超聲波協同離子液體預處理對酒糟纖維素酶解的影響
2023-02-08 14:43:40雷玉立曾凱龍艷范春泉金建陳文浩
食品工業 2023年1期
雷玉立,曾凱,龍艷,范春泉,金建*,陳文浩
1. 西南科技大學生命科學與工程學院(綿陽 621010);2. 固態發酵資源利用四川省重點實驗室(宜賓 644000);3. 西南科技大學經濟管理學院(綿陽 621010)
酒糟是固態發酵生產白酒的主要副產物[1]*,富含各種營養物質,其中纖維素干基含量高達20%~30%,如果不及時處理,就會腐爛、惡化環境[2]*。酒糟纖維素對于動物來說適口性不佳,營養成分很難被消化吸收[3]*。此外,纖維素具有復雜緊密結構,很難被降解。因此,探究如何高效降解酒糟中纖維素,開辟酒糟利用的新途徑,對于人類生產、環境保護、資源利用等具有積極作用。
關于酒糟的研究主要集中在蛋白飼料開發,制取沼氣、生物乙醇,造紙和化工原料和提取纖維素等[4-5]*。國內相關研究已取得一定成效。離子液體預處理可以破壞纖維素的晶體結構[6]*、降低纖維素的結晶度和聚合度[7]*。超聲波可以強化傳質。柯巧媚等[8]*研究發現超聲波預處理能促進酒糟纖維素酶解,纖維素轉化率較未處理的提高35.4%。Yu等[9]*研究發現超聲可以破壞稻殼的表面結構,從而提高酶解效率。這些方法在一定程度上可以促進纖維素的降解,但效果有待改進。因此,此次試驗擬探尋酒糟纖維的高效酶解方法,助力“雙碳”目標的實現。
以纖維素轉化率作為考察指標,研究超聲波處理溫度、超聲波功率密度、超聲波處理時間、超聲波工作間歇比對酒糟纖維素轉化率的影響,并采用正交試驗優化得出最佳參數,以期為酒糟纖維的高效酶解提供新方法。
1 材料與方法
1.1 材料與儀器
酒糟丟糟(水分4.86%、總灰分10.3%、粗纖維31.96%、可溶性糖5.82%、粗脂肪10.95%、粗蛋白26.45%,四川沱牌集團有限公司);纖維素酶(50 000 U/g,上海源葉生物科技有限公司);1-丁基,3-甲基咪唑六氟磷酸鹽([BMIM]PF6,上海成捷化學有限公司);葡萄糖(CP,成都市金山化學試劑有限公司);檸檬酸、磷酸氫二鈉(均為AR,成都市金山化學試劑有限公司);酒石酸鉀鈉、3, 5-二硝基水楊酸(均為AR,成都市科隆化學有限公司)。
