有限,有時無法清洗不銹鋼網網格中沾污物,而采用超聲波和有機溶劑除油后,不銹鋼網表面潔凈無污物,水洗后表面水膜不會立即干掉,溶液對其潤性好,金屬離子易于沉積。
不銹鋼由于含鎳、鉻含量高,其能譜圖如圖4所示,其表面具有一層隔離效果的氧化膜,主要成分為NiO、CrO、Cr2O3等,這無疑將對鍍層的沉積造成妨礙,影響鎳鍍層與不銹鋼基體之間的結合力[12-13]。因此,經過除油之后一般要進行電化學強浸蝕處理,其工藝規范如表3所示。
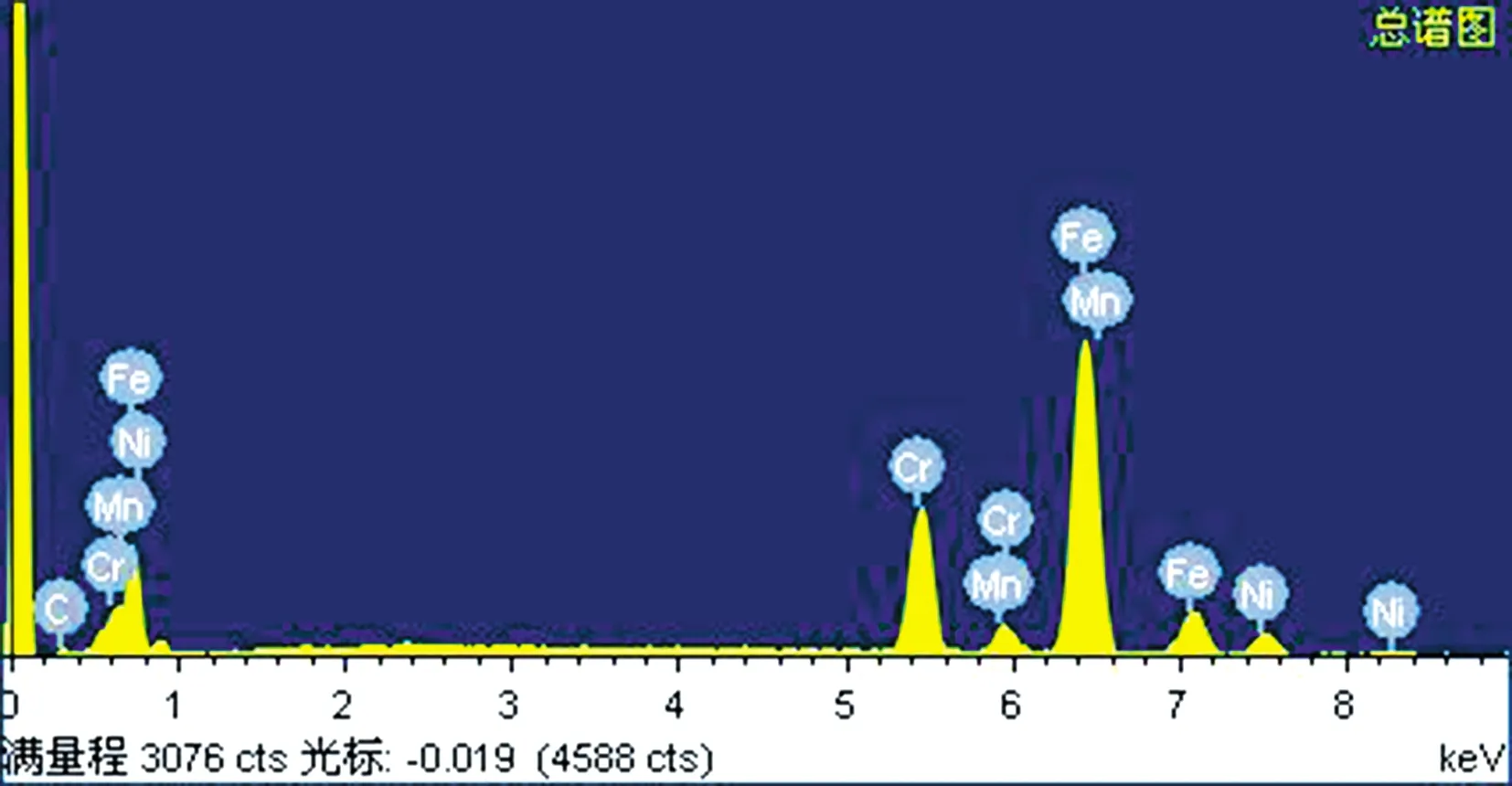
圖4 未鍍之前基體材料能譜圖Fig.4 Energy spectrum of the matrix material before plating
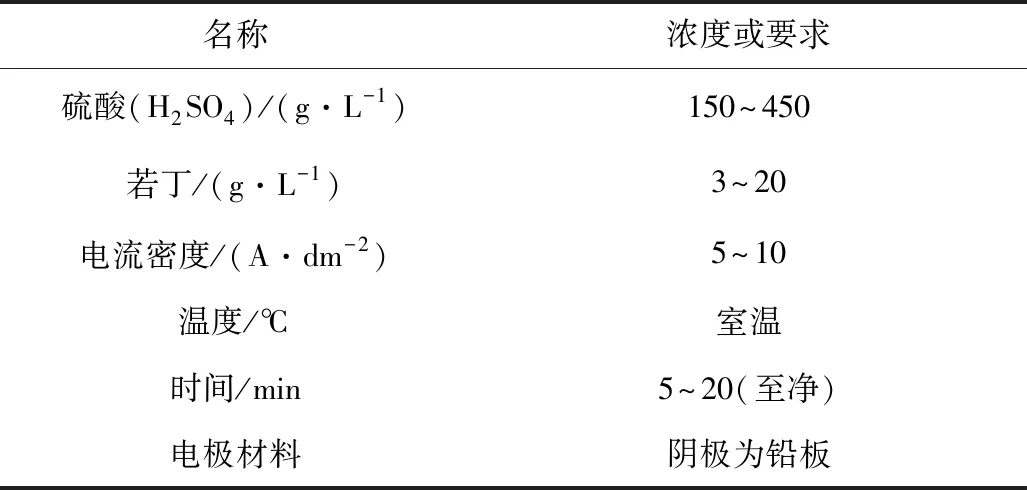
表3 電化學強浸蝕工藝規范Table 3 The process specification for electrochemicalstrong pickling
按照上述工藝流程進行電鍍實驗,對比電化學強浸蝕工序對鍍層結合力的影響,其結果如表4所示。