驅(qū)動橋殼一體化結(jié)構(gòu)和制造技術(shù)研究現(xiàn)狀及發(fā)展趨勢(下)
2023-03-11 08:22:32岳峰麗孫小婷沈陽理工大學(xué)汽車與交通學(xué)院
鍛造與沖壓 2023年4期
文/岳峰麗,孫小婷·沈陽理工大學(xué)汽車與交通學(xué)院
陳大勇,宋鴻武,徐勇,張士宏·中國科學(xué)院金屬研究所師昌緒先進(jìn)材料創(chuàng)新中心
《驅(qū)動橋殼一體化結(jié)構(gòu)和制造技術(shù)研究現(xiàn)狀及發(fā)展趨勢》(上)見《鍛造與沖壓》2023 年第2 期
一體化橋殼的制造工藝
整體式橋殼的加工制造工藝,主要有整體鑄造、機(jī)械脹形及液壓脹形等。
整體鑄造工藝
作為橋殼最先采用的制造工藝,整體鑄造工藝通常選取鑄鐵(球墨、可鍛)和鑄鋼制造橋殼。該工藝制造出的橋殼兩端需壓入無縫鋼管,這是為了增強(qiáng)橋殼的強(qiáng)度和剛度,而無縫鋼管替代了半軸套管的功能并用銷釘對其固定。整體鑄造工藝易鑄成等強(qiáng)度梁,鑄造橋殼的壁厚相對較大,各處橋殼的壁厚可以根據(jù)實(shí)際使用情況下的強(qiáng)度、剛度性能和結(jié)構(gòu),進(jìn)行優(yōu)化設(shè)計(jì)和調(diào)整。李世星等人針對整體鑄造工藝生產(chǎn)出的某橋殼存在的縮孔缺陷和部分結(jié)構(gòu)的變形情況,對該整體鑄造工藝進(jìn)行優(yōu)化設(shè)計(jì)。改進(jìn)后的鑄造方案如圖6 所示,實(shí)際澆鑄單件產(chǎn)品如圖7 所示。

圖6 改進(jìn)后鑄造工藝方案

圖7 鑄件成品
該制造工藝生產(chǎn)出的橋殼具有很多優(yōu)點(diǎn),橋殼的強(qiáng)度、剛度性能較好,實(shí)際生產(chǎn)工作靈活,可制造復(fù)雜且不規(guī)則的橋殼,工作可靠。與之相對,該工藝的缺點(diǎn)也較為明顯,產(chǎn)出的橋殼比較笨重、耗材、耗能,工藝過程易出故障而產(chǎn)生缺陷,生產(chǎn)周期較長且生產(chǎn)過程中存在污染問題,而且橋殼的結(jié)構(gòu)性能較差,所以目前此類橋殼多用于重型車。
機(jī)械式脹形工藝
作為一種新興的橋殼制造工藝,機(jī)械式脹形是通過介質(zhì)或芯模將管坯直接加工成橋殼的制造方法,在適當(dāng)位置按需求對管坯進(jìn)行開孔處理。后用熱、冷縮徑工藝的方法取代橋殼軸端的焊縫,這不僅增強(qiáng)了橋殼的強(qiáng)度性能,而且提高了橋殼的材料利用率。但該工藝的缺點(diǎn)也較為明顯,在脹形過程中隨著管坯變形量的增加,開孔的中間區(qū)域容易失穩(wěn)而產(chǎn)生褶皺,相對應(yīng)的兩端區(qū)域受到的應(yīng)力集中而導(dǎo)致壁厚急劇減薄(圖8),若拉應(yīng)力繼續(xù)增加至超過抗拉強(qiáng)度時,該區(qū)域?qū)a(chǎn)生橫向拉裂現(xiàn)象,這不利于橋殼零件的強(qiáng)度性能和后續(xù)加工過程。