FA2004N分析天平(上海菁海儀器有限公司);BILON-1000CT多用途恒溫超聲波提取機(上海比朗儀器制造有限公司);Eppendorf離心機(艾本德中國有限公司);HH-8數顯恒溫水浴鍋(常州市金壇華特實驗儀器有限公司);725紫外可見分光光度計(上海佑科儀器儀表有限公司)。
1.2 試驗方法
1.2.1 工藝流程與試驗步驟
鮮酒糟→前處理→超聲波協同離子液體處理→離子液體回收→殘渣→添加緩沖溶液→纖維素酶解→沸水浴滅酶→離心→上清液定容→DNS比色法測定還原糖含量→計算纖維素轉化率
稱取0.1 g酒糟至真空包裝袋中,按料液比1∶50(g/mL)加入離子液體[BMIM]PF6,封口后在設定的參數下進行超聲波協同離子液體預處理。預處理完成后,將離子液體和酒糟混合物轉移至離心管中,以5 000 r/min離心10 min,回收上層離子液體,水洗沉淀2次,按料液比1∶20(g/mL)用磷酸氫二鈉-檸檬酸緩沖溶液(pH 5.4)將酒糟轉移至試管中并置于50 ℃恒溫水浴鍋中,預熱至50 ℃后,按酶底比990 U/g加入纖維素酶,振蕩酶解140 min,酶解結束后立即放入沸水浴中煮沸10 min,滅酶結束后,冷卻,以5 000 r/min離心10 min,將上清液定容至10 mL。取5 mL上清液于比色管中,加入2 mL DNS試劑,用蒸餾水補齊至10 mL,振蕩搖勻,沸水浴反應5 min后立即冰浴冷卻至室溫,并在540 nm測定吸光度,根據葡萄糖含量標準曲線得出還原糖含量,并計算纖維素轉化率。
1.2.2 單因素試驗設計
1.2.2.1 超聲波功率密度對酒糟纖維素酶解效果的影響
按照1.2.1的步驟對酒糟纖維素進行超聲波預處理和酶解,固定超聲波工作間歇比5∶3(s/s)、超聲波處理溫度60 ℃、超聲波處理時間5 min,研究超聲波功率密度(167,333,500,1 000,1 500和2 000 W/L)對酒糟纖維素轉化率的影響。
1.2.2.2 超聲波處理溫度對酒糟纖維素酶解效果的影響
基于1.2.2.1的結果,固定超聲波功率密度500 W/L、超聲波工作間歇比5∶3(s/s)、超聲波處理時間5 min,研究超聲波處理溫度(40,50,60,70和80℃)對酒糟纖維素轉化率的影響。
1.2.2.3 超聲波工作間歇比對酒糟纖維素酶解效果的影響