由表4可知,通過采用電化學強浸蝕,既加速了不銹鋼表面致密氧化膜的化學溶解作用,又發揮了析出氫氣對氧化物的還原和機械剝離作用,強化了浸蝕過程,使金屬基材在電鍍之前露出晶格,電沉積金屬鎳原子與基材之間形成強烈的金屬鍵結合,鍍層與基體之間表現出非常好的結合強度。當采用銼刀法進行破壞性試驗時,大部分鍍點連同基體開裂,鍍點結合強度也由3.58 MPa提高到4.62 MPa。
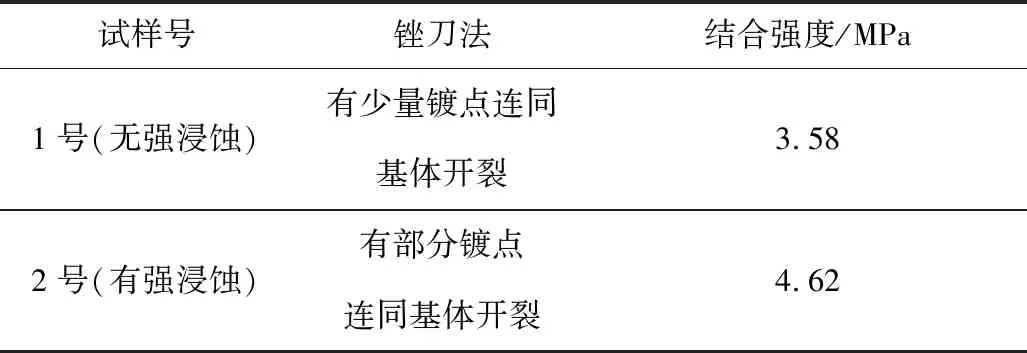
表4 電化學強浸蝕工序對鍍層結合力的影響Table 4 Effect of electrochemicalstrong pickling process on the binding force of plating layer
剝離金屬絲表面的鍍層后,其表層元素仍為鎳(圖5),說明彼此之間相互擴散,已融為一體。
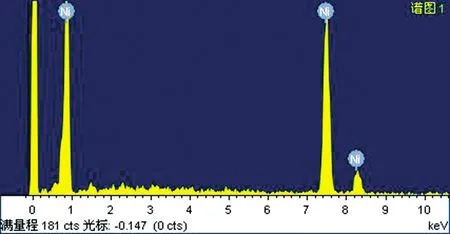
圖5 剝離鍍層后金屬絲表面能譜圖Fig.5 Energy spectrum of the metal wire surfaceafter stripping coating
3.3 電源波形對鍍層結合力的影響
通過測量可知,300目不銹鋼網孔徑為30 μm,絲徑為35 μm,厚度90 μm,難鍍系數D可用公式(2)表示:
D=L2/d
(2)
而通孔的歐姆電阻E可用公式(3)表示:
