2195鋁鋰合金鎢極氬弧焊接工藝研究
2023-04-04 10:14:12溫斯涵朱文俐孫建秋胡正根焦好軍
宇航材料工藝 2023年1期
溫斯涵 朱文俐 孫建秋 胡正根 焦好軍
(1 航天材料及工藝研究所,北京 100076)
(2 北京宇航系統工程研究所,北京 100076)
文 摘 針對2195 鋁鋰合金在焊接時裂紋敏感性高、氣孔敏感性高、易氧化等問題,開展氬弧焊接工藝研究,對焊接頭的抗裂性、力學性能及顯微組織進行了分析。研究表明,提高焊縫金屬中的Cu含量,可以有效降低2195 鋁鋰合金熔焊接頭的裂紋敏感性,裂紋率K1=0%,K2=0%。2195 鋁鋰合金單面雙層焊接接頭力學性能最佳,抗拉強度超過376 MPa,延伸率達到5.5%。提高焊接試板的清理深度可以解決焊接氣孔敏感性高的問題,增加氬氣拖后保護及背保護措施可以有效防止焊接氧化問題。熔焊工藝研究可為2195 鋁鋰合金的工程應用提供技術支撐。
0 引言
鋰(Li)是最輕的金屬元素,密度僅為0.534 g/cm3,每添加1%(w)的Li 可以使合金的密度降低3%,彈性模量提高6%。2195 鋁鋰合金為第三代鋁鋰合金,提高了合金Cu/Li 的比例,并添加了Mg、Ag 等合金化元素,解決了第二代鋁鋰合金塑性和韌性較低,各向異性嚴重等問題,具備低密度、高比強度、高比模量、高比剛度等優點[1-8],在航空航天及化工等領域中具有巨大的應用潛力。
熔焊技術是2195鋁鋰合金工程應用所需的關鍵技術之一,研究表明,2195鋁鋰合金在熔焊時存在裂紋敏感性高、焊縫易氧化、焊接氣孔敏感性高、接頭塑性較差等問題[9-11],阻礙其進一步工程化應用。
國內外學者開展配用焊絲設計及熔焊工藝研究工作以解決2195 鋁鋰合金的焊接問題。國外NASA及Lockheed Martin 公司研制出編號為B218 的Al-Cu焊絲[12],熔焊接頭拉伸強度為380 MPa,延伸率達到5%。國內焦好軍等[13]也制備出2195 鋁鋰合金的配用焊絲,熔焊接頭強度超過380 MPa,延伸率超過3%,裂紋敏感性K1=0%,K2=0%。目前,2195 鋁鋰合金熔焊工藝研究主要以提高接頭性能為主,關于2195 鋁鋰合金通用熔焊工藝研究工作的公開報道較少。
本文針對鋁鋰合金易氧化、氣孔敏感性高、焊接裂紋敏感性高、接頭軟化等焊接問題,開展試板級2195 鋁鋰合金通用熔焊工藝研究,優選坡口形式及焊接方式,細化過程控制,明確焊接注意事項,形成2195鋁鋰合金通用熔焊工藝方法。
1 實驗
1.1 材料
