消失模砂溫冷卻電控方法的研究
2023-02-06 02:40:58郭海青楊啟帆張廣偉
中國鑄造裝備與技術 2023年1期
郭海青,楊啟帆,張廣偉,劉 霞
(1.第一拖拉機股份有限公司,河南洛陽 471004;2.北京友道科技鄭州分公司,河南鄭州 450000)
消失模作為一種綠色的新型鑄造生產工藝,因生產過程簡單、砂子可以重復循環使用、干凈衛生、對環境沒有污染而得到廣泛應用[1]。消失模鑄造工藝的特點是采用了無粘結劑的干砂造型[2]。但是經過澆注后的砂子溫度都很高,消失模鑄造用砂對于溫度的控制又比較嚴格,如果不經過冷卻處理而直接利用的話,過高的砂溫會直接影響白膜的質量,從而影響鑄件的成型。因此,增加砂溫冷卻系統尤為重要,這對節約成本、節能減排具有重要意義。
1 砂溫冷卻系統工作流程
1.1 設備運行環境及技術要求
環境條件:溫度-10~45℃;環境濕度:≤95%;動力電源:380/220V±10%,50Hz±2%,三相五線制。
技術要求:進料溫度100℃通過板式砂溫調節器降至出料溫度50℃,砂處理量≥60t/h。
1.2 工作流程
①熱砂經1#斗提機出砂口流出→②砂溫調節器儲砂倉→③砂溫調節器散熱組件降溫→④密相輸送卸砂器→⑤進入2#斗提機入砂口→⑥皮帶機。
2 砂溫冷卻系統電控方法
2.1 砂溫冷卻控制系統組成
砂溫冷卻控制系統的組成圖如圖1 所示,實現對砂溫冷卻系統的閉環控制。
