管樁離心成型工序自動化起重機
2023-03-15 02:55:44高灼均莊炳春
起重運輸機械 2023年1期
高灼均 莊炳春
廣州起重機械有限公司 廣州 510405
隨著國家基礎建設的快速發展,混凝土管樁生產工藝不斷的改進,管樁自動化生產線已陸續出現。對管樁搬運起重機的要求不斷提高,常規起重機的構造、控制方式等已逐漸不能滿足自動化生產的要求,起重機逐漸向專用化、自動化形式的過渡勢在必行。本文提出的管樁生產自動化起重機可配合管樁自動化生產線,實現自動化、信息化、提高生產效率、減少人身傷害等功能。
1 管樁生產線及起重機使用狀況
預應力混凝土管樁生產流程主要由籠筋制備、籠筋入管模、管模合蓋、泵送混凝土漿、離心成型、蒸汽養護、管樁脫模、高壓蒸養等工序組成。以往,管樁生產線上的起重機多采用常規老式QE雙小車形式的橋式起重機,起重量為8 t+8 t、10 t+10 t、12 t+12 t等規格,工作級別A6~A7,起升額定速度12~15 m/min,大車運行額定速度80~100 m/min,小車運行額定速度30~40 m/min,司機室手動操作,起升機構、大車機構和小車機構均采用接觸器切電阻的啟動調速控制方式。為提高工作效率,起重機大車運行機構的抱閘基本處于松開狀態,司機在使用過程中,通過多次打反車操作使電動機瞬間改變旋轉方向,從而達到快速停止和對位的目的。打反車操作給起重機帶來較大弊端,容易破壞橋架的金屬結構,降低橋架的使用壽命;反向制動瞬間產生的大扭矩和強電流對電動機、傳動軸等傳動系統均造成極大損傷,容易造成傳動軸扭斷、電動機燒毀、電氣元器件燒壞等危害。
2 離心成型工序自動化起重機的規劃
離心成型工序是混凝土管樁生產線工序中的重要環節,其主要功能是使管模內混凝土通過離心使緩凝土密實均勻并成型為管樁。離心成型工序需經歷低速、中速、高速等階段,離心過程管樁模具速度可達400 r/min以上。管樁離心成型是離心力加振動力的復合,在離心成型過程中,管模的振動頻率一般達每分鐘數千次,管樁模具的跑圈與離心機的滾輪時常發生摩擦及較大碰撞。在混凝土離心的過程中,由于地面沉降導致離心機滾輪出現水平偏差或管樁模具老化導致模具的跑圈出現磨損變形等原因,造成管樁模具出現跳動甚至彈飛等安全隱患。不同類型的混凝土制品離心時間也不同。對于Φ300~Φ600 mm規格的混凝土管樁,每根管樁離心時間一般在5~8 min,生產線上分布多臺離心機,起重機工作相當頻繁。因此,為降低安全風險,降低工人勞動強度,配合管樁自動化生產線的效率要求,需要對起重機的機構、控制等進行特殊的設計。