所用原材料為國產T8 態2195 鋁鋰合金軋制板材,厚度為6 mm,合金成分為Al-4Cu-1Li-0.4 Mg-0.4Ag-0.1Zr。焊接試驗填充材料選用自主研發的2195 鋁鋰合金配用焊絲,焊絲成分為Al-6Cu-0.25Ti-0.25Zr,焊絲直徑為3.0 mm。
1.2 試驗方法
T8 態試板尺寸為300 mm×100 mm×6 mm,對接縫長度為300 mm,焊接方向為板材的軋制方向。焊接試板加工出V 型焊接坡口,單邊坡口角度為60°,鈍邊高2 mm。焊接前,將焊接試板和焊絲進行除油和酸洗處理,然后打磨刮削焊口表面,清表面的氧化膜,提高焊接質量。使用鎢極氬弧焊接方法進行焊接,焊接設備為奧地利生產的Fronius MW 4000 型焊機,焊接電源為交流模式,鎢極直徑為3.2 mm,采用半自動焊接方式進行焊接(手工送絲)。焊接時,將試板裝夾至不銹鋼材質的焊接工裝上,保證試板的間隙及錯邊。焊接工藝分別選擇單面單層焊接(單層)、單面雙層焊接(打底+蓋面)及兩面三層焊接(打底+兩層蓋面),各層焊接之間均將溫度降至常溫,蓋面層采用擺動方式進行焊接。焊接參數包括焊接電流、焊接速度及氬氣流量,各道次焊接參數如表1所示。
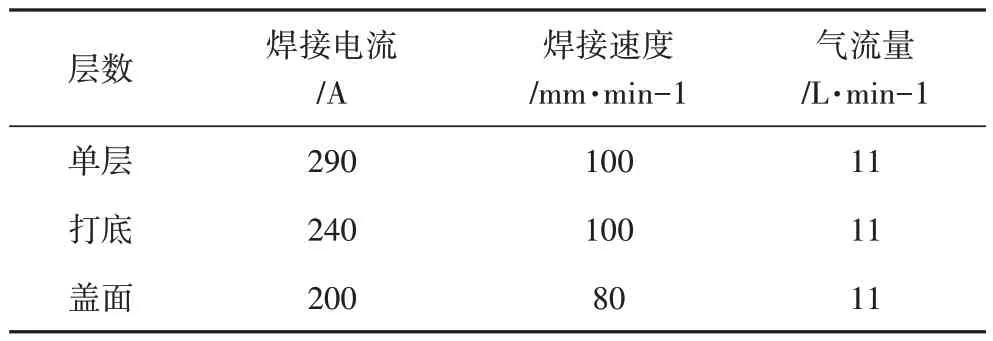
表1 熔焊工藝參數Tab.1 Processing parameters of the fusion welding
拉伸試樣由帶余高的熔焊接頭試樣沿橫向截取制備,試樣總長為175 mm,常溫拉伸試驗在國產的CMT5105電子萬能試驗機上進行,每種拉伸試樣取5個子樣。
使用X 射線衍射分析(XRD)對2195鋁鋰合金母材及熔焊接頭的相組成進行分析。實驗設備為德國生產的AXS-D8 型X 射線衍射分析儀,衍射時采用Cu-Kα 靶,波長λ=0.1540 5 nm,掃描速度為6 °/min,掃描范圍為10°~90°。利用徠卡生產的DM4000M 金相顯微鏡觀察接頭的組織形貌。為了方便對樣品的界面進行觀察,需要將樣品進行冷鑲處理,并使用混合酸溶液進行侵蝕。采用FEI 公司生產的Quanta 200F 場發射環境掃描電鏡(SEM)分析熔焊接頭的微觀組織及拉伸試樣斷口形貌。檢測樣品時,使用二次電子像(SEI)觀察拉伸試樣斷口形貌,使用背散射電子像(BSE)觀察熔焊接頭的微觀組織。
2 結果與分析
2.1 焊接熔合比
航天鋁合金熔焊接頭焊后不再進行熱處理,在焊后冷卻條件一定時,焊縫化學成分對接頭性能起決定性的影響作用。在熔焊時,焊縫的成分Ch是由母材成分Cm、焊絲成分Cs和熔合比θ三個參數決定的,滿足以下關系:
