摩擦焊轉速對鍛鋼活塞組織和性能的影響
2023-01-21 02:06:54張澤洲
河南科技大學學報(自然科學版) 2023年1期
關鍵詞:焊縫
高 增,秦 震,張 勇,張澤洲
(1.河南理工大學 材料科學與工程學院,河南 焦作 454003; 2.中內凱思汽車新動力系統有限公司,河南 孟州 454750)
0 引言
內燃機因其具有高的熱效率、優異的動力性能、較寬的功率范圍及可靠耐久等優勢,廣泛應用于載重汽車、鐵路機車及船用發動機等領域[1-3]。近年來,隨著內燃機性能要求日益嚴格,對影響內燃機整體性能的活塞提出了更高要求[4]。而在活塞服役過程中,經常要承受高溫高壓的耦合作用,傳統鑄鋁活塞難以達到此條件和要求[5-6],已被更高強度的鋼制活塞所替代,但整體鍛造鋼制活塞技術難度高,因此需要合適的焊接技術制備焊接式結構活塞。
摩擦焊是一種典型的固相焊接,具有熱量輸入低、焊接效率高、焊接方便、焊接質量好、環境友好等優點[7-10],近年來得到了廣泛的應用。文獻[11]通過摩擦焊接方式將鍛鋼活塞頭部與裙部形成一個整體,并形成封閉內冷油腔。文獻[12-13]發現了38MnVS6鍛鋼活塞摩擦焊焊合區及焊縫區組織為細小的針狀馬氏體組織,且焊合區馬氏體更加致密細小,母材中的硫化物夾雜是降低接頭性能的主要原因。文獻[14]利用摩擦焊接工藝對材質為38MnVS6非調質鋼的CA6DM2活塞進行了焊接并在焊后進行高溫回火,發現焊合區組織也為細小的針狀馬氏體組織,焊后活塞基體成分、顯微組織和硬度均符合標準要求,焊縫強度大于活塞本體的強度,并且斷裂面未出現在焊縫位置。
利用摩擦焊技術可實現鍛鋼活塞的可靠連接,然而主軸轉速作為影響摩擦焊工藝的主要參數[15-17],其與焊接接頭組織和性能的聯系尚不清晰。因此,本文通過摩擦焊對鍛鋼活塞進行焊接,并系統研究了摩擦焊轉速對焊接接頭組織和性能的影響,旨在為摩擦焊技術在內燃機行業領域的應用提供技術支持。
1 試驗材料與方法
本文鍛鋼活塞選用的材料為非調質鋼38MnVS6[18],其主要化學成分如表1所示。

表1 38MnVS6非調質鋼化學成分 %
