五軸數控機床在機測量探頭補償技術研究
2023-02-18 08:36:00葛英飛張澤宇
機械工程師 2023年1期
葛英飛,張澤宇
(南京工程學院 機械工程學院,南京 211167)
0 引言
我國作為一個制造業大國,對于制造業的產品質量以及生產效率要求越來越高,所以檢測是產品制造中的重要保證,目前離線式測量如三坐標測量機是最主要的測量方法之一。但是其設備價格昂貴,并且對檢測環境要求極高,加工完成后對待測零件裝卸的過程當中,因為需對其進行二次定位裝夾,從而造成檢測誤差,降低檢測效率[1]。在機測量技術完美地平衡了檢測與生產之間的關系,在機床加工過程中可以與檢測緊密聯系起來,可根據檢測結果繼續指導完成加工,避免了二次裝夾、找正。在機測量中高精度可接觸式探頭是在整個檢測過程中最重要的一項工具,但是其測量精度受到不同因素的影響會給檢測系統帶來誤差,所以在檢測開始前要對探頭進行標定以及半徑補償[2]。趙小軍[3]提出利用Delaunay三角剖分思想,實現測頭的半徑補償消除誤差。徐麗麗[4]分別通過二維和三維的方法來實現半徑補償,雖然精度較高,但是該方法只適用于較簡單的零件,具有一定局限性。Tibet Erkan等[5]通過迭代算法來分析其幾何特征,并通過自己開發的軟件補償收集到的坐標數據。Givi[6-7]在Mir的實驗基礎上,通過Gauss-Newton法分析了誤差了來源,使雅可比矩陣的補償精度得到了改善。本文采用微平面補償算法,通過實驗分析引起五軸數控機床在機測量誤差的原因,并完成探頭的半徑補償,從而提升在機測量的檢測精度。
1 探頭半徑補償誤差分析
1.1 在機測量工作原理
在機測量技術由于其成本低、檢測效率高、無需二次裝夾等優勢被廣泛用于零件加工測量當中,使得數控機床既是加工設備,同時又兼具測量功能。在機測量系統的構成如圖1所示,硬件部分主要是由高精度探頭、信號接收器、機床整個本體,軟件部分由機床控制系統、測量軟件等組成[8]。待零件加工完成后,數控機床會從其存儲單元中讀取待測零件的測量程序,從而從刀具庫中調出測量探頭,驅動測頭開始檢測。當主軸驅動測頭緩慢向待測零件靠攏時,測頭的紅寶石球會與待測件的表面快速接觸,此時其前端的測桿會發生微小的位移,測桿內部與彈簧接觸產生電流,觸發信號發出,然后通過其內部藍牙傳感器將此時記錄下的主軸坐標傳給信號接收器,測量程序會根據測頭與待測件的位置關系,轉換出待測件的位置坐標,最后機床停止進給,開始檢測下一個測量點。