E=JL2/2Kd
(3)
式(2)、(3)中:J為陰極電流密度,L為不銹鋼網的厚度,K為電導率,d為網孔的直徑。
從(2)、(3)兩個公式可以看出[14-15],當網孔較小時,孔內歐姆電阻E增大,難鍍系數D也隨之增大,阻止鎳離子向孔內沉積。
要想在陰極上沉積出金屬,陰極極化電位必須達到某一最小值,電鍍網狀金屬時,在網的深凹部位由于電力線的影響,電流分布不均,個別部位的實際電流密度可能低于臨界電流密度,因而沒有金屬的沉積,為了改善鍍液的深鍍能力,通常采用“沖擊電流”的方法[8],用高出正常陰極電流密度的幾倍或十幾倍的大電流密度沖擊,使在短時間內陰極表面的極化增大,在凹洼處或深孔中也能達到金屬的析出電位,工件表面很快形成一層薄鍍層,再恢復正常電流密度電鍍,但沖擊電流的時間不能過長,否則電流密度過大會引起燒焦現象的產生。而采用脈沖電源,則有效克服了上述困難,其峰值電流遠遠大于平均電流,網孔內很容易達到臨界電流密度,沉積金屬鎳,同時,在脈沖電源關斷時間期間,網孔內的鎳離子濃度由于擴散而得到補充,有效的減弱了濃差極化[16],更利于沉積,深鍍能力更好。圖6為采用不同的電源波形不銹鋼網鋼絲的鍍層包裹程度。
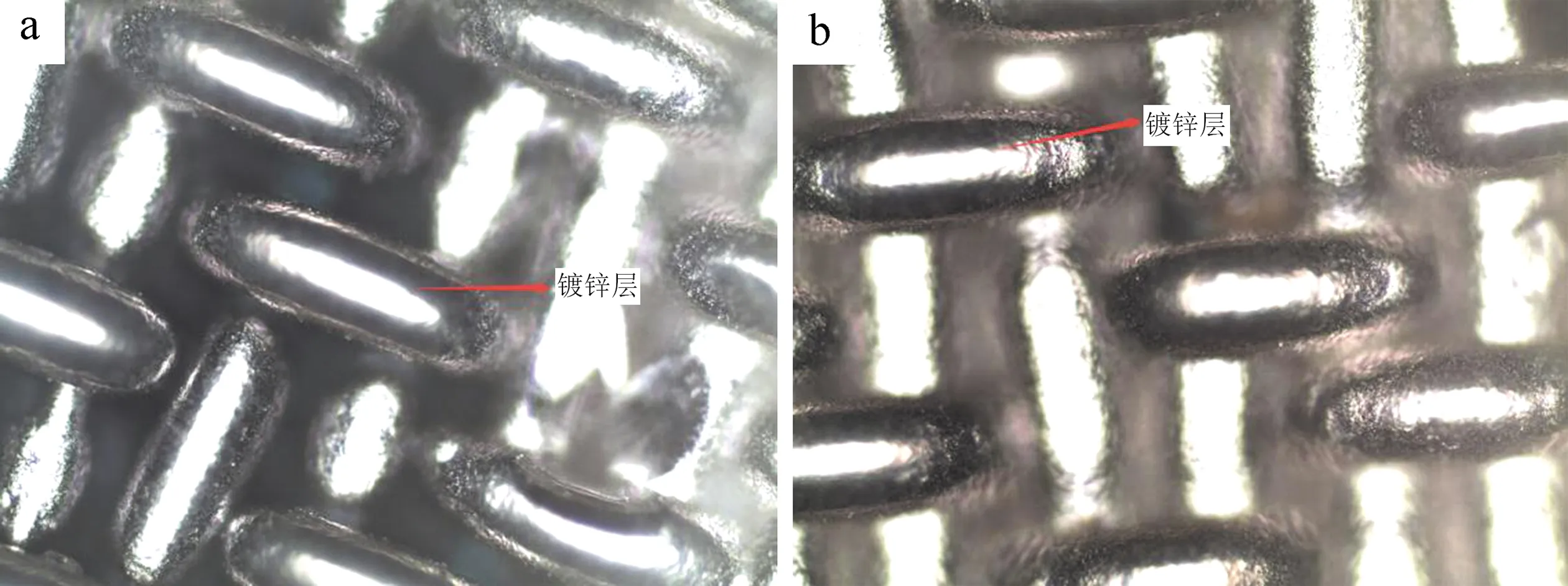
