3D打印制備人工集料及性能研究
2023-03-17 07:40:46龔芳媛拜佳威王書岳程雪佼
硅酸鹽通報 2023年1期
龔芳媛,拜佳威,王書岳,鄧 銳,程雪佼
(1.河北工業大學土木與交通學院,天津 300401;2.天津市交通工程綠色材料技術工程中心,天津 300401)
0 引 言
截至2020年末,中國公路和高速公路總里程分別達到519.81萬千米和16.10萬千米。每年超過20億噸的粗集料被用于道路建設,天然集料資源的消耗一直是該領域學者密切關注的問題[1]。在瀝青路面中,集料的質量約占瀝青混合料的95%,是道路工程中廣泛使用的材料,對瀝青混合料的路用性能影響顯著[2]。集料的形狀、棱角性和紋理對瀝青混合料的高溫抗車轍、抗滑、低溫抗開裂性能及壓實度有著顯著的影響[3]。
為開展集料形態特征研究及其對瀝青混合料性能影響研究,國內外學者提出了不同的集料制備方法及處理技術[4-6]。利用磚石碎塊、廢棄混凝土等建筑垃圾,通過改變集料的生產工藝流程生產出不同材質、粒徑的再生骨料[7-8]。近年來開發的海洋資源珊瑚骨料形態特征與天然集料相似,具有應用于道路建設的潛力[5]。利用高爐爐渣制備粗集料,并使用集料圖像測量系統(aggregate image measurement system,AIMS)研究集料形狀、棱角性和紋理對瀝青混合料抗凍融劈裂、高溫抗車轍性能的影響[1]。為了便于量化集料形態特征對瀝青混合料馬歇爾穩定度、流值等性能的影響,制備正方體、圓柱體、球體等規則的形狀集料,并采用離散元方法分析集料形態特征對混合料性能的影響[9]。制作不同粒徑的球體玻璃珠,代替集料拌入混合料中,并結合X-ray CT掃描技術,研究集料形態特征對混合料抗永久變形性能的影響[10]。在不同粒徑和形狀集料中嵌入鋼針,結合X-ray CT掃描技術,也可以用于研究集料形態特征對混合料壓實性能的影響[6]。經研究發現,集料球度系數越接近1時,形狀接近正方體或者球體,集料之間的嵌擠力與內摩擦力越大,混合料的抗車轍性能也越好[11]。但受巖石種類和力學性能的影響,所生產集料的形態特征存在明顯差異,難以成型形態和粒徑可調控的集料顆粒用于量化集料形態特征對混合料的影響[12]。此外,隨著3D打印技術在道路工程領域中的應用,結合三維激光掃描技術,設計和構建打印三維模型,可制備出滿足工程特定需求的材料模型,實現道路材料與資源的高效利用[13-14]。
綜上所述,由于目前加工和生產天然集料的形態特征差異較大的特點,較難定性和定量開展形態特征對混合料性能的影響研究。雖然已有國內外學者采用不同原材料制備不同形態及粒徑的人工集料,或者使用數字圖像處理技術分析研究集料顆粒的形態特征及其對混合料性能的影響,但現有的人工集料制備方法難以根據研究需求調控和量化顆粒的形態特征指標。因此,本文基于3D打印技術,結合天然集料三維掃描模型,提出形態、粒徑、體積可調控的人工集料設計和制備方法并開展了集料質量技術指標相關試驗研究,為進一步量化顆粒形態特征及其對瀝青混合料性能影響的內在作用機理提供理論和技術方法。
1 實 驗
1.1 原材料
1.1.1 聚乳酸
聚乳酸(polylactic acid,PLA),也被稱為聚丙交酯,具有良好的力學性能與降解性能[15]。本研究使用極光爾沃科技股份有限公司生產的PLA作為3D打印的原材料,使用Z-603S打印機打印人工集料模型,其材料參數如表1所示。