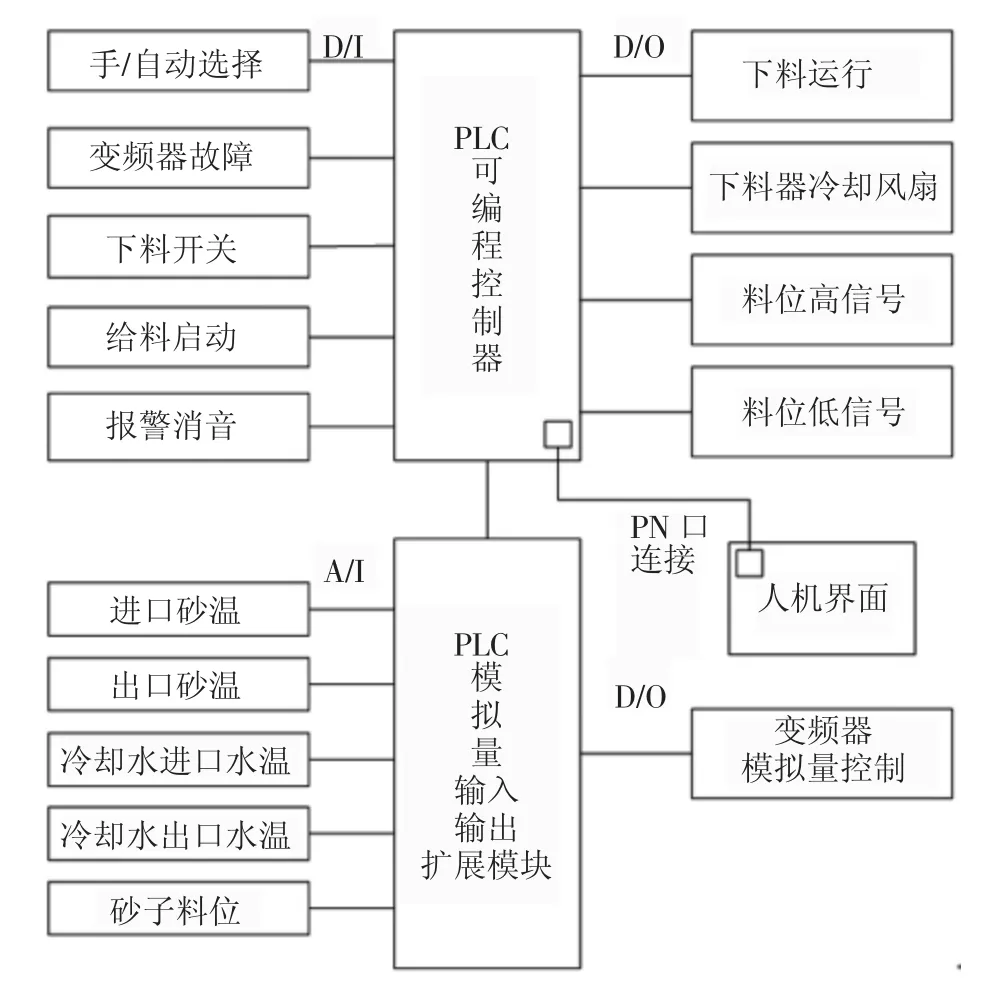
圖1 砂溫冷卻控制系統組成圖
PLC 與人機界面通過PN 口以太網連接。
數字量輸入信號:手/自動選擇,實現系統的手/自動運行狀態的切換;變頻器故障報警;下料開關;給料啟動,實現在有砂子進入砂溫冷卻系統時將信號傳送給PLC;報警消音,實現聲光報警后,對蜂鳴的消除。
數字量輸出信號:下料運行,實現砂子的下料;下料器冷卻風扇,在下料運行時,避免下料器過熱,使風扇運行;料位高信號,在料位過高的時候停止給料并報警;料位低信號,提示需要加料。
模擬量輸入信號:進口砂溫;出口砂溫;冷卻水進口溫度;冷卻水出口溫度;砂子料位。
模擬量輸出信號:變頻器模擬量控制信號,實現對變頻器頻率的實時調節。
控制系統選用PLC 可編程控制器及其模擬量輸入輸出擴展模塊。通過PLC 對設備運行狀態實現實時監控、超溫保護、上限設定、水溫和砂溫進出口溫度顯示、溫度曲線監測、上下料位顯示、報警信息提示、報警復位、聲光報警、故障查詢等功能。
2.2 砂溫冷卻 控制系統實現方法
根據消失模鑄造砂的工藝要求,在人際界面中設定出口砂溫的上限值,實時監控并采集出口砂溫,將采集的模擬信號傳送到PLC 可編程控制器中進行處理,PLC 經過與設定溫度的比較運算,控制變頻器的運行情況,從而實現對消失模鑄造砂溫度的在線實時監測及閉環控制。