焊縫熔合比是指焊縫中熔化母材所占的比例,焊縫橫截面由兩部分構成,母材熔化部分面積為S1,焊絲熔化填充部分面積為S2,熔合比θ為:
由于2195 鋁鋰合金母材的成分已經確定,因此焊縫的成分主要由焊絲成分及熔合比決定。在熔焊過程中,控制熔合比的方法主要為調整焊接坡口角度及鈍邊的大小。在焊接6 mm 厚板材時,單邊坡口角度為60°,鈍邊高2 mm,熔合比約為0.5,填絲量較大;無坡口試板的焊接熔合比約為0.7,填絲量較少。
選用環形焊縫試驗方法對2195鋁鋰合金的焊接裂紋敏感性進行評價,研究焊接熔合比對裂紋敏感性的影響。在圓環上進行自熔焊接,觀察并測量裂紋長度,實驗結果見圖1。焊縫中心目視可見較長裂紋,表明2195鋁鋰合金材料本身的裂紋敏感性很高,需要添加合適的焊絲提高其抗裂性能。

圖1 自熔圓環試驗Fig.1 Circular patch experiment of self fusion
圖2為填絲焊接圓環焊接試樣的宏觀形貌及X光檢測結果。X光結果顯示,環形焊縫未發現液化裂紋存在,即裂紋率K2=0%。無坡口圓環焊縫中心目視可見明顯裂紋,利用機械法將焊接熱裂紋打開,在掃描電鏡下觀察裂紋斷口形貌,見圖3,呈典型熱裂紋斷口形貌特征,斷口分布著“鵝卵石”狀光滑顆粒。經測量裂紋長度達到6 mm,其結晶裂紋敏感性K1=3.5%。帶坡口試板熔焊接頭未檢測到裂紋產生,其結晶裂紋敏感性K1=0%。試驗結果證明,增加焊絲金屬填充量,降低2195鋁鋰合金焊接熔合比,提高焊縫金屬中的Cu 含量,可以有效降低2195 鋁鋰合金熔焊接頭的裂紋敏感性。因此,后續驗證試驗均采用帶坡口試板進行。
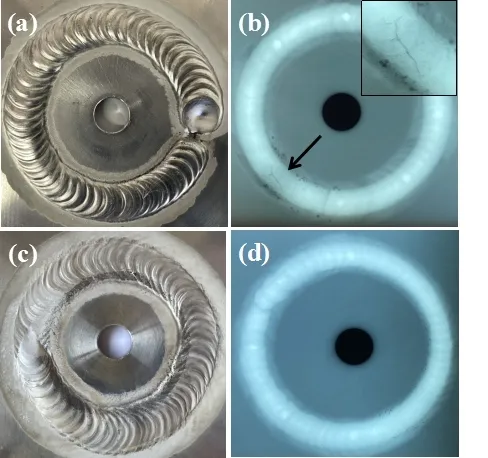
圖2 圓環試驗及X光檢測圖Fig.2 Circular patch experiment and X-ray radiographs
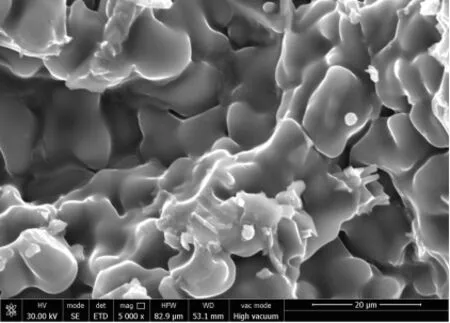
圖3 焊接熱裂紋斷口形貌Fig.3 Fracture morphology of welding hot crack
2.2 焊接工藝優化
采用單面單層焊、單面雙層焊、兩面三層焊的方式,對6 mm 厚2195 鋁鋰合金試板進行焊接,填充材料均選用自主研發的2195鋁鋰合金配用焊絲。焊接參數見表1。
利用三種工藝焊接2195 鋁鋰合金試板后,目視檢查焊縫外觀合格,X 光檢測結果顯示,焊縫均符合QJ2698A—2011 I級焊縫要求。利用X射線衍射儀分析焊縫組織,并使用Jade 軟件對特征峰進行標定,結果見圖4。熔焊工藝對接頭的相組成影響較小,接頭主要由α-Al及Al2Cu組成。