表1 PLA樹脂材料技術指標Table 1 Technical specifications of PLA resin material
1.1.2 水泥砂漿材料
研究采用的水泥為高貝利特硫鋁酸鹽水泥(HB-CSA 42.5)和普通硅酸鹽水泥(P·O 42.5),化學成分見表2[16]。HB-CSA 42.5粒徑分布范圍為0.14~632.46 μm,D10、D50、D90分別為1.93 μm、19.40 μm、121.75 μm;P·O 42.5粒徑分布范圍為0.16~355.66 μm,D10、D50、D90分別為1.48 μm、11.73 μm、52.91 μm[16]。細石英砂(silica sand,SS),細度模數為1.76,堆積密度為1 620 kg/m3;硅灰(silica fume,SF),表觀密度為2 200 kg/m3,堆積密度為400 kg/m3;聚羧酸系高性能減水劑,固含量為40%(質量分數),減水率大于33%;緩凝劑為葡萄糖酸鈉。

表2 HB-CSA 42.5和P·O 42.5的化學組成Table 2 Chemical composition of HB-CSA 42.5 and P·O 42.5
1.2 試驗方法
1.2.1 水泥砂漿抗壓強度及凝結時間測試
根據JTG 3420—2020《公路工程水泥及水泥混凝土試驗規程》,成型70.7 mm×70.7 mm×70.7 mm立方體試件,養護溫度為(20±2) ℃,相對濕度為90%以上,使用YAW-2000D電液伺服壓力試驗機,檢測HB-CSA 42.5砂漿、P·O 42.5砂漿的7 d、28 d抗壓強度。使用水泥膠砂攪拌機、濕氣養護箱、凝結時間檢測儀等試驗設備,測試HB-CSA 42.5砂漿和P·O 42.5砂漿的初凝和終凝時間。
1.2.2 人工集料性能測試
根據JTG E42—2005《公路工程集料試驗規程》、JTG E20—2011《公路工程瀝青及瀝青混合料試驗規程》,使用YAW-2000D電液伺服壓力試驗機和MH-II型洛杉磯磨耗機,測試不同種類天然集料和人工集料的壓碎值和磨耗值。按照1 000 mL蒸餾水加入300~350 g無水硫酸鈉的比例,在溫度為30~50 ℃的條件下配制測試粗集料堅固性的溶液,測定天然集料和人工集料的堅固性。采用網籃法測定天然集料與人工集料的表觀密度和吸水率。采用水煮法測定人工集料與瀝青之間的黏附性等級。
2 人工集料模型設計方法及制備工藝
2.1 集料三維模型優選及幾何參數計算
2.1.1 集料三維模型優選
(1)三維虛擬篩分確定集料粒徑
圖1為集料顆粒三維模型及粒徑確定方法。采用分辨率為0.1 mm的Wiibox三維掃描儀獲取集料的三維信息,通過三角網格化處理重建集料的三維模型(見圖1(a))并以STL文件格式保存。獲取集料顆粒的點云模型,計算這些離散點間兩點連線的長度及方向向量,確定最大弦長L,并找到所有與L正交的弦長,最大值為W,求出經過W且與L垂直的平面方程,以此作為通過篩孔的控制平面[17]。求出篩孔控制平面的最小外接矩形,以該外接矩形的長軸為邊將其擴展為相應大小的外接正方形,根據外接正方形的邊長來確定三維粗集料通過特定大小方孔篩的依據[17]。如圖1(b)所示,本文獲取集料顆粒的點云模型后,結合Solidworks 2018軟件,求出集料三維模型的篩孔控制面及其最小外接矩形,并采用上述研究方法測定集料的粒徑。

圖1 集料顆粒三維模型及粒徑確定方法Fig.1 Three-dimensional model and mesh size determination method of aggregate particle
(2)不同粒徑集料球度系數計算
在粒徑為4.75~9.5 mm、9.5~13.2 mm、13.2~16 mm、16~19 mm、19~26.5 mm集料中,每種粒徑隨機挑選60顆集料共計300顆,并采用數字1~300標記,分別代表不同集料,并測量和計算不同集料的球度系數及其分布和占比。圖2為不同粒徑天然集料的球度系數。如圖2所示,在5種粒徑的集料中,球度系數位于0.6~0.8的顆粒分布占比分別為73.3%、75.0%、75.0%、70.0%、53.3%;球度系數位于0.8以上的集料顆粒分別為10.0%、11.7%、18.3%、8.3%、23.3%。由此可知,在天然集料中,球度系數在0.8以上的集料顆粒占比較少。當集料的球度系數越接近1時,集料之間的嵌擠力和內摩擦力越大,越有利于增強混合料抗車轍性能,提高其高溫穩定性[11]。本文基于3D打印技術,制備出的球體和正方體人工集料的球度系數均為1。