電控系統的軟件部分主要包括控制程序和人機界面信息顯示及兩者的通信,控制程序主要采用梯形圖形式進行編寫,人機界面主要采用圖形化編程方法來進行編制。在變頻器中設置電機的額定功率、額定電壓、額定電流、額定轉速等參數,通過變頻器對旋轉閥電機進行控制和保護[3]。
2.2.1 PLC 控制方法
砂溫冷卻控制系統與整條消失模自動線程序實現聯鎖,可以實現整條生產線的自動運行。下料旋轉閥和型砂料位計聯鎖,可根據料位高低,自動調節轉速,使料位更穩定。PLC 預留10%的I/O 余量。
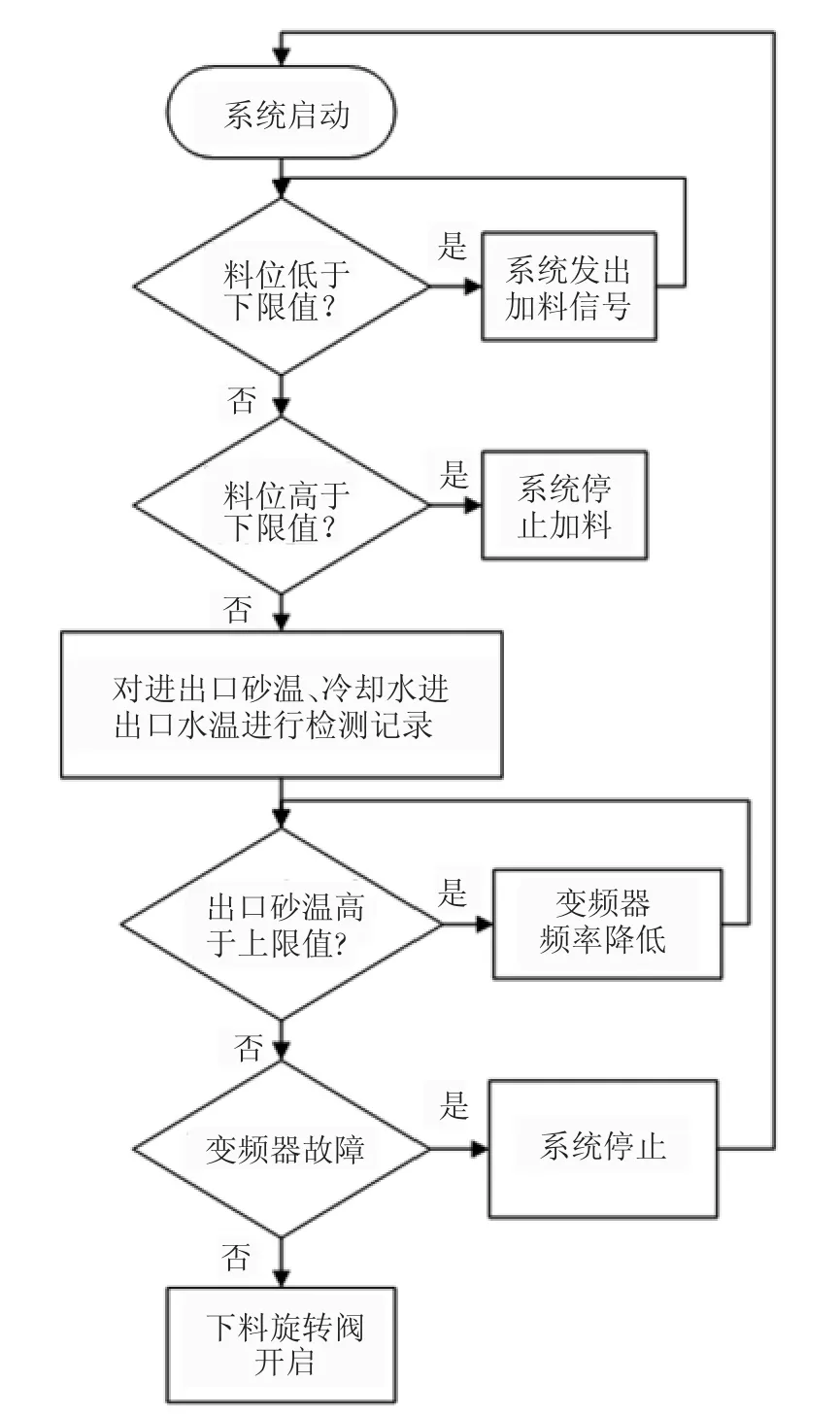
圖2 PLC 程序流程圖
砂溫冷卻控制系統的電氣控制過程如下:
(1)工作時,啟動消失模砂溫冷卻系統,在人機界面上設定出口砂溫的上限值;判斷料位是否低于下限值,若是,則向上級系統發送給料信號,直至高于下限值;判斷料位是否高于上限值,若是,向上級系統發送停止加料信號,直至滿足工藝要求。
(2)溫度傳感器及料位傳感器對進出口砂溫、冷卻水進出口溫度及料位信息進行檢測,采用變送器,將信號轉換為4mA~20mA 模擬量信號輸入到PLC,通過在PLC 中編制程序,將對應的電流信號轉換成溫度及料位信號,并在人機界面上顯示。
(3)PLC 對采集到的出口砂溫與設定的上限值進行比較,若高于上限值,則通過相應的算法降低變頻器的頻率,使得下料旋轉閥速度變慢,減緩下料速度,增加砂子的冷卻時間,使其達到工藝要求。