圖6 不同電源對鋼絲電鍍時包裹情況Fig.6 Wrappingsituation of steel wire during electroplating with different power supplies(a)直流電源;(b)脈沖電源
由圖6可知,采用脈沖電源鋼絲的鍍層包裹度達到70%左右,要明顯高于直流電源的50%,從而加強了鍍層與基材之間的包裹咬合作用,提高彼此之間的結合強度。
3.4 熱處理工藝對鍍層結合力的影響
在電鍍過程中,陰極析出大量氫氣,部分氫原子擴散至鍍層內部,當重新以氫氣逸出時,導致鍍層收縮,產生拉應力。同時,電鍍過程的基體會有一定的預加拉應力,從而對電鍍層界面附近產生壓應力,很容易導致鍍層產生裂紋,鍍層經打磨—拋光—腐蝕后表面形貌如圖7a所示。為改善鍍層裂紋傾向,通常采用電鍍后熱處理工藝,本實驗采用450℃下熱處理30 min,熱處理后鍍層形貌如圖7b所示,裂紋得到很好的消除,有效防止鍍層的剝離,同時,由文獻可知高溫熱處理能夠使鍍層與基體之間形成了較寬的連續堅固的金屬擴散層[17-18]。
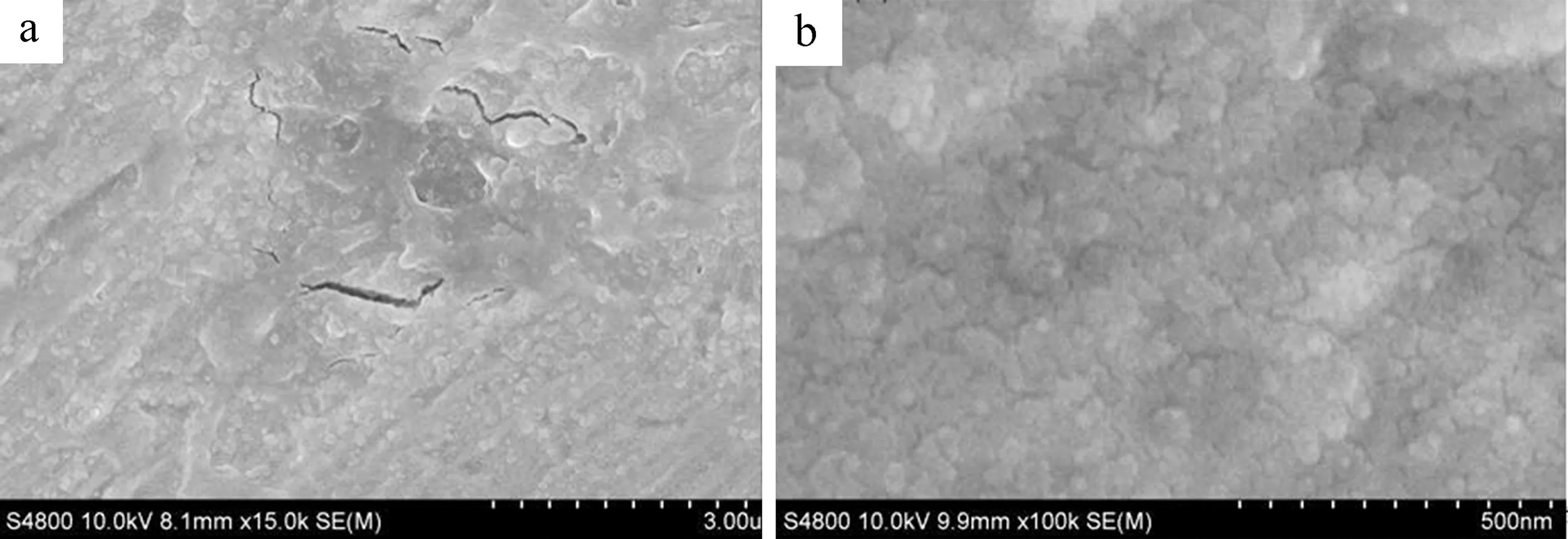
圖7 熱處理前后鍍層形貌Fig.7 The coating morphology before and after the heat treatment(a)熱處理前;(b)熱處理后