圖2 不同粒徑天然集料的球度系數Fig.2 Sphericity coefficient of natural aggregates with different mesh sizes
(3)不同形態集料三維模型比選
依據上述測定集料粒徑方法,在多個不同粒徑和形態特征集料三維模型中,使用Solidworks 2018軟件可批量計算處理,獲取同一粒徑不同形態特征的集料顆粒。圖3為不同形態特征同粒徑集料。如圖3所示,本文從72顆粒徑為19~26.5 mm集料三維模型中,區分并獲得形狀為球狀、針狀、破碎狀、棱角狀、片狀顆粒模型,為3D打印形態、粒徑、體積可調節的PLA集料顆粒提供輸入模型。

圖3 不同形態特征同粒徑集料Fig.3 Different morphological characteristics of aggregates with same mesh size
2.1.2 集料三維模型幾何參數計算
使用Geomagic Studio 2014軟件,計算圖3中不同形態集料三維模型的表面積及體積,如圖4所示,其中字母R、E、Fr、A、F,分別代表球狀、針狀、破碎狀、棱角狀、片狀的集料。計算結果表明:R、E、Fr、A、F集料的體積分別為7 704.594 mm3、8 406.383 mm3、5 999.851 mm3、7 263.497 mm3、6 029.949 mm3;表面積分別為2 100.574 mm2、2 591.374 mm2、1 938.627 mm2、2 147.352 mm2、2 326.740 mm2。

圖4 不同形狀集料的幾何參數Fig.4 Geometric parameters of aggregates with different shapes
2.2 3D打印集料模型及模具制備
2.2.1 3D打印PLA集料
圖5為不同形狀集料模型及制備過程。在進行3D打印操作前,需將掃描獲取的集料三維模型導入Ultimaker Cura 4.11.0軟件中進行分層切片、優化打印路徑和添加支撐等一系列處理,如圖5(a)和(b)所示。在本研究中選用PLA作為3D打印材料,采用極光爾沃Z-603S打印機來打印人工集料模型,打印溫度設置為200 ℃,熱床溫度為60 ℃,如圖5(c)所示。打印完成后去除集料的支撐,如圖5(d)所示。

圖5 不同形狀集料模型及制備過程Fig.5 Model and preparation process of affregates with different shapes
使用Geomagic Studio 2014軟件,通過調節集料三維模型的縮小因子可構建位于同一檔粒徑范圍且具有相同形態特征和體積的3D打印顆粒模型。圖6為等體積等粒徑的不同形狀集料顆粒。將圖6中球狀、針狀、破碎狀、棱角狀、片狀集料三維模型的縮小因子分別設置為0.730、0.709、0.794、0.745、0.792,可獲取體積為3 000 mm3、粒徑為16~19 mm的集料三維模型。使用極光爾沃Z-603S打印機,打印不同形狀等粒徑和等體積的集料顆粒,如圖6所示。

圖6 等體積等粒徑的不同形狀集料顆粒Fig.6 Different shapes of aggregate particles with same volume and mesh size
2.2.2 人工集料硅膠模具制備
采用PLA材料并通過3D打印技術所制備的集料顆粒模型,表觀密度為1.21 g/cm3,吸水率為0.5%。與天然集料相比,PLA集料的吸水率較低,表觀密度遠小于天然集料,在混合料拌和過程中易發生離析。由于高溫作用,在試驗過程中PLA集料還易發生融化或者軟化等問題。圖7為3D打印集料熱穩定性檢測。在成型馬歇爾試件中,加入PLA集料,將馬歇爾試件至于120 ℃烘箱中加熱,30 min后取出PLA集料,PLA集料表面出現了局部軟化變形現象。