由于待測件一直擺放在工作臺上,待測零件坐標系與機床坐標系是重合的,如果加工幾何參數檢測不合格,可以借助在機測量軟件實現加工與測量程序的共享與融合,進行后續的修正與補償,最終給出檢測報告。
1.2 機床探頭預行程誤差分析
在分析探頭半徑補償原理之前,首先要分析引起誤差的原因。引起探頭誤差原因主要有4個方面:探頭結構誤差、探頭位姿誤差、探頭預行程誤差及探頭偏心誤差。預行程為探頭與待測件接觸至產生觸發信號測桿所移動的距離,探頭的預行程對檢測精度有著很大的影響。如圖1為探頭觸發過程圖,圖2為探頭觸發時序圖,兩張圖的運動過程彼此對應。
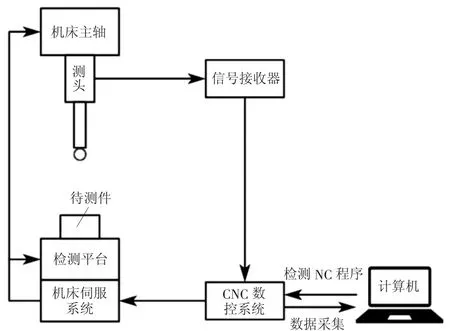
圖1 在機測量原理結構圖
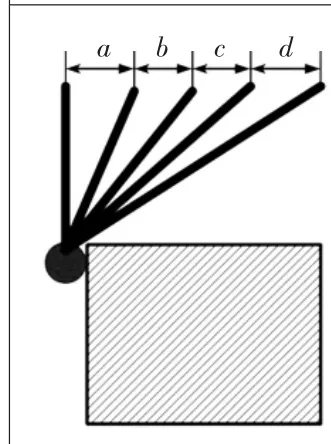
圖2 探頭觸發過程圖
探頭觸發時序圖如圖3所示。
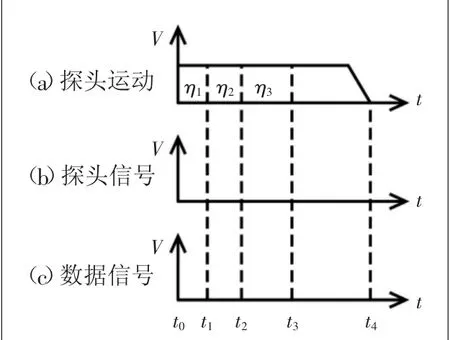
圖3 探頭觸發時序圖
t0-t1(對應圖2中的a):此階段為探頭預行程,即探頭與待測件接觸至測頭發出觸發信號的時間滯后;
t1-t2(對應圖2中的b):此階段為接口響應時間,即探頭發出接觸信號至數控機床的信號接收器的時間滯后;
t2-t3(對應圖2中的c):此階段為控制器響應時間,即機床儲存接收到的坐標數據的時間滯后;
t3-t4(對應圖2中的d):此階段為減速距離,即檢測完成主軸驅動探頭駛離測量點。
從上述4個階段可知,從探頭觸發信號到機床記錄儲存下坐標數據的過程中,探頭在極短的時間內仍會以觸發前的速度移動微小的距離,這段距離即為預行程誤差,該誤差大小可以表示為

由式(1)可知,預行程誤差大小與探頭進給速度,以及探頭接觸待測零件至機床記錄下探頭所測坐標數據時間有關,當v越大時η越大,當v過大時會導致t4階段預行程誤差過大,但是當v過小時探頭的信號觸發時間會過長,從而降低檢測效率。所以為探頭選擇合適的進給速度對在機測量的檢測效率以及檢測精度尤其重要。另外,由式(2)、式(3)可知測桿剛度、逼近距離、探頭直徑等方面同樣對預行程誤差產生影響。