基于1.2.2.2的結果,固定超聲波功率密度500 W/L、超聲波處理溫度50 ℃、超聲波處理時間5 min,研究超聲波工作間歇比(5∶1,5∶2,5∶3,5∶4和5∶5 s/s)對酒糟纖維素轉化率的影響。
1.2.2.4 超聲波處理時間對酒糟纖維素酶解效果的影響
基于1.2.2.3的結果,固定超聲波功率密度500 W/L、超聲波處理溫度50 ℃、超聲波工作間歇比5∶2(s/s),研究超聲波處理時間(5,10,15,20和30 min)對酒糟纖維素轉化率的影響。
1.2.3 正交試驗
由單因素試驗得到單因素的優水平,選取影響比較顯著的因素進行正交試驗設計L9(33*)。
表1 正交試驗設計表
1.2.4 對照試驗
用正交試驗得到的最優組合條件進行試驗,以單一超聲波預處理、單一離子液體預處理、不做任何處理作為對照組,對比分析4種不同酶解方法的纖維素轉化率。
1.3 數據處理
每個試驗重復3次,每次平行測定3次,結果以“平均值±標準差”表示。采用Excel軟件進行各個因素試驗的數據分析及作圖;采用SPSS 22.0對各因素水平結果進行顯著性分析,設定顯著性水平α=0.05(n=9)。
2 結果與分析
2.2 單因素試驗結果
2.2.1 超聲波功率密度對酒糟纖維素酶解效果的影響
由圖1可知,酒糟纖維素轉化率先隨超聲波功率密度上升而上升,功率密度達到500 W/L,纖維素轉化率開始下降,500 W/L時纖維素轉化率最大。空化效應是超聲波作用的主效應,空化導致的微射流使快速移動的水分子、固體顆粒之間不停地相互撞擊,纖維素分子含有晶體缺陷的晶區快速變為小晶區[10]*,從而對纖維素形態及超微結構產生影響[11]*。超聲波功率密度較高時,超聲波探頭附近會產生并聚集大量氣泡,不利于傳遞能量[12]*;超聲波功率密度較低時,又無法產生足夠能量破壞纖維素結構[13]*。綜上所述,選擇500 W/L為超聲波處理的最優功率密度。
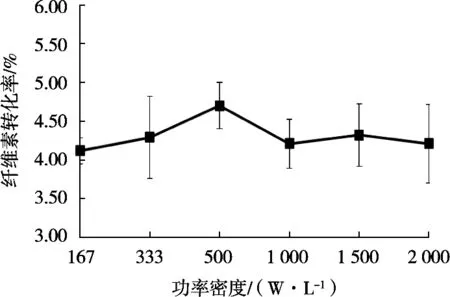
圖1 超聲波功率密度對酒糟纖維素酶解效果的影響
2.2.2 超聲波處理溫度對酒糟纖維素酶解效果的影響