新型設計的離心成型工序自動化起重機總體結構如圖1所示。基本結構仍然采用QE形式的雙小車橋式起重機,起重量改為QE32(8/8+8/8) t,工作級別為A7級,起升高度降低為5 m,起升速度0~20 m/min,大車運行速度0~110 m/min,小車運行速度0~32 m/min,控制方式為自動、遠程手動、司機室備用控制3種形式。起重機帶機械防搖裝置、自動吊具。
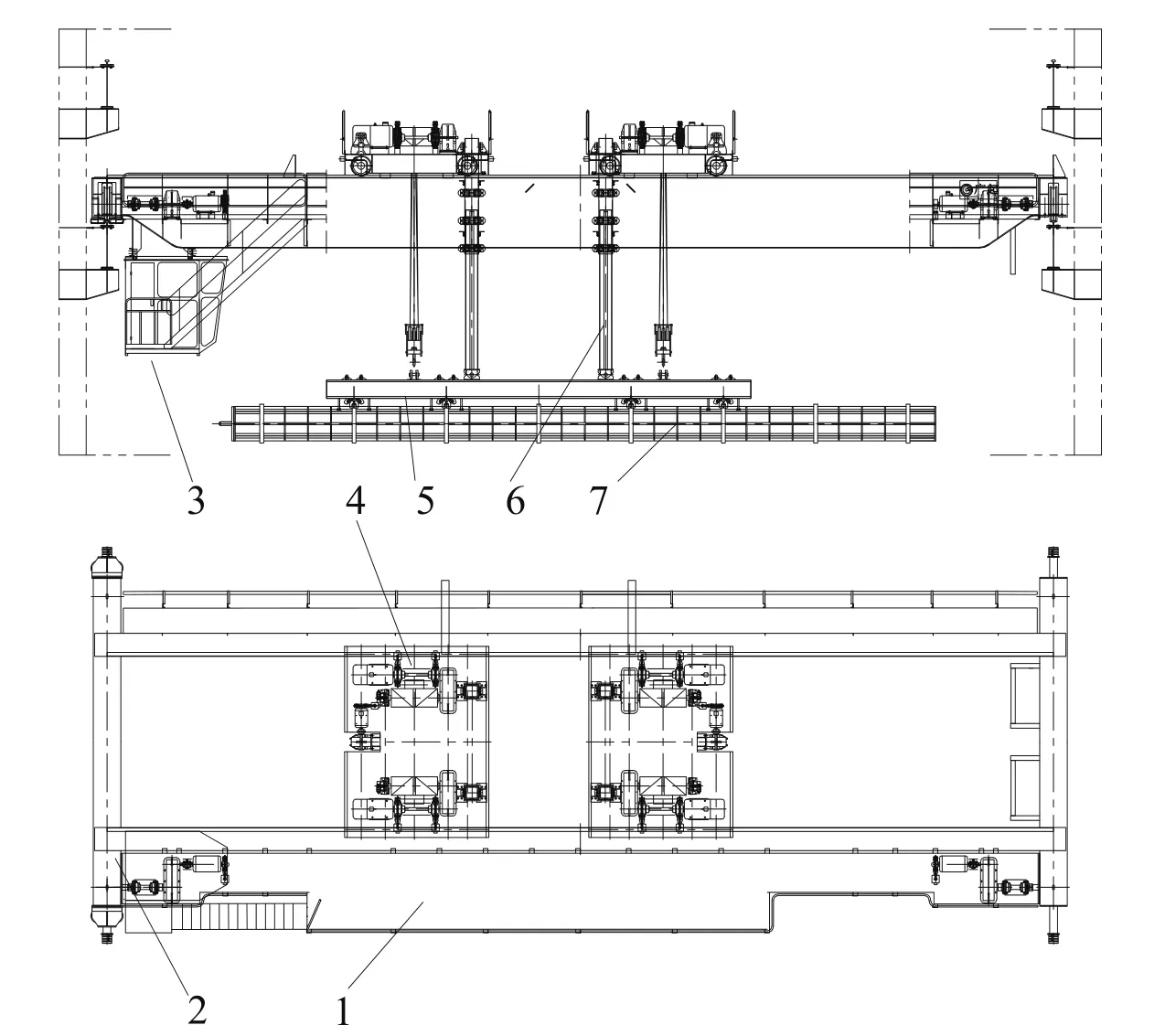
圖1 管樁自動化起重機示意圖
3 機械和機構設計
3.1 起升機構
管樁生產節奏快、工作繁忙,離心成型工序的自動化起重機每個工作循環基本處于滿載的狀況,起升機構工作級別為M7及以上。在選擇電動機、減速器等零部件時,需結合其工作級別選取計算并有一定余量,需對起升電動機進行發熱校驗和過載校驗核算。如圖2所示,為滿足離心機生產效率,起重機的每個小車架上前后布置2套同樣規格的起升機構,左右小車的2個起升機構共同懸掛1套管樁吊具,1臺起重機同時懸掛2套吊具。起升機構高速軸采用2套液壓推桿制動器作為安全裝置,每套制動器的制動力矩均高于GB/T 3811—2008《起重機設計規范》推薦的安全系數。在安全保護功能方面,起升制動器設置磨損檢測開關,當磨損超出設定值時,系統自動切斷起升機構的動力電源。起升制動器加裝制動襯墊磨損自動補償裝置,通過此裝置,可使制動器制動力矩自動維持在設定范圍。除須配置滿足設計規范要求的硬限位外,起升機構設置軟限位。軟限位由PLC讀取測距傳感器的數據,通過軟件程序柔性地設置減速和停止限位;硬限位為物理元件硬接線限位。通過這樣的搭配,可延長硬限位的使用壽命,也使限位開關的設置更加的柔性。起升機構高位的硬限位開關采用2種不同形式的檢測裝置,當高位行程開關分別動作時,可分別控制不同的斷路裝置,到達更佳的保護作用。
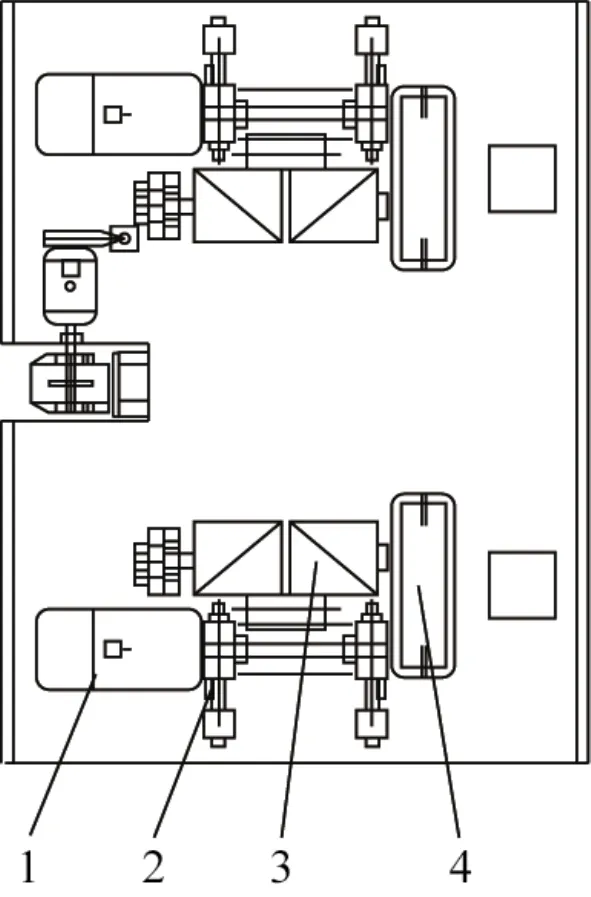
圖2 起升機構示意圖
3.2 防搖裝置