式中:Wh為測量機測桿的彈性變形;We為探頭與待測零件接觸時所產生的形變;Ws為測桿位移;Δd為瞄準誤差;φ、θ分別為探頭在紅寶石球下的方位角和極角;Δβ為測桿的偏轉角;lp為測桿的有效長度。
1.3 機床探頭位姿誤差分析
由1.2節分析可知,探頭的移動速度對探頭的預行程誤差有著重要影響,但是探頭的位姿狀態同樣對測量產生著影響,因為探頭在與待測件接觸時獲得的是探頭的球心坐標,此時應盡量保證探頭球心的法矢方向、探頭的運動方向、測量點的法向方向保持一致,并且探頭的運動速度也要和半徑補償時的速度保持一致,如果這兩點要求不能滿足,在測量時會產生不同矢量方向的誤差。經實驗總結歸納,在探頭測量過程中主要有以下4種方位。
如圖4所示,當探頭的運動方向為豎直向下時,待測件的平面為傾斜的,當探頭與待測件的平面接觸時實際接觸點為點A,此時探頭獲得的坐標值為O點,經半徑補償后獲得的是B點的坐標值,但是理想測量點C與實際測量點A并沒有重合,理想測量點C 與補償后數據點B 相差的距離為dr。如圖5所示,探頭的運動方向與待測件所接觸點的法矢方向保持一致,此時探頭經半徑補償后所得到的r是準確的,可以正確獲得A點所在位置,為了減少預行程所帶來的誤差此時探頭不需要擺角。
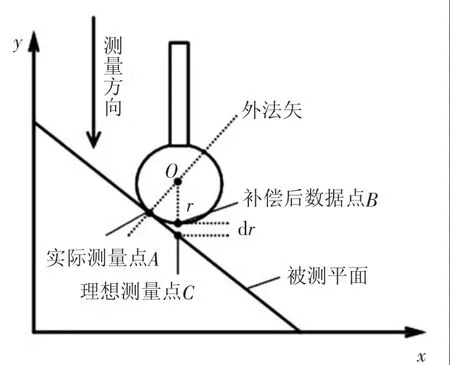
圖4 探頭補償示意圖1
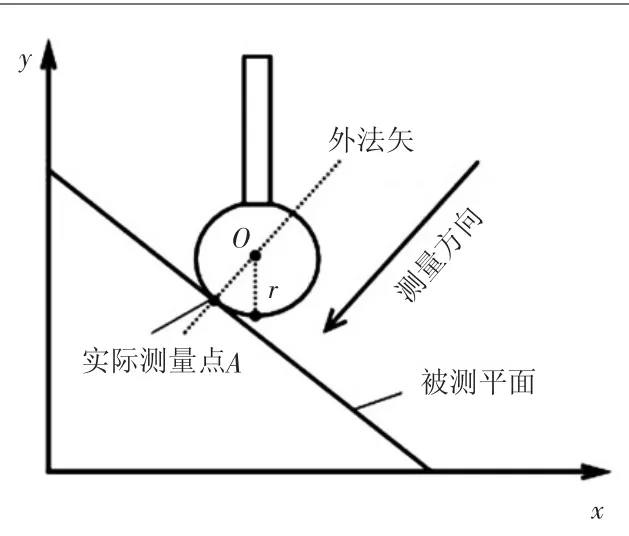
圖5 探頭補償示意圖2
如圖6所示,當待測平面為曲面時,如果待測點所在的曲率半徑大于探頭的半徑,當探頭與待測平面接觸時,待測點與接觸點兩點法矢方向保持重合,此時所獲得的補償半徑也是準確的。

圖6 探頭補償示意圖3
如圖7所示,此時探頭以一定的擺角向待測零件運動,此時實際接觸點與理想接觸點的法矢方向重合,此時經半徑補償后所獲得的坐標值仍是準確的。
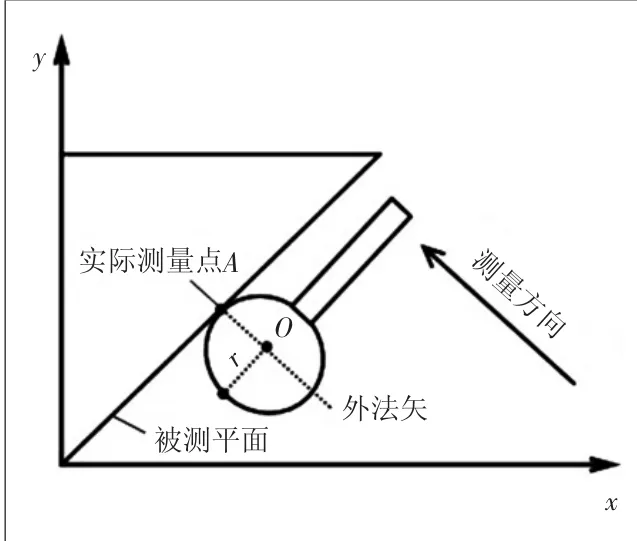
圖7 探頭補償示意圖4
2 探頭半徑誤差補償
2.1 探頭標定補償的必要性