圖7 3D打印集料熱穩定性檢測Fig.7 Thermal stability test of 3D printing aggregate
因此,本文提出了一種制備特定形態特征和粒徑人工集料的方法,其設計思路為:以PLA為原材料,打印特定形態特征、粒徑的集料模型并以此制備3D打印集料模具,四周帶擋條3D打印模具粒徑范圍在13.2~16 mm,行、列各為9等距分布,如圖8(a)所示。
按照質量比為50 ∶1.3的比例來配制硅膠和固化劑混合物。首先,在盛放硅膠的容器中倒入適量的固化劑,然后加入硅膠并快速攪拌混合液,直至混合液內無氣泡產生,如圖8(b)所示。
將拌和后的混合液倒入四周帶擋條的3D打印模具中,如圖8(c)所示。
待人工集料模具中的硅膠靜置10 h后,脫模取出便獲得可一次成型81顆人工集料的硅膠模具,如圖8(d)所示。

圖8 正方體人工集料硅膠模具制作過程Fig.8 Production process of cube artificial aggregate silicone mold
圖9為制備不同形態人工集料硅膠模具的制作過程。如圖9(a)和(b)所示,先在模具底部倒入一層拌和好的混合液,待硅膠靜置10 h后,放置不同形態的3D打印集料。再倒入一層混合液直至完全覆蓋3D打印顆粒(見圖9(c)),待硅膠成型后,通過表面劃“十”字口方式取出3D打印顆粒(見圖9(d)),即成型形態不同的人工集料硅膠模具。
2.3 水泥種類及水泥砂漿配合比確定
為了制備形態特征良好、技術指標符合規范的人工集料,選用HB-CSA 42.5和P·O 42.5兩種水泥砂漿,其配合比分別如表3、表4所示。測試HB-CSA 42.5和P·O 42.5砂漿的7 d、28 d抗壓強度及凝結時間,取6個試件的算術平均值作為不同水泥砂漿養護不同時間的抗壓強度和凝結時間,結果如圖10、圖11所示。

表3 HB-CSA 42.5砂漿配合比Table 3 Mix proportion of HB-CSA 42.5 mortar /(kg·m-3)

表4 P·O 42.5砂漿配合比Table 4 Mix proportion of P·O 42.5 mortar /(kg·m-3)

圖10 不同種類及養護時間水泥砂漿的抗壓強度Fig.10 Compressive strength of cement mortar with different types and curing time

圖11 不同水泥砂漿凝結時間Fig.11 Setting time of different cement mortar
HB-CSA 42.5砂漿與P·O 42.5砂漿的7 d抗壓強度的平均值及標準誤差分別為40.0 MPa、35.2 MPa,0.750、0.805;HB-CSA 42.5砂漿與P·O 42.5砂漿的28 d抗壓強度的平均值及標準誤差分別為47.5 MPa、42.7 MPa,1.594、1.607。與P·O 42.5砂漿相比,HB-CSA 42.5砂漿7 d抗壓強度較高,且初、終凝時間較短,具有早強、快凝的特點,可保證人工集料脫模后,仍能保持良好的形態特征。HB-CSA 42.5砂漿28 d抗壓強度大于P·O 42.5砂漿,且7 d、28 d抗壓強度的標準誤差均小于P·O 42.5砂漿,可知HB-CSA 42.5砂漿抗壓強度數值的離散程度小于P·O 42.5砂漿。綜上所述,選取HB-CSA 42.5砂漿作為制作人工集料的原材料。
2.4 人工集料制備及幾何參數計算
2.4.1 人工集料制備及養護
圖12為正方體人工集料的制作過程:(1)在硅膠模具內壁涂刷薄層機油,如圖12(a)所示;(2)在硅膠模具內注滿砂漿,并將盛有水泥砂漿的硅膠模具放置在混凝土試驗用振動臺上,振動至水泥砂漿表面無氣泡產生,如圖12(b)所示;(3)處理硅膠模具表面的水泥砂漿,并在(20±2) ℃、相對濕度大于90%條件下養護24 h,如圖12(c)所示;(4)將養護成型的人工集料脫模,在標準養護條件下養護28 d,如圖12(d)所示。

圖12 人工集料制作過程Fig.12 Preparation process of artificial aggregates
根據上述制備和養護方法,本研究制備了形狀為球體、正方體,粒徑為16~19 mm、13.2~16 mm、9.5~13.2 mm、4.75~9.5 mm共8種特定形態和粒徑的人工集料,如圖13(a)所示。按照相同的制備及養護工藝制備了粒徑為9.5~13.2 mm、具有不同形態特征的人工集料,如圖13(b)所示。圖13(b)中,第1、3行為人工集料,第2、4行為天然集料。即基于3D打印技術,可以制備特定形態特征的人工集料。