(4)檢測變頻器是否出現故障或者由于線路等原因對電機進行保護而輸出故障信號到PLC,PLC 對系統下達停止指令,并且再將故障信息傳送到人機界面顯示。
2.2.2 人機界面的設計
觸摸屏上顯示系統的手/自動運行狀態,設有主畫面、報警記錄畫面、調試畫面、溫度曲線1、溫度曲線2 各個畫面的相互切換按鈕,見圖3。
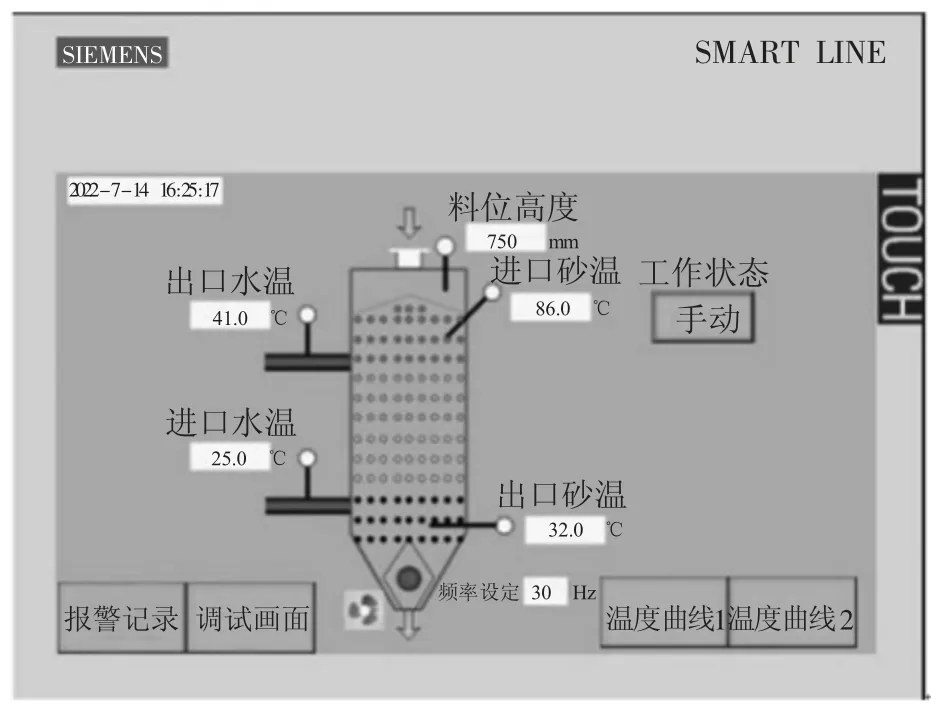
圖3 主畫面
在調試畫面中(見圖4),有料位上下限的調試窗口,可以根據生產需求去調節料位的上下限數值,直至滿足工藝要求;具有出口砂溫上限報警值的調試窗口,便于現場調試。
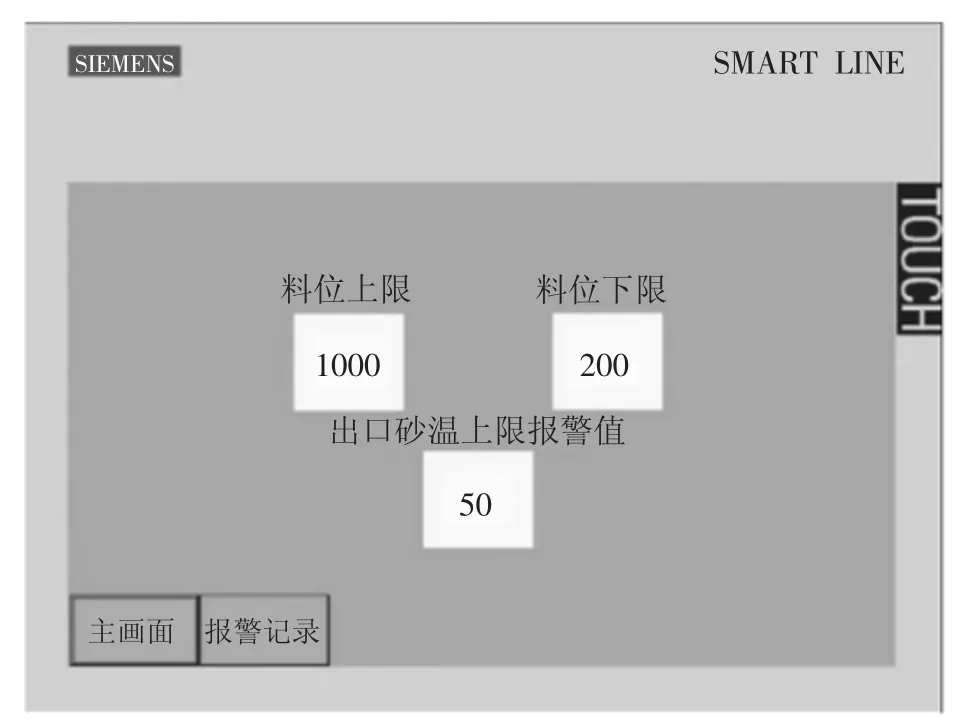
圖4 調試畫面
設有報警記錄畫面,當砂溫冷卻系統出現任何報警,不管人機界面處于任何畫面,都會跳出報警畫面,點擊報警記錄按鈕,可以查看具體的報警信息,見圖5。
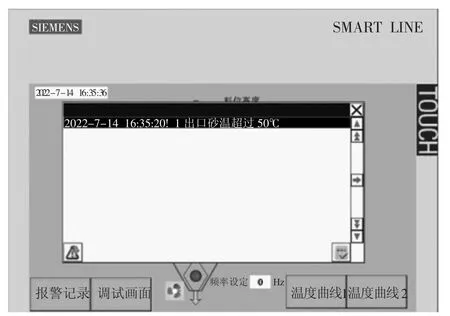
圖5 報警記錄畫面
設有進出口砂溫曲線畫面,對進出口砂的溫度數據進行采集,并在同一個曲線圖中做出隨時間變化的溫度曲線走向,便于觀察進出口溫度的比較及各自的變化情況,見圖6。
設有冷卻水進出口溫度曲線畫面,對冷卻水進出口溫度數據進行采集,并在同一個曲線圖中做出隨時間變化的溫度曲線走向,便于觀察冷卻水進出口溫度的比較及各自的變化情況,見圖7。