在焊接試驗前,采用DK7732型電火花線切割半成品焊接面內壁的金相試樣,經磨削、拋光、硝酸乙醇溶液進行腐蝕、清洗、吹干后,在OLYMPUS PMG3型奧林巴斯光學顯微鏡(optical microscope,OM)對其組織形貌進行觀察。焊接試驗采用AAM公司的摩擦焊機,試樣采用摩擦焊工藝參數為:轉速分別為1 000 r/min、1 141 r/min和1 210 r/min,壓力為135 MPa,保壓時間為3 s,縮短量為3.5 mm,飛輪數量為3。摩擦焊后,在萬能材料機上對不同轉速下摩擦焊后的鍛鋼活塞進行折彎試驗,每種狀態下的試樣至少測量3次。折彎試驗的判定標準為:到達或穿過焊縫中心為不合格,其余情況判定為合格。折彎試驗后,借助OM對斷裂在焊縫中間試樣的組織形貌進行觀察,并借助SM-5610LV型掃描電子顯微鏡試樣的斷口形貌進行分析,電子加速電壓為20 kV。
2 試驗結果
2.1 焊前半成品焊接面微觀組織形貌
圖1給出了焊前半成品焊接面處的金相組織形貌。從圖1a可以看出:摩擦焊之前半成品母材基體組織為典型的鐵素體(F)+珠光體(P)組織,且鐵素體主要分布在晶界上。從圖1b中可觀察到:鐵素體呈白色帶狀分布,且帶狀鐵素體附近分布著大量條狀灰色夾雜物,主要為硫化錳等夾雜物。
(a) 200×金相組織 (b) 1 000×金相組織
2.2 折彎試驗
通過折彎試驗可以發現:當摩擦焊轉速達到1 000 r/min時,試樣均從內焊縫中間斷裂,外焊縫處未發生斷裂;當增大摩擦焊轉速至1 141 r/min時,試樣在內、外焊縫處均未發生斷裂;然而,繼續增大摩擦焊轉速達到1 210 r/min時,發現部分試樣卻從外焊縫中間發生斷裂,內焊縫處均未發生斷裂。由此可見,選擇合適的摩擦焊轉速對焊接鍛鋼活塞的強度至關重要,選擇的轉速過大或者過小,均可能造成試樣的強度降低,因此對鍛件折彎試驗斷裂在焊縫中間試樣的金相及斷口形貌進行分析,以尋求不同摩擦焊轉速下試樣在焊縫中間斷裂的原因。
2.3 折彎試驗斷裂在焊縫中間焊接接頭組織分析
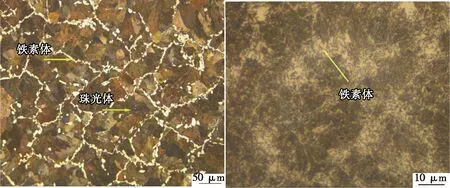
圖2為鍛鋼活塞折彎試驗在低轉速(1 000 r/min)時斷裂在內焊縫中間的焊接接頭組織形貌。焊接接頭由焊合區(焊縫)和熱影響區組成,如圖2a所示,焊縫處的鐵素體相變比熱影響區的相變更加完全,這是由于在焊接過程中,距焊縫不同距離處的加熱程度不同,即被加熱到的最高溫度不同,隨著距焊縫距離的增大,加熱程度逐漸降低,因此鐵素體在熱影響區的相變程度不完全。從圖2b中可以看出:在低轉速時,焊合區及與焊縫相鄰的熱影響區仍存在條帶狀的鐵素體,這與在低轉速時焊接溫度偏低、鐵素體未完全發生相變有關。