圖13 不同形態的人工集料Fig.13 Artificial aggregates with different morphological characteristics
2.4.2 人工集料幾何參數計算
圖14(a)和(b)分別為選定的天然集料和對應的人工集料。圖14(c)和(d)為三維激光掃描獲取不同形態特征天然集料與人工集料的三維模型。

圖14 不同形態特征的天然集料與人工集料Fig.14 Natural and artificial aggregates with different morphological characteristics
圖15(a)和(b)為通過9顆天然集料模型制備的9組人工集料,編號為No.1~No.9,每組形態有3個試樣,共計27顆,用于比較分析天然集料與人工集料的體積與表面積關系。在所制備的27顆人工集料中,77.8%人工集料的體積小于原天然集料,這是由于在使用特定形態特征的硅膠模具制備人工集料時,易在脫模過程中出現人工集料局部磨損現象。81.5%的人工集料表面積大于原天然集料,這是因為在3D打印人工集料模型過程中,需對三維模型進行切片和打印路徑規劃處理,導致所制備的人工集料中出現表面積大于原天然集料的現象。

圖15 天然集料與人工集料體積和表面積關系Fig.15 Relationship of volume and surface area between natural and artificial aggregates
此外,掃描獲取不同粒徑正方體和球體人工集料三維模型,如圖16所示。計算正方體、球體及其他形狀人工集料的體積和表面積,并與原設計三維模型比較,用于分析3D打印制備的不同形態集料是否具有良好形態特征以及體積精度。

圖16 正方體與球體人工集料Fig.16 Cube and sphere artificial aggregates
圖17和圖18分別為所制備正方體、球體及其他形狀人工集料的體積和表面積誤差。字母I、II、III、IV分別代表粒徑范圍為4.75~9.5 mm、9.5~13.2 mm、13.2~16 mm、16~19 mm的人工集料,字母R、E、F、Fr分別代表形狀為球狀、針狀、片狀、破碎狀的人工集料。

圖17 球體、正方體人工集料表面積及體積誤差Fig.17 Surface area and volume error of sphere and cube artificial aggregates