由圖2可知,不同超聲波處理溫度下,酒糟纖維素轉化率總體呈先上升后下降趨勢,纖維素轉化率在超聲波處理溫度50 ℃時達到最高。超聲波功率恒定時,溫度越低,越難發生空化,而隨著溫度提高,蒸汽壓力也相應增大,從而削弱空化作用[12]*。溫度上升時,液相表面張力下降,而液相蒸汽壓力隨溫度增加而迅速上升,空化閾值也相應地下降,在超聲波強度較低的情況下,就會出現空化現象[14]*。一方面,空化閾隨溫度的下降而上升,因為溫度會影響液體介質的黏滯性,液體介質黏度增大時,產生空化作用則需要更大的超聲波聲壓,空化閾也越高[14]*;但是,溫度升高,液體介質氣體含量越少,空化泡核越少,空化閾就越高。綜上,選擇50 ℃為超聲波處理的最優溫度。
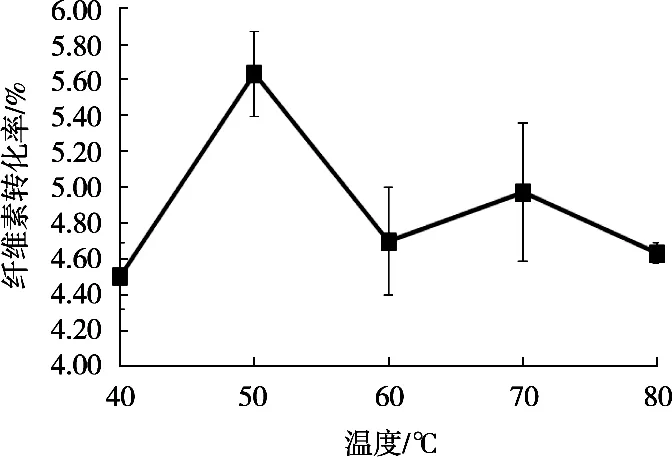
圖2 超聲波處理溫度對酒糟纖維素酶解效果的影響
2.2.3 超聲波工作間歇比對酒糟纖維素酶解效果的影響
由圖3可知,不同超聲波工作間歇比下,酒糟纖維素轉化率總體呈下降趨勢。不同工作間歇比對酒糟纖維素轉化率的影響差異不顯著(P>0.05)。工作間歇比5∶1(s/s)時,相同超聲波時間內,超聲波發出的次數最多,空化效應增強;間歇時間過長,超聲波體系的空化泡核有足夠的時間成長,以致潰散,空化效應減弱[14]*。綜合實際考慮,選擇5∶2(s/s)作為超聲波處理的最優間歇比。
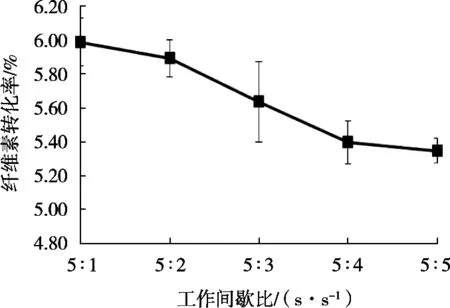
圖3 超聲波工作間歇比對酒糟纖維素酶解效果的影響
2.2.4 超聲波處理時間對酒糟纖維素酶解效果的影響
由圖4可知,不同超聲波處理時間下,酒糟纖維素轉化率總體呈先上升后平緩趨勢,超聲波處理時間達到20 min時,酒糟纖維素轉化率基本達到最大值,之后酒糟纖維素轉化率趨近平緩。超聲波處理時間較短時,半纖維素和木質素不能很好地被釋放出來,從而纖維素轉化率隨時間延長而增大[15]*。超聲波處理時間20和30 min之間差異不顯著(P>0.05),從實際出發,選擇20 min為超聲波處理的最優時間。
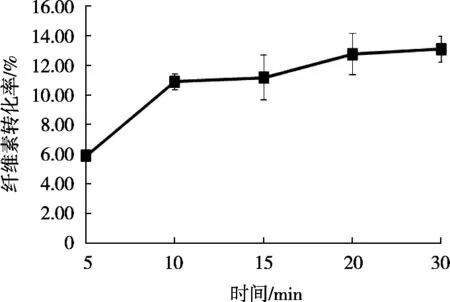
圖4 超聲波處理時間對酒糟纖維素酶解效果的影響
2.3 正交試驗結果
根據單因素試驗結果和顯著性分析,由于超聲波工作間歇比對酒糟纖維素酶解效果的影響差異不顯著(P>0.05),將間歇比固定為5∶2(s/s),故選取超聲波溫度(A)、超聲波功率密度(B)、超聲波時間(C)3個因素進行正交試驗,正交試驗結果如表2所示。
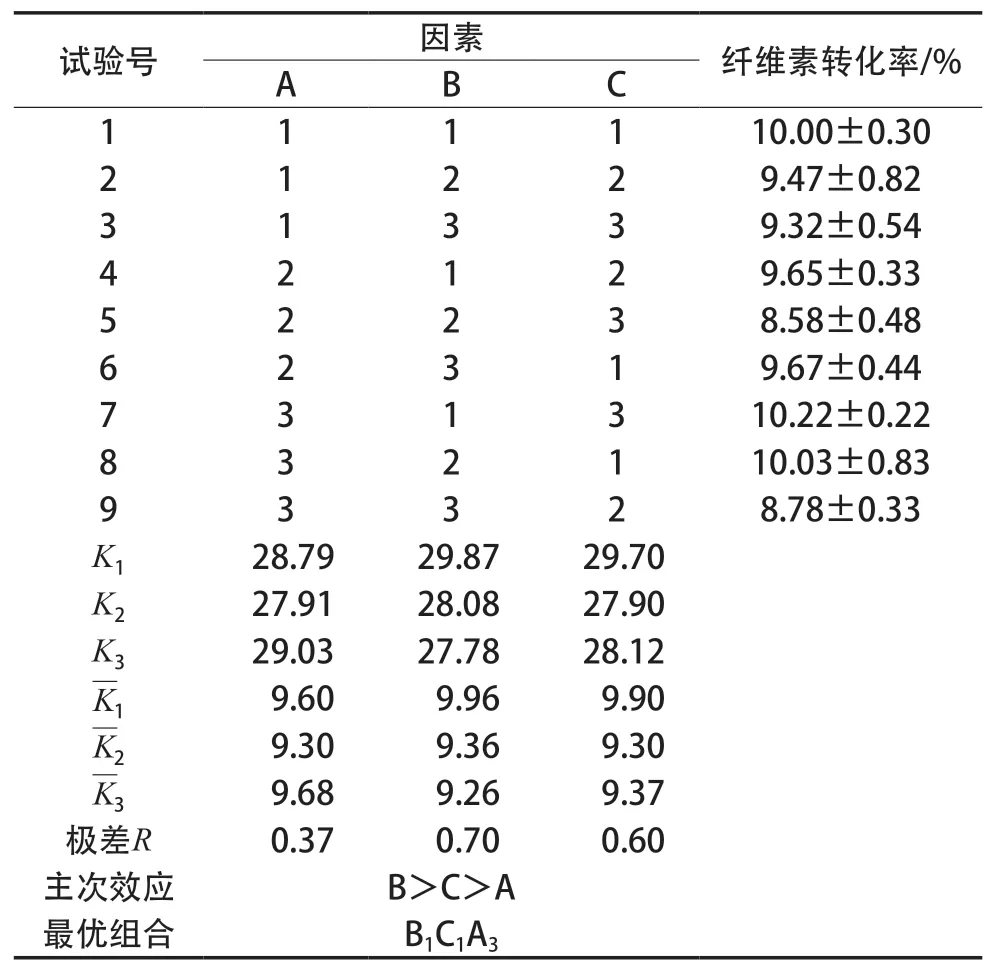
表2 正交試驗結果表