(a) 100×金相組織 (b) 1 000×金相組織
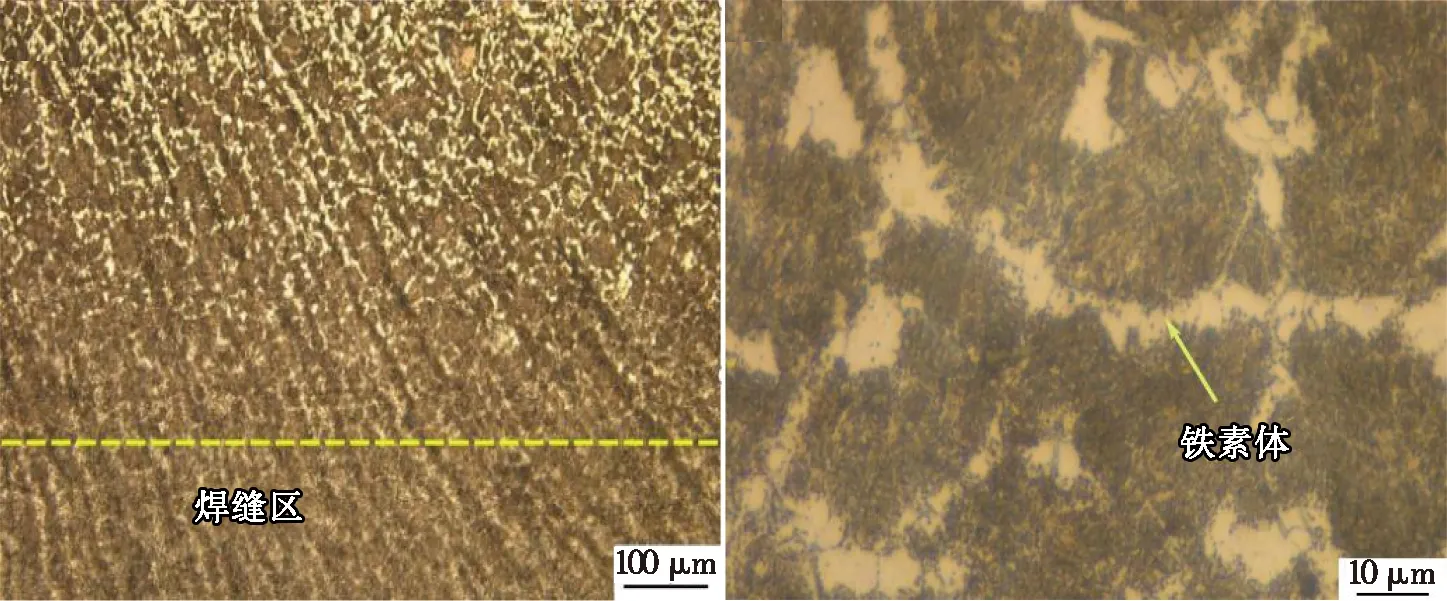
圖3為鍛鋼活塞在折彎試驗中高轉速(1 210 r/min)時斷裂在外焊縫中間的焊接接頭組織形貌。由圖3可以發現:在高轉速時,焊接溫度升高,焊縫處已無明顯的帶狀鐵素體,組織為細小的針狀馬氏體,此外還可見焊縫區存在少量黑色的條帶硫化錳。針狀馬氏體是由于焊接熱輸入過大而形成的。焊接接頭屬于局部加熱,且鍛鋼的導熱速率快,相當于快速冷卻,使得鍛鋼在局部發生淬火現象,因此也就產生了馬氏體組織。針狀馬氏體組織具有硬度高和脆性大等特點,容易使焊縫產生裂紋。

圖3 高轉速(1 210 r/min)斷裂在外焊縫中間的組織形貌
2.4 斷口形貌
使用掃描電子顯微鏡對鍛鋼活塞折彎試樣斷裂在焊縫中心以及熱影響區外的斷口形貌進行分析,其斷口形貌如圖4所示。如圖4a所示,斷裂在焊縫中心的斷口形貌,呈明顯的河流花樣的特征,表明折彎試樣在焊縫中心內的斷裂為典型的脆性斷裂。而斷裂在熱影響區外的斷口形貌則與之不同,如圖4b所示,斷口上密布著大小不一的韌窩,為典型的韌性斷裂。
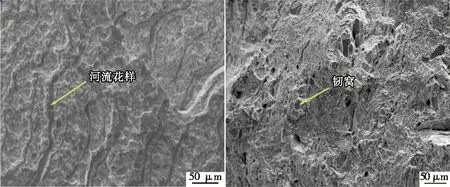
(a) 焊縫中心斷口形貌 (b) 熱影響區外斷口形貌
分別對斷裂在焊縫中心和熱影響區外的斷口進行能譜分析,其能譜分析結果如表2和表3所示,通過對表2和表3的各元素質量百分比和原子個數百分比進行對比,發現斷裂在焊縫中心部分的S元素質量百分比是斷裂在熱影響區外部分的S元素質量百分比的1.8倍以上,說明脆斷區域內存在S元素的偏析聚集。
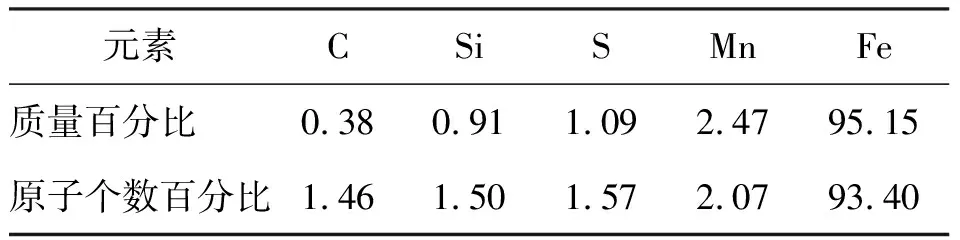
表2 焊縫中心斷口能譜數據 %
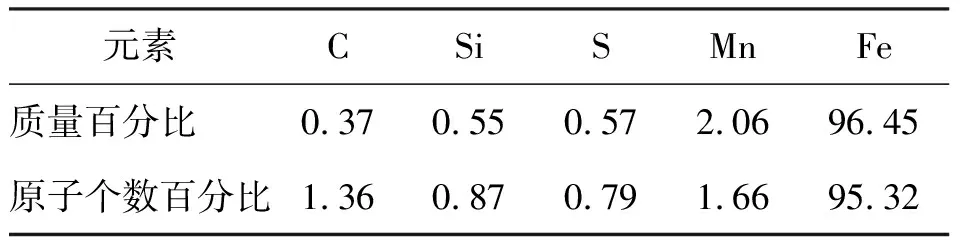
表3 熱影響區外斷口能譜數據 %
3 討論
由文獻[19-20]可知,計算金屬摩擦焊表面溫度的公式為:
T(t)=qt/(πλC),
(1)