圖18 不同形狀人工集料表面積及體積誤差Fig.18 Surface area and volume error of artificial aggregates with different shapes
粒徑為4.75~9.5 mm、9.5~13.2 mm、13.2~16 mm、16~19 mm的球體人工集料表面積誤差分別為0.31%、5.62%、2.08%、5.48%,體積誤差分別為1.31%、0.36%、0.72%、0.04%;正方體人工集料表面積誤差分別為5.12%、0.22%、1.01%、4.30%,體積誤差分別為0.53%、1.26%、2.75%、1.68%。制備與天然集料形狀相似的人工集料表面積誤差為1.85%、0.26%、5.65%、5.83%、0.40%、0.20%、0.30%,體積誤差分別為0.51%、0.84%、1.15%、0.40%、0.52%、0.51%、0.47%。綜上所述,采用3D打印技術制備出不同形態特征人工集料的表面積誤差均小于6%,體積誤差均小于3%,具有良好的形態特征和體積精度,可用于定性和定量分析集料形態特征對混合料性能影響的相關研究中。
3 人工集料性能評價
3.1 壓碎值及磨耗值測試
測量人工集料、片麻巖兩種集料的壓碎值、磨耗值,并對比JTG E42—2005《公路工程集料試驗規程》[18]中所列的瀝青混合料路面用石灰巖、玄武巖、花崗巖集料壓碎值的參考值,如圖19所示。結合現有研究,對比5種集料的磨耗值[19-20],結果如圖20所示。
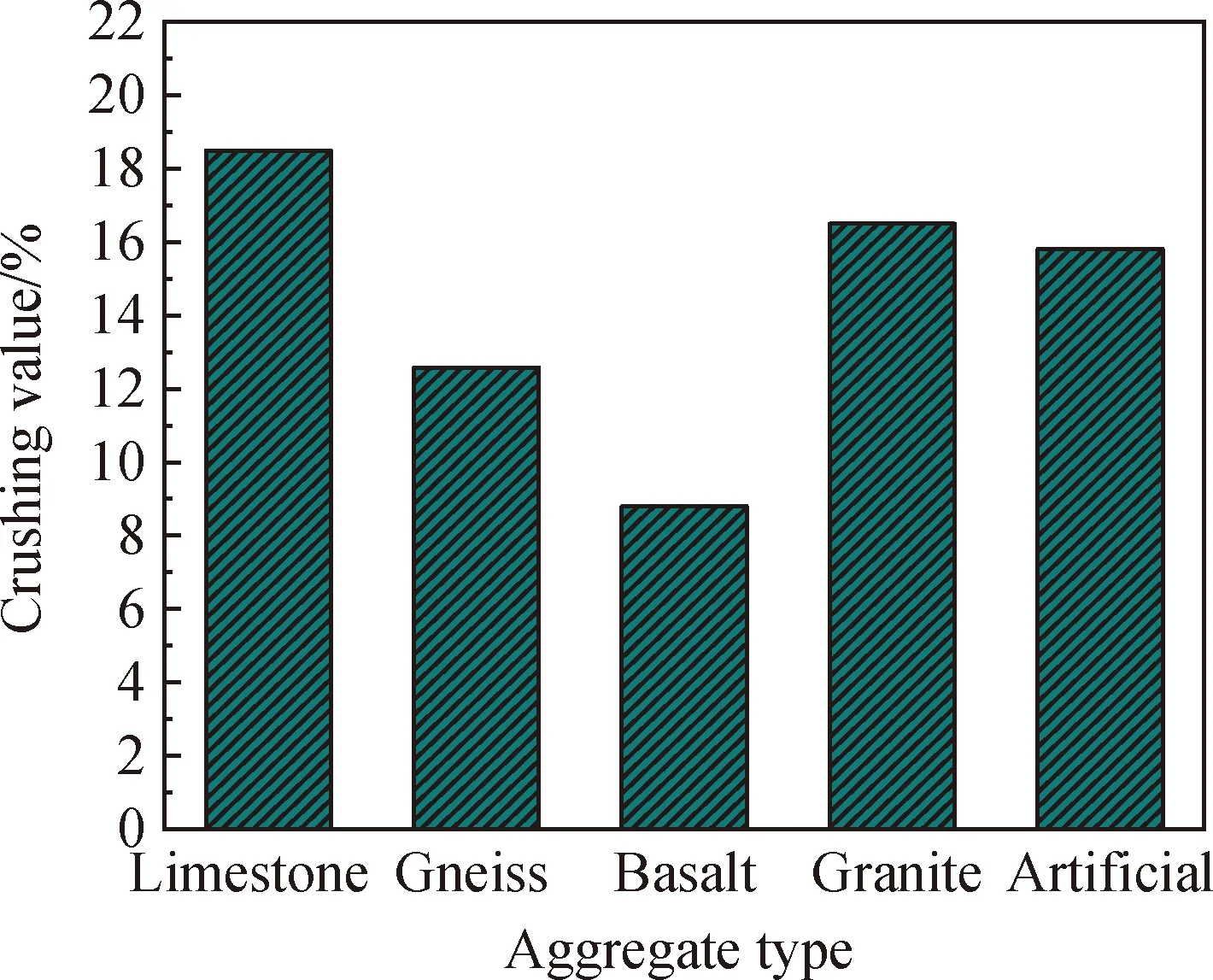
圖19 不同巖性集料的壓碎值Fig.19 Crushing value of aggregates with different lithologies

圖20 不同巖性集料的磨耗值Fig.20 Abrasion value of aggregates with different lithologies
在相同荷載條件下,石灰巖、片麻巖、玄武巖、花崗巖、人工集料的壓碎值分別為18.50%、12.58%、8.80%、16.50%、15.81%。人工集料的壓碎值分別高于片麻巖、玄武巖3.23個百分點、7.01個百分點,分別低于石灰巖、花崗巖2.69個百分點、0.69個百分點。相同試驗條件下,石灰巖、片麻巖、玄武巖、花崗巖、人工集料的磨耗值分別為21.20%、13.73%、7.90%、8.20%、15.70%。人工集料的磨耗值分別高于片麻巖、玄武巖、花崗巖1.97個百分點、7.80個百分點、7.50個百分點,低于石灰巖5.50個百分點。
3.2 堅固性及吸水率測試
圖21為試驗所得人工集料、片麻巖兩種集料的堅固性、表觀密度及吸水率,并對比現有研究中石灰巖、玄武巖、花崗巖三種集料的堅固性檢測值[19-20]。人工集料與已有研究中石灰巖、玄武巖、花崗巖的表觀密度和吸水率測試結果如圖22所示[21-22]。