圖8 機(jī)械式脹形橋殼
由上述內(nèi)容可知在機(jī)械式脹形過程中可考慮借助軸向載荷輔助橋殼成形,在生產(chǎn)中利用壓力機(jī)滑塊對管坯兩側(cè)施加軸向載荷,用以輔助橋殼的徑向擴(kuò)張,在此過程中直至充分成形,橋殼本體都沒有發(fā)生斷裂現(xiàn)象(圖9),中間區(qū)域沒有出現(xiàn)褶皺現(xiàn)象而兩端區(qū)域也沒有出現(xiàn)減薄缺陷情況,這足以說明在加工過程中軸向載荷輔助的重要性。
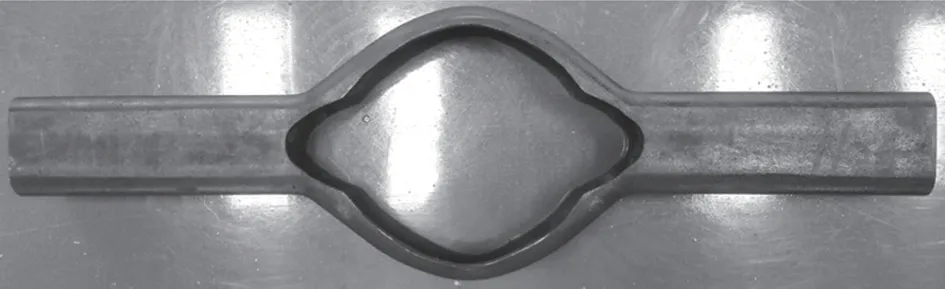
圖9 軸向輔助載荷后的橋殼
隨著日益增加的節(jié)能減排、環(huán)境保護(hù)的需求,輕量化越來越受到人們的重視和關(guān)注。加之整體鑄造以及機(jī)械脹形工藝存在的問題,近幾十年來,很多學(xué)者在積極探索替代工藝,其中液壓脹形工藝就是一種特點(diǎn)明顯的整體式橋殼成形工藝。
液壓脹形工藝
液壓脹形工藝作為一種先進(jìn)的橋殼加工技術(shù),進(jìn)行管坯徑向擴(kuò)張時利用高壓液體作為介質(zhì)將中間部分成形至工藝要求,因此一些機(jī)構(gòu)也將該工藝稱為內(nèi)高壓成形(Internal High Pressure Forming,IHPF)。該工藝最早可以追溯到20 世紀(jì)40 年代,以GRAY 等利用無縫金屬管加工至T 形三通管為開端。
近年來,液壓脹形在橋殼上的應(yīng)用已經(jīng)達(dá)到脹-壓復(fù)合成形時期,這意味著先將管坯端部縮徑至尺寸要求,再對鋼管中部進(jìn)行高壓成形成為預(yù)成形管坯,最后用模具在內(nèi)部液壓的配合下壓制成形,得到大尺寸復(fù)雜結(jié)構(gòu)橋殼產(chǎn)品。預(yù)成形管坯(圖10)經(jīng)充液壓制成形試驗(yàn)得到橋殼樣件如圖11 所示。

圖10 液壓脹形預(yù)成形管坯

圖11 充液壓制橋殼樣件
燕山大學(xué)王連東教授等人對液壓脹形工藝在橋殼上的應(yīng)用進(jìn)行了深入的研究,主要集中在成形工藝、實(shí)驗(yàn)設(shè)備、理論依據(jù)等方面,并前瞻性地提出汽車橋殼脹-壓成形工藝,經(jīng)反復(fù)探索通過專用液壓脹形設(shè)備,成功制造出了性能良好的0.75t 汽車橋殼制件,現(xiàn)在已經(jīng)實(shí)現(xiàn)批量化生產(chǎn)。
汽車橋殼結(jié)構(gòu)屬于不規(guī)則截面管類零件,難以只通過液壓脹形完成橋殼,坯料制備方法的研究是液壓成形面臨的主要問題。崔亞平等人提出將滿足尺寸要求的無縫鋼管作為坯料,首先將鋼管坯料兩端縮徑,再將坯料中部高壓成形至理想形狀的預(yù)成形管坯,在最后的壓制成形階段,因?yàn)槟繕?biāo)橋殼帶有后蓋和附加前蓋,所以在模具的輔助作用下對管坯充液成形壓制成理想的橋殼零件。使用分析軟件對管坯的預(yù)脹形進(jìn)行數(shù)值模擬,若是分析參數(shù)設(shè)置合理,則計(jì)算結(jié)果與試驗(yàn)成果的橋殼尺寸和厚度趨于一致,同時這也說明了模擬分析的可行性。
燕山大學(xué)王連東等人以載重5 噸的中型卡車橋殼為研究對象,利用有限元分析軟件模擬了前、后蓋半徑各異的預(yù)成形管坯在液壓脹形工藝下的全部成形步驟,確定了所需要的系數(shù);在有限元模擬的基礎(chǔ)上進(jìn)行了脹-壓成形試驗(yàn),制得樣件的壁厚值與模擬值基本吻合。燕山大學(xué)彭加耕等人以某載重5 噸的汽車橋殼為研究對象,利用有限元分析軟件模擬了直臂部分在脹-壓成形過程中壓制成方管的工藝過程,分析得出充液壓制成形過程中直邊區(qū)域變形的干擾因素,結(jié)合汽車橋殼的臺架經(jīng)驗(yàn),整理出方管無表面凹陷時壓制模具的結(jié)構(gòu)尺寸參數(shù),其中坯料的預(yù)成形工藝如圖12 所示。

圖12 某載重5t 卡車橋殼坯料預(yù)成形工藝
王曉迪等人使用有限元軟件對預(yù)成形管坯在液壓脹形工藝下管件的多向壓制過程進(jìn)行計(jì)算模擬,液壓脹形有限元模型和充液壓制有限元模型分別如圖13和圖14 所示。