由于探球的物理特性的原因,在實際測量中我們需要將考慮到所有引起誤差的因素,所以在測量前對探頭進行標定補償是必要的。圖8所示為探球球心運動軌跡示意圖,其軌跡為與待測件接觸表面相差探球半徑r的包絡線,在探球運動的過程中,機床所獲得的是球心O的坐標值,測量軟件在補償時將自動處理數據并加上探球的半徑作為實際測量值,但是此時因探頭的機械慣性該測量值是一個動態值,考慮到在1.2節中討論的預行程誤差,探頭所獲得坐標值以及機床實際所獲得的坐標值過程中,探頭在空間內會產生極小的位移,該位移雖小但其對測量的準確度有著重要影響,所以探頭的標定補償就是使探頭在測量時的任意法矢方向上獲得準確的測量坐標值。
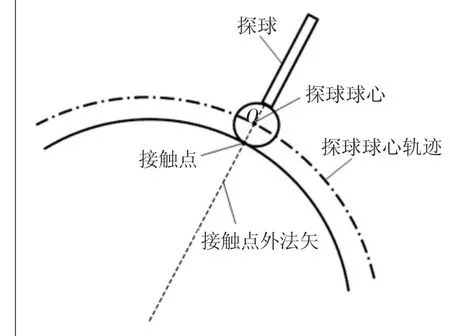
圖8 探球球心運動軌跡示意圖
2.2 探頭半徑補償算法實現
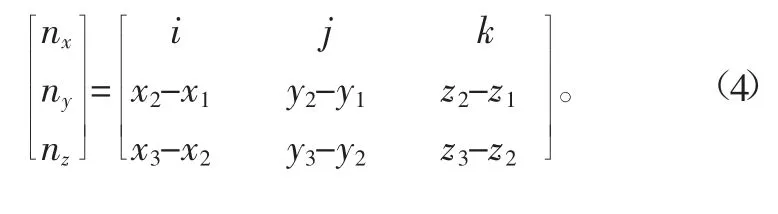
為了準確地獲得測量值,在對探頭進行半徑補償時,我們可以通過解析函數來分析所測坐標值,即通過解析的方法來獲得所測點的準確法向,通過法線的方向我們可以準確地獲得探球球心的運動軌跡。在測量曲面時需用到三維曲面法向,故本實驗對于探頭補償將采用微平面法來實現。當空間內存在4個不共面的點時,可以確定唯一一個不共面的球,如圖9所示,在測量點P(x,y,z)附近,近似地認為某塊極小區域為一球面,所取的P1(x1,y1,z1)、P2(x2,y2,z2)、P3(x3,y3,z3)、P4(x4,y4,z4)通過最小二乘法擬合出最佳平面,并通過4點法線的交點即可確定球心所在位置,因為在測量時所測點云極為密集,所以當所取的4個點無限趨于接近時,我們就可以利用這4個點來求解所測點的法矢,其計算方法為
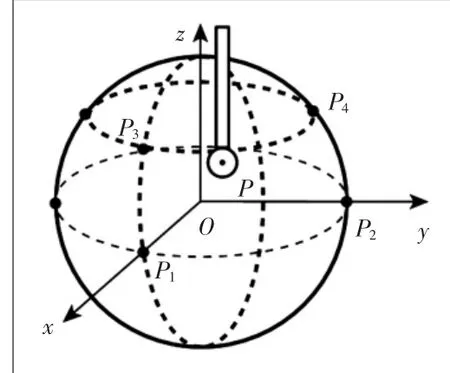
圖9 微平面法求曲面法向
通過對上述數值進行單位化處理,所得單位法向矢量即為被測點的法相矢量,經補償后,求得實際接觸點P(x,y,z)的坐標值為
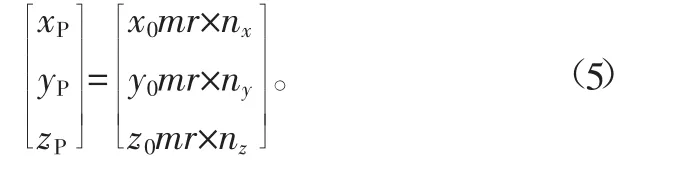
式中,O(x0,y0,z0)為球心坐標。
根據上述方法補償后的點擬合而成的曲面就是最終的測量曲面,需說明的是,上述測量中所用到的是探頭所測得的O1、O2、O3、O4的球心坐標值,通過這4點來擬合曲面,并通過該曲面法向實現補償。
3 探頭補償實驗驗證