如表2所示:3個因素的主次效應為B>C>A,即不同超聲波功率密度對酒糟纖維素酶解效果的影響最顯著,超聲波處理時間的影響次之,超聲波處理溫度的影響最小,確定B1C1A3是最優的組合,即最優工藝參數為超聲波功率密度B1(333 W/L)、超聲波處理時間C1(15 min)、超聲波處理溫度A3(55 ℃)。
如表3所示:超聲波功率密度、超聲波處理溫度、超聲波處理時間3個因素均對酒糟纖維素的酶解效果有顯著影響(P<0.05),其中超聲波處理溫度和超聲波處理時間對纖維素的轉化率存在極顯著差異(P<0.01)。根據正交試驗選出的最優組合為B1C1A3,正交試驗設計表中并未出現此組合,需對最優組合的條件參數進行驗證試驗。驗證結果表明,采用離子液體[BMIM]PF6、料液比1∶50(g/mL)、超聲波功率密度333 W/L、超聲波處理溫度55 ℃、超聲波處理時間15 min、超聲波工作間歇比5∶2(s/s)、酶解時間140 min、酶解溫度50 ℃、纖維素酶底比990 U/g、酶解pH 5.4進行試驗,酒糟纖維素的轉化率為12.05%。
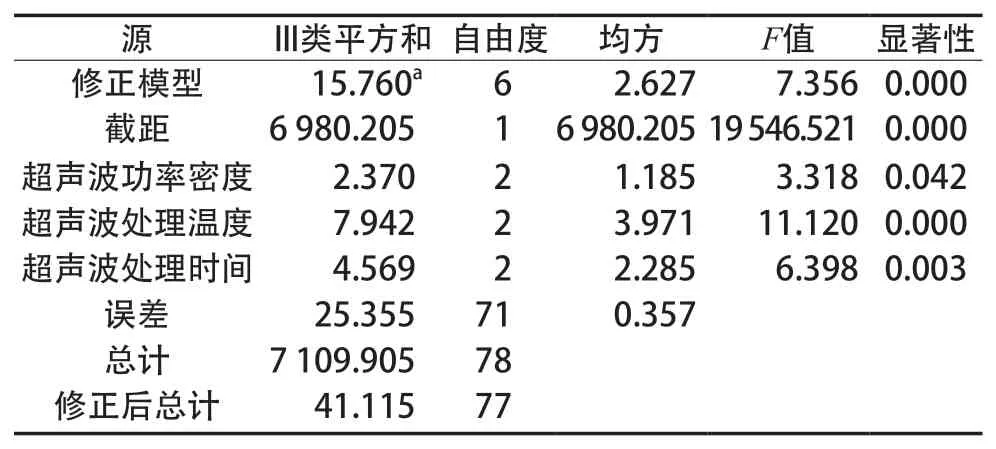
表3 方差分析表
2.4 對照試驗結果
由圖5可知,4種不同處理方法對酒糟纖維素酶解效果的影響差異顯著(P<0.05),其中以超聲波協同離子液體處理組的纖維素轉化率為最高,其值為12.05%。未進行預處理的纖維素轉化率為4.15%;單獨超聲波預處理的纖維素轉化率為5.62%,與未進行任何處理(4.15%)相比,提高了35.4%,故超聲波預處理對提高酒糟纖維素轉化率具有較好的效果,表現為促進作用;單獨離子液體預處理的纖維素轉化率為10.84%,與未進行任何處理的相比,提高了161.2%,離子液體預處理能促進酒糟纖維素的酶解。

圖5 對照試驗結果
3 結論
試驗以纖維素轉化率為指標,研究超聲波協同離子液體預處理對酒糟纖維素酶解效果的影響,并對工藝參數進行了優化。結果表明:酒糟纖維素經最優的超聲波協同離子液體工藝條件處理后再進行酶解,其纖維素轉化率為12.05%,與不做任何處理、單一超聲波處理、單一離子液體處理相比,纖維素轉化率分別提高了190.4%,114.4%和11.2%,表明超聲波協同離子液體預處理對酒糟纖維素的酶解具有促進作用,可為酒糟纖維素的高效降解提供新思路。