自動化起重機大車運行額定速度高,起制動頻繁,吊具、管模和管樁質量大,慣性擺動能量大,為使起重機在加減速過程中迅速達到平穩以及快速準確定位的目的,在小車架底部安裝圖3所示機械剛性防搖裝置。通過機械的方式消耗擺動的能量以實現消除搖擺,從而提高起重機的工作效率。防搖裝置由防搖架、支座、滾輪組、導向桿等裝置組成。支座和定位裝置與小車架連接在一起,導向柱在滑輪組的導向牽引下自由伸縮,導向裝置與自動夾具吊梁采用銷軸連接。在小車架上,正對著導向桿方向,安裝有減速和停止檢測功能的接近開關傳感器,實現對導向桿的減速與到位檢測。鋼絲繩卷筒尾部凸輪旋轉開關起第二級極限保護。起升機構采用此方式的傳感器作為減速和停止功能檢測,在起重機更換鋼絲繩時能更加快速方便地恢復自動功能的參數標定。
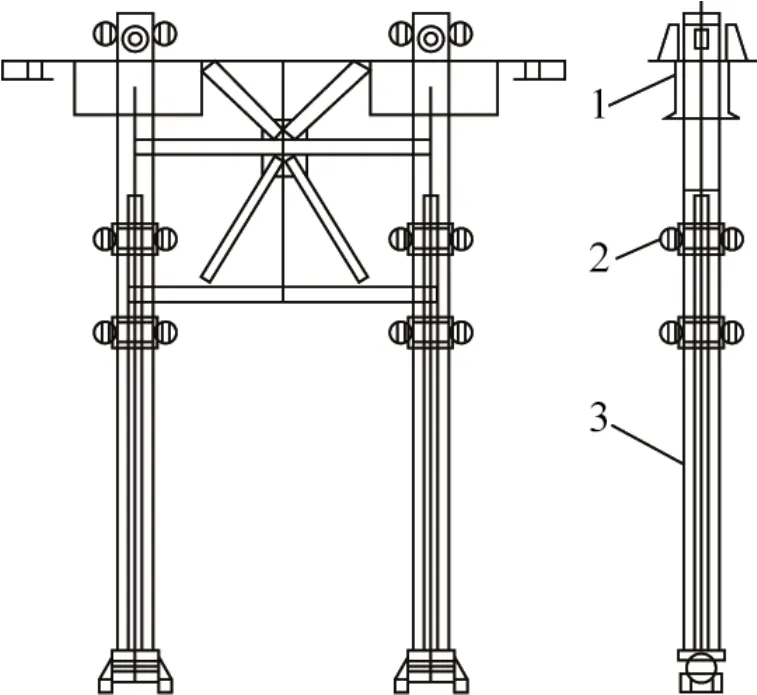
圖3 防搖裝置示意圖
3.3 自動吊具
自動化起重機吊鉤下懸掛如圖4所示的自動吊具。自動吊具由掛梁、卡爪、氣缸、接近開關傳感器、超聲波傳感器等組成。一般管樁的長度在14.5 m以內,掛梁長度設計為9.2 m,掛梁內有4組卡爪,每組卡爪間距2 m,可適用于Φ300~Φ600 mm的管樁,自動吊具的卡爪縱向兼容性±75 mm。
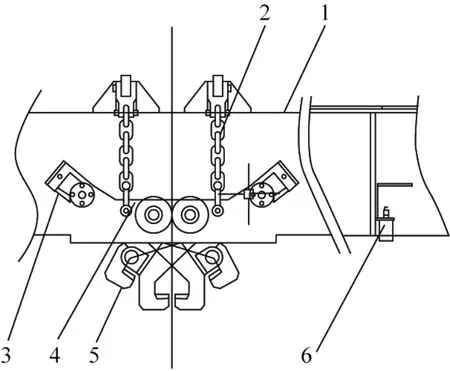
圖4 自動吊具示意圖
卡爪夾具與掛梁之間的連接采用鏈條懸掛的柔性連接方式,此方式相對于剛性連接,可減少卡爪夾具與管樁模具之間的碰撞強度,使夾具更加的耐用。在抓取和釋放管樁模具時,控制系統能柔性地對夾具速度進行控制。夾具采用氣缸實現伸縮動作,具有自鎖功能,當管樁模具被吊起離開地面后,無論出現氣壓不夠或斷電、誤操作等,均不會在空中意外打開,安全可靠。每組夾具均安裝有松開到位和夾緊到位傳感器,傳感器采用M18屏蔽式電容接近開關,因離心成型作業區域混凝土灰塵較多,采用此形式的接近開關能有效地起到抗干擾作用,并且接近開關帶有導通指示燈,能直觀地反映出當前狀態。接近開關采用M12接插件的連接方式,維護和更換零件時更加快速靈活。在吊具的中心位置,安裝有超聲波傳感器,通過此傳感器能實時地反饋吊具與管樁模具之間的距離。超聲波傳感器采用4~20 mA模擬量形式輸出,相比于0~20 mA的超聲波傳感器,4~20 mA模擬量形式的超聲波傳感器能更好地區分信號0和故障0,能更加方便檢修與維護。
4 電控系統設計
4.1 電控系統架構