由2.2節可知該算法適用于復雜的曲面測量,在測量點極多的情況下,進行微平面的多點網格化處理更加簡單實用,本實驗將基于拓璞C100P五軸數控機床,使用RenishawRMP60接觸式探頭,紅寶石測頭半徑為5 mm,對直徑為50 mm的標準球進行測量實驗。本實驗將對標準球進行分層測量,每層相隔22.5°,并且在每個圓周上平均地測量8個點,記錄下此時的測量值,共測量48個點。
本探頭的紅寶石球半徑為3 mm(如圖10),從上述試驗結果可以看出,在整個實驗測量,其測量半徑均小于理想半徑,造成這個結果的原因是因探頭在測量過程中預行程所引起的誤差,即驗證了1.2節的分析。與此同時從表1可以看出,隨著測量角度的增大,測量半徑隨之減小,這是因為隨著探頭的擺角增大,實際測量點與理想測量點之間的dr增大,故而半徑r隨之減小。
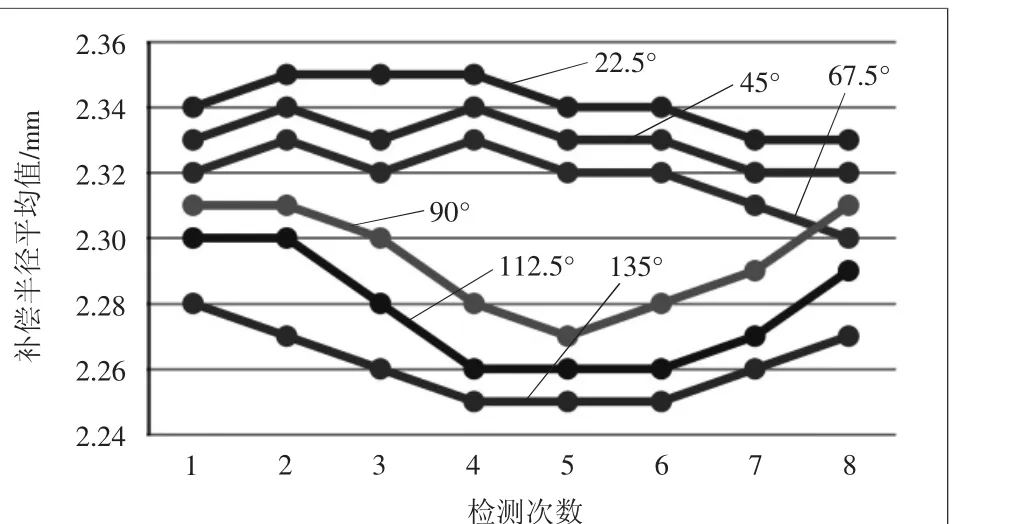
圖10 補償前測量結果
如圖11所示,該實驗結果是在上一次獲得的測量結果的情況下,結合微平面補償算法得到的最終測量結果,在此基礎上與標準球的理論值進行比較。經過計算,在半徑補償后,誤差最大值為0.013 mm,誤差最小值為0 mm,幾乎與理論值相符。從表1可看出補償后的探頭半徑與實際值比較相符,驗證了補償算法的可靠性。

表1 平均補償半徑
綜上分析,計算補償前所測得的48組數據的半徑大小的偏差值,取絕對值,相加平均得出其測量誤差為0.196 25 mm,經計算補償后的補償半徑誤差為0.001 625 mm,可以看出經半徑補償后測量精度有著顯著的提高,此算法為后續在機測量技術的研發奠定了基礎。
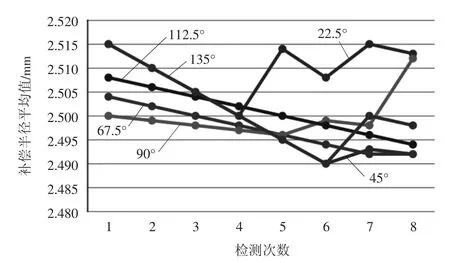
圖11 補償后測量結果
4 結語
為了提高在機測量的檢測精度,本文從探頭檢測過程中的預行程以及位姿狀態等角度出發,分析了檢測誤差的主要來源,提出了通過對探頭的半徑補償標定來降低測量誤差。通過建立數學模型以及利用數學函數解析的方法,提取出待測點的坐標值,與微平面算法結合,通過最小二乘法擬合出理想測量平面的方法,對任意法矢方向的測量進行半徑補償。經實驗驗證,在對補償前后所測量48組數據進行分析,其測量精度得到顯著提升,測量誤差可以達到0.001 625 mm,說明該半徑補償方法對于在機測量技術的提升是有效的。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