圖21 不同巖性集料的堅固性Fig.21 Firmness of aggregates with different lithologies

圖22 不同巖性集料的表觀密度和吸水率Fig.22 Apparent density and water absorption of aggregates with different lithologies
相同試驗條件下,測試所得石灰巖、片麻巖、玄武巖、花崗巖、人工集料的堅固性分別為1.16%、1.37%、0.36%、1.64%、5.65%,其中人工集料質量損失百分比分別高于石灰巖、片麻巖、玄武巖、花崗巖4.49個百分點、4.28個百分點、5.29個百分點、4.01個百分點。石灰巖、片麻巖、玄武巖、花崗巖、人工集料5種集料的表觀密度分別為2.701 g/cm3、2.720 g/cm3、2.927 g/cm3、2.688 g/cm3、2.538 g/cm3,吸水率分別為0.751%、0.903%、0.632%、0.950%、0.646%。其他4種集料表觀密度分別高于人工集料0.163 g/cm3、0.182 g/cm3、0.389 g/cm3、0.150 g/cm3。此外,石灰巖、片麻巖、花崗巖的吸水率分別高于人工集料0.105個百分點、0.257個百分點、0.304個百分點,玄武巖的吸水率低于人工集料0.014%。
3.3 黏附性測試
本研究采用水煮法,分別測試了人工集料與70號道路石油瀝青、SBS改性瀝青之間的黏附性等級(見圖23)。如圖23所示,人工集料與70號道路石油瀝青、SBS改性瀝青之間的黏附性等級均為5。玄武巖、花崗巖、閃長巖、石灰巖與70號道路石油瀝青的黏附性等級均為4,與SBS改性瀝青的黏附性等級均為5[23]。與其他集料相比,人工集料與70號道路石油瀝青具有較好的黏附性,與SBS改性瀝青具有相同的黏附性等級。
所制備人工集料的壓碎值、磨耗值、堅固性、吸水率及黏附性等級均滿足JTG F 40—2004 《公路瀝青路面施工技術規范》要求,可代替天然集料用于定性和定量分析集料形態特征對瀝青混合料性能影響的相關研究。
4 結 論
(1)在天然集料中,球度系數大于0.8的集料顆粒含量較少,基于3D打印技術,可以制備球度系數為1、形狀為球體和正方體的集料顆粒;使用三維掃描技術,重構不同形態集料三維模型,調控集料模型的粒徑和體積,可打印具有等徑范圍和等體積的不同形態特征集料。
(2)采用3D打印技術獲得的不同形態特征PLA顆粒,與天然集料相比,密度較小,如直接采用其代替天然集料拌入混合料中易發生離析,且成型瀝青混合料過程中,易發生PLA集料融化或者軟化變形等問題,因此推薦使用水泥砂漿作為制備人工集料的原材料。
(3)與普通硅酸鹽水泥砂漿相比,高貝利特硫鋁酸鹽水泥砂漿具有早強和快凝的特點,更適用于制備人工集料。使用特定形態特征的硅膠模具制備人工集料,由于在脫模過程中人工集料邊緣易出現少量材料的脫落,導致77.8%的人工集料體積小于原天然集料。在3D打印人工集料模型過程中,需對人工集料進行三維模型切片和打印路徑規劃等操作,導致81.5%的人工集料表面積大于原天然集料。
(4)本文所制備的人工集料的體積誤差小于3%,表面積誤差小于6%,壓碎值、磨耗值、堅固性、表觀密度、吸水率和黏附性等級等質量技術指標均滿足JTG F 40—2004《公路瀝青路面施工技術規范》。采用3D打印技術所制備的人工集料具有良好的性能和形態特征,可用于量化天然集料形態、粒徑、體積和探究集料形態特征對混合料性能的影響規律。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
數學小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
世界科學技術-中醫藥現代化(2020年2期)2020-07-25 02:05:36
數學物理學報(2020年2期)2020-06-02 11:29:24
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當代陜西(2019年10期)2019-06-03 10:12:04
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