自動化起重機電控系統有地面中控系統和車體控制系統2部分,系統拓撲圖如圖5所示。地面中控系統由上位機、PLC、交換機、無線Client組成,車體控制系統由PLC、變頻器、絕對值編碼器、增量式編碼器、起重量限制器、超聲波、無線AP、遠程監控等組成,地面中控系統以及車體控制系統均采用三菱FX5U系列PLC作為控制器,車體控制系統絕對值編碼器、增量式編碼器、變頻器、起重量限制器等元器件之間采用Modbus-rtu通訊方式進行數據的交互。自動化起重機有中控室自動控制、遠程手動控制、駕駛室手動控制3種控制模式。自動控制模式時,可通過上位機控制系統下達和接收任務,實現自動操作。當自動化系統出現異常情況,需要人工干預時,可通過中控室遠程手動或起重機司機室手動的方式對起重機進行操作。以上3種控制模式的結合,可滿足系統的控制要求。
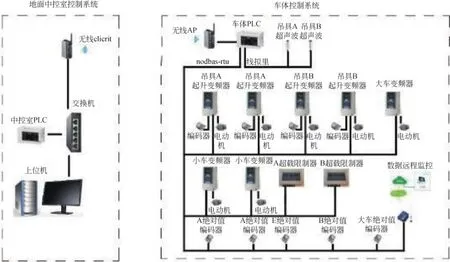
圖5 系統拓撲圖
4.2 電動機調速方式
起重機采用交流傳動時,一般采用變極調速、晶閘管定子調壓、變頻調速、反接制動、渦流制動器、轉子串電阻調速等控制方案。隨著微電子技術、晶體管技術的不斷發展,變頻調速方式已逐漸成為起重機調速的主要方案。采用變頻調速可避免起重機的鋼結構、傳動系統等由于打反車操作而產生沖擊,延長起重機的使用壽命,提高系統的平穩度。離心成型工序自動化起重機采用CH700系列變頻器作為驅動器對各機構進行調速控制。提升機構采用速度閉環矢量控制模式,使用增量型編碼器進行實時測速,使系統具有較好的動態性能以及轉矩特性,實現零轉速滿轉矩的需求,有效地防止溜鉤,也使系統具有更廣的調速范圍以及更高的轉速控制精度。大車機構采用變頻器一拖二的方式,VF控制模式。起升機構和大車機構在輕載和空載的工況下,采用恒功率調速,在滿載工況下,采用恒轉矩調速。管樁線起重機小車運行機構基本處于靜止或短行程的運動狀態,故采用開環矢量控制模式能滿足生產需求。
4.3 通訊方式
為減少線路鋪設,降低故障率,自動化起重機地面中控系統和車體控制系統之間采用無線通訊的方式進行數據的交互。無線通訊有Zigbee、433 MHz、藍牙、WiFi等技術方案,應契合現場帶寬需求和現場工況選擇。Zigbee應用于傳輸速率不大于250 kbps、433 MHz技術數據傳輸速率只有9 600 bps、低于Zigbee的速率,兩者一般只適用于數據傳輸量較少的應用場合。藍牙屬于WPAN無線個域網,即點對點、多點對多點,數據傳輸的帶寬是1 Mbps,通信距離一般10 m左右,主要是用來連接一些外接設備的,或用于近距離進行數據傳輸。