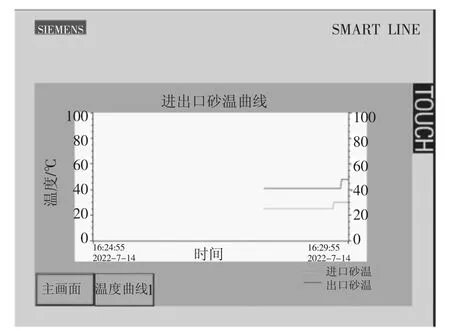
圖7 冷卻水進出口溫度曲線圖
3 結論
本系統實現了對消失模鑄造砂溫度的在線實時監測及閉環控制,并且在人機界面上實現系統運行狀態及相關數據顯示,具有數據條數、報警記錄查詢及溫度變化曲線畫面,便于觀察及調試系統。
消失模砂溫冷卻電控系統,根據消失模鑄造砂工藝要求,設定出口砂溫度的上限溫度,通過在線自動監測出口砂溫變化,將采集的溫度進行自動處理與判斷,并根據結果調整下料變頻器的頻率,從而調整下料旋轉閥的轉速,控制下料速度,實現砂溫冷卻系統的砂溫自動控制,使下料后的砂子溫度滿足工藝要求,回收再利用,提高砂子的利用率,保證消失模的質量,提高生產效率,達到節約成本的目的。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
防爆電機(2020年3期)2020-11-06 09:07:42
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2017年7期)2017-06-05 09:36:13
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
自動化博覽(2014年12期)2014-02-28 22:34:39
河南科技(2014年18期)2014-02-27 14:14:58