其中:q=(πnT)/30,q為摩擦加熱功率,kW;T為摩擦轉矩,N·mm;n為摩擦轉速,r/min;λ為熱導率,W/(m·K);C為熱容量,J/K;t為摩擦加熱時間,s。
由公式(1)可知:在摩擦焊接過程中,當焊接轉矩一定時,隨著摩擦焊轉速的增加,摩擦加熱功率增加,摩擦焊接表面溫度增加。由此可知,摩擦焊轉速決定了焊接接頭的摩擦加熱過程,直接影響焊接接頭的加熱溫度,使得微觀組織存在差異,進而影響焊接質量。
從圖2b中可看出:焊前半成品摩擦焊接面區域鐵素體呈帶狀分布,由于硫化物等一般沿鐵素體晶界析出,從而導致硫化錳等夾雜物同樣呈帶狀分布,同時從表2中也證實了硫元素的存在,硫化物等夾雜物熔點較低,一般在950 ℃左右;摩擦焊接過程中的焊接溫度為1 200 ℃左右,硫化物等低熔點夾雜物熔化產生微裂紋,硫化物的帶狀分布導致焊接微裂紋呈方向性分布,折彎過程微裂紋沿帶狀方向擴展,即造成焊合區強度低于正常基體。隨著轉速的升高,焊接溫度升高,焊縫區已無明顯的帶狀鐵素體,進而使得折彎試驗中未從內焊縫中間斷裂,焊接樣品合格。因此,摩擦焊接工藝盡量采用高轉速,以提高內焊接面焊接溫度,降低帶狀組織對內焊縫的影響。然而,當轉速過高會導致外焊接面能量過大、外焊縫焊接溫度過高、過冷度增大,形成針狀馬氏體,即造成外焊縫焊接強度降低,從而導致斷裂。因此,在摩擦焊接中選擇合適的轉速十分重要。
4 結論
(1)當摩擦焊轉速達到1 000 r/min時,折彎試驗中試樣均從內焊縫中間斷裂,外焊縫處未發生斷裂;當增大摩擦焊轉速至1 141 r/min時,試樣在折彎試驗中內、外焊縫處均未發生斷裂;然而,繼續增大摩擦焊轉速達到1 210 r/min時,發現折彎試驗中部分試樣卻從外焊縫中間發生斷裂,內焊縫處均未發生斷裂。
(2)鍛鋼活塞未焊接前焊接面處存在嚴重的帶狀鐵素體。當轉速較低(1 000 r/min)時,內焊縫處的帶狀鐵素體未完全發生相變,使得硫化物也呈帶狀分布,焊接微裂紋呈方向性分布,焊合區強度降低;當轉速較高(1 210 r/min)時,外焊縫處形成針狀馬氏體,焊合區強度降低。
(3)鍛鋼活塞在焊縫中心的斷裂為脆性斷裂,在熱影響區外的斷裂為韌性斷裂。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07