WiFi符合802.11標準,屬于WLAN無線局域網,支持多個終端設備同時傳輸的網絡模式,即一對多的模式。WiFi的特點是數據傳輸速率高,傳輸范圍可達100 m,2.4/5 GHz傳輸速率最大可以達到600 Mbps,故離心工序自動化起重機工業地面控制系統與車體控制系統采用無線WiFi的通訊連接方式進行數據的交互。
在工業環境下,WLAN在通訊的實時性、確定性、安全性等有嚴格的要求。自動化起重機車體上使用AWK-1131A作為無線AP,符合IEEE 802.11n標準,具備高電磁抗擾度,可在2.4 GHz或5 GHz頻段上運行,適用于極端震動的環境,可避免由于起重機在運行過程中產生的震動影響。地面中控系統采用AWK-1137C作為無線Client,使用此無線通訊的方式實現了起重機與地面控制系統的快速、柔性連接,滿足了控制要求。
4.4 自動化功能設計
自動化起重機具有多項智能化檢測技術。起升機構和大車機構配有絕對值編碼器,檢測起重機實時位置,使自動化起重機實現準確位置定位,重復定位精度達到±10 mm。系統具有輕載高速功能,根據負載大小自動調整起升機構和大車運行機構的速度,從而提高生產效率。變頻器采用S型速度曲線啟制動模式,根據不同的載荷,系統實時在線自動調整切換加減速時間,使起重機在啟動和停止過程中達到快速且平穩的效果。通過中控系統獲取多臺離心機空閑、故障、工作中等狀態信息,系統自動生成最優路徑作業秩序等指令,命令起重機按相應規則完成管模的搬運任務。為應對管樁模具偏載等情況,2個起升機構設計為主從速度跟蹤模式,使2吊鉤共同抬吊的全過程保證管樁模具始終保持水平狀態。起重機還具有遠程監控與遠程診斷功能,使用者通過手機或電腦終端便可實時對起重機進行遠程監控與遠程診斷。
5 結論
離心成型工序通過采用自動化起重機替代常規起重機實現了離心成型工序管樁模具的自動化搬運,杜絕了打反車等不規范操作,大大降低了工人的勞動強度、避免了人身傷害事故的發生,提高了生產效率,產能基本符合當初的規劃預期。
針對管樁行業特殊工況,管樁自動化起重機在設計階段,應根據實際的工況,充分考慮相關的功能設計以及安全維護設計。經過1 a多的投產穩定運行,采用以上方案設計的離心成型工序自動化起重機運行比較穩定。隨著傳感器技術、視覺技術的發展,若引入多元化的智能檢測方案,可使管樁自動化起重機更加智能化。