采用銼刀法和拉伸剝離法測定鍍層結合力,如表5所示,可以發現結合強度由6.92 MPa提高到7.68 MPa,所有鍍點的結合強度大于基材本身的強度,完全能夠滿足使用要求。
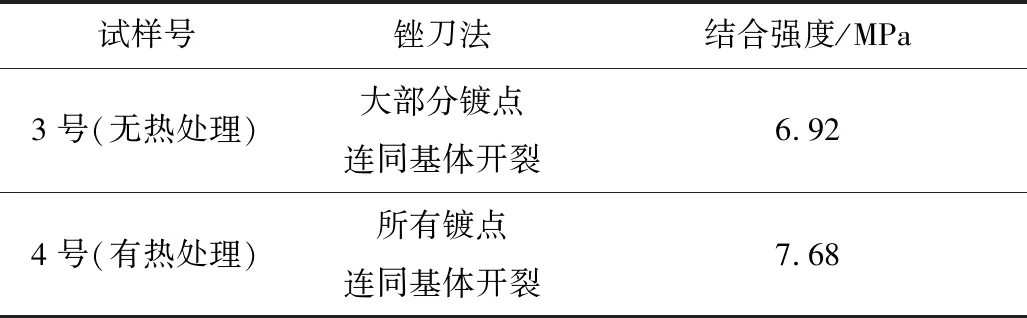
表5 熱處理對鍍層結合力的影響Table 5 Effect of heat treatmenton the binding force of plating layer
4 結論
(1)氨基磺酸鹽鍍鎳溶液電鍍層的韌性較好、內應力較小,對鍍層結合力的改善要優于瓦特型鍍液,更適合撓性網狀金屬基材電鍍。
(2)通過采用電化學強浸蝕鍍前處理工藝,電沉積金屬鎳原子與基材之間部分形成金屬鍵結合,鍍點結合強度由3.58 MPa提高到4.62 MPa,有部分鍍點能夠連同基體同時開裂。
(3)脈沖電源能有效改善鍍液的深鍍能力,相比直流電源,鋼網鋼絲的鍍層包裹程度達到70%,加強了鍍層與基材之間的包裹咬合作用,提高彼此之間的機械結合強度。
(4)在450℃下熱處理30 min,能夠有效消除鍍層內部的應力,結合強度由6.92 MPa提高到7.68 MPa,所有鍍點的結合強度大于基材本身的強度,完全能夠滿足使用要求。