圖13 液壓脹形有限元模型
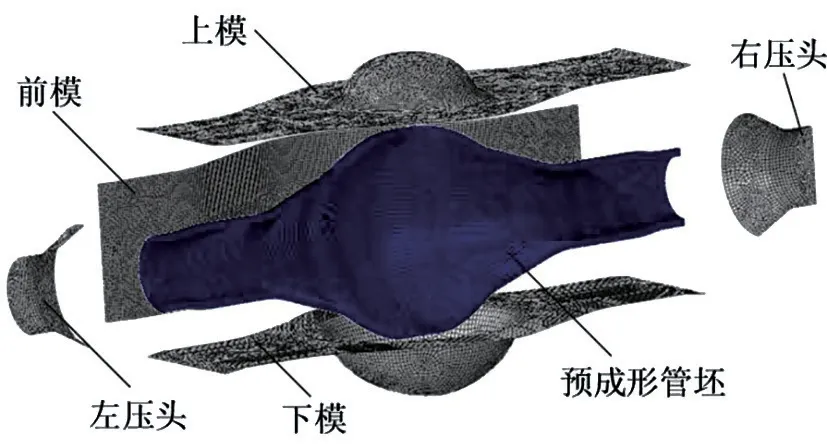
圖14 充液壓制有限元模型
與傳統(tǒng)的橋殼生產(chǎn)工藝相比,液壓脹形制造工藝兼?zhèn)涔に囘^程精簡、節(jié)能省材、經(jīng)濟(jì)效益好及生產(chǎn)效率高等優(yōu)點(diǎn),該工藝在橋殼上的應(yīng)用還在繼續(xù)創(chuàng)新和優(yōu)化,在如今的大環(huán)境下,相關(guān)學(xué)者們更應(yīng)該聚焦橋殼的加工過程,改進(jìn)整合液壓脹形工藝,以便增強(qiáng)橋殼產(chǎn)品的加工效率和多方面結(jié)構(gòu)性能。
未來發(fā)展趨勢
“中國制造2025”提出汽車制造指標(biāo)輕量化,明確了作為汽車重要零部件的橋殼,其未來的發(fā)展趨勢是輕量化、高精度化,在確保汽車橋殼本身的安全及正常工作狀態(tài)下無異響等缺陷,確保良好的服役性能。
作為橋殼制件一體化成形制造方法的液壓脹形工藝,初始坯料多采用大直徑管坯兩端縮頸的方式,容易造成預(yù)制管坯壁厚差異大等問題。如果未來將該技術(shù)應(yīng)用于中重型汽車橋殼,并實(shí)現(xiàn)量產(chǎn),則需要重新考量預(yù)制坯的工藝,目前有研究單位開始相關(guān)研究工作,通過特殊的制坯方法可以獲得壁厚相對更加均勻的坯料,配合液壓脹形工藝進(jìn)行后續(xù)成形,有望解決一體化橋殼高效、高精度成形難題。另外,還需進(jìn)一步考慮成形過程幾何和材料性能變化的輕量化結(jié)構(gòu)優(yōu)化設(shè)計(jì)等,特別是對于徑向尺寸較大的重型汽車橋殼,其中間最大徑向尺寸相較于小型汽車橋殼多出兩倍以上,橋殼的結(jié)構(gòu)性能不但關(guān)系到可靠性和耐久性,還直接影響到車輛使用過程中的安全性,所以需要結(jié)合橋殼的結(jié)構(gòu)優(yōu)化設(shè)計(jì),優(yōu)化處理橋殼結(jié)構(gòu)參數(shù)以達(dá)到增加橋殼結(jié)構(gòu)強(qiáng)度、減小橋殼整體質(zhì)量的目標(biāo)。
結(jié)束語
由于環(huán)境和資源問題的嚴(yán)峻挑戰(zhàn)以及我國“雙碳”方針政策的推出和實(shí)施,輕量化越來越受到人們的重視和關(guān)注,對于汽車橋殼的設(shè)計(jì)和加工而言,如何實(shí)現(xiàn)零件的重量減輕以及開發(fā)出一體化、高效的加工工藝成為突破瓶頸問題的關(guān)鍵。
本文對近十年關(guān)于汽車橋殼的相關(guān)研究文獻(xiàn)進(jìn)行系統(tǒng)梳理,旨在為后續(xù)的橋殼結(jié)構(gòu)設(shè)計(jì)與優(yōu)化和加工工藝設(shè)計(jì)提供一定思路和借鑒。通過橋殼斷裂失效及疲勞壽命研究、橋殼結(jié)構(gòu)優(yōu)化方法、整體式橋殼的制造工藝及未來趨勢等幾個方面的文獻(xiàn)梳理,可以發(fā)現(xiàn)液壓脹形工藝是目前以及今后一定階段內(nèi)橋殼較為理想的成形方法。為了更好地實(shí)現(xiàn)輕量化,還需要借助有限元分析軟件對各種工況下的橋殼強(qiáng)度、變形量、成形工藝等進(jìn)行定量仿真分析,根據(jù)分析結(jié)果對成形工藝提出優(yōu)化方向和指導(dǎo)。此外,在橋殼結(jié)構(gòu)優(yōu)化方面,按照零部件的規(guī)則程度,采取各種優(yōu)化相結(jié)合的方法對驅(qū)動橋進(jìn)行輕量化設(shè)計(jì)。通過以上一系列的舉措,可以實(shí)現(xiàn)新型輕量化橋殼零件的一體化、高效化、高精度化、高性能化成形。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