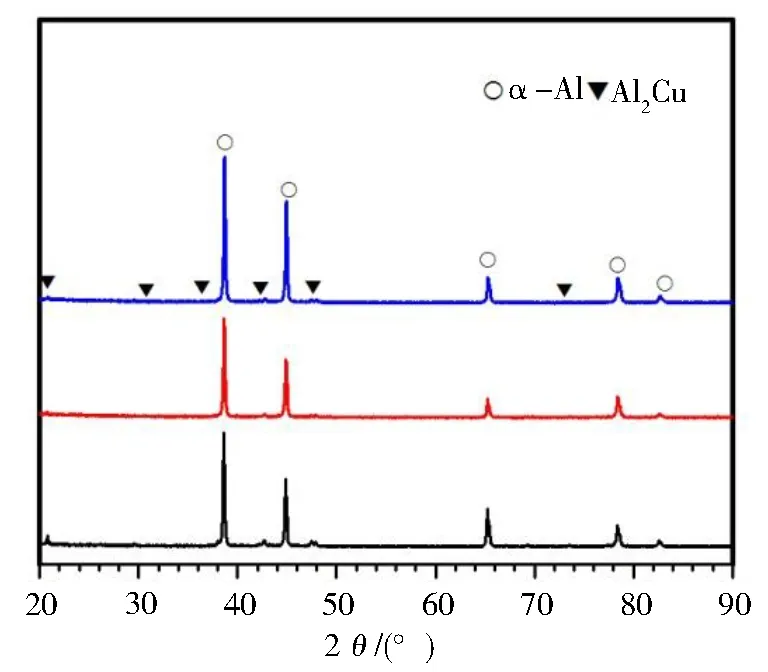
圖4 熔焊接頭X射線衍射分析Fig.4 X-ray diffraction pattern of the joint
對熔焊接頭的顯微組織進行分析,接頭主要由焊縫熔化區(FZ)、熔合線半熔化區(FL)、熱影響區(HAZ)組成,考察不同熔焊工藝對焊縫熔化區組織形貌的影響,結果見圖5。焊縫熔化區組織呈典型的鑄態組織特征,單面雙層熔焊接頭晶粒細小均勻,平均晶粒尺寸僅為20 μm,見圖6(a)。兩面三層熔焊接頭形貌與單面雙層接頭類似,但是經歷二次焊接熱循環作用后,蓋面層晶粒尺寸略有增大,經統計其平均晶粒尺寸約為30 μm,見圖6(b)。單面雙層焊接及兩面三層焊接打底層同樣經歷二次焊接熱循環作用,打底層晶粒尺寸約為40 μm,見圖6(c)。單面單層熔焊接頭組織較粗大,平均晶粒尺寸超過50 μm,這是因為單次焊接熱輸入量過大,導致形成粗大的鑄態組織,見圖6(d)。

圖5 熔焊接頭背散射分析Fig.5 Backscattered electron images of the welded joint
使用掃描電鏡(SEM)對2195 鋁鋰合金熔焊接頭的微觀組織進行分析,通過背散射圖像確定焊縫中的相分布,對α-Al 基體上的析出相進行能譜分析(EDS),確定其化學成分。三種熔焊接頭具有相似的背散射圖像,焊縫中心組織致密且均勻,亮白色析出相均勻的分布在灰色α-Al 基體上,見圖6。結合能譜分析可知,焊縫熔化區沿晶界分布的白色相及晶內顆粒狀白色相為Al2Cu析出相,與XRD分析結果相吻合。
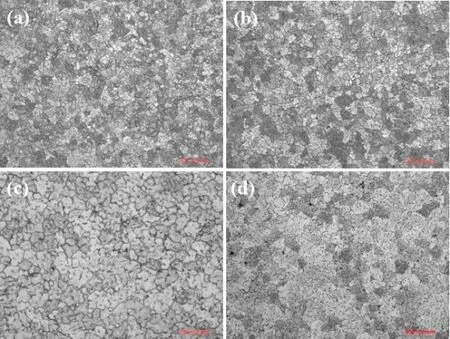
圖6 熔焊接頭顯微組織Fig.6 Microstructure of the welded joints
對熔焊接頭進行常溫拉伸試驗,考核其抗拉強度及延伸率,試驗結果統計至表2中。單面雙層熔焊接頭的拉伸強度達到376 MPa,強度系數超過0.67,延伸率為5.5%,具備最優異的拉伸性能。兩面三層焊接頭性能略有降低,抗拉強度下降到362 MPa,強度系數超過0.64,延伸率為5.3%。對比兩種氬弧焊接工藝可知,單面雙層焊接的力學性能最優,且減少了焊接受熱次數,有利于避免焊接熱裂紋的產生。利用單面單層工藝對2195 鋁鋰合金實施焊接后,熔焊接頭的力學性能明顯降低,拉伸強度僅為351 MPa,延伸率為3.8%。單面單層焊接輸入量過大,形成粗大的鑄態組織是接頭力學性能降低的主要原因。根據常溫力學性能測試結果,推薦利用單面雙層氬弧焊接方法焊接2195鋁鋰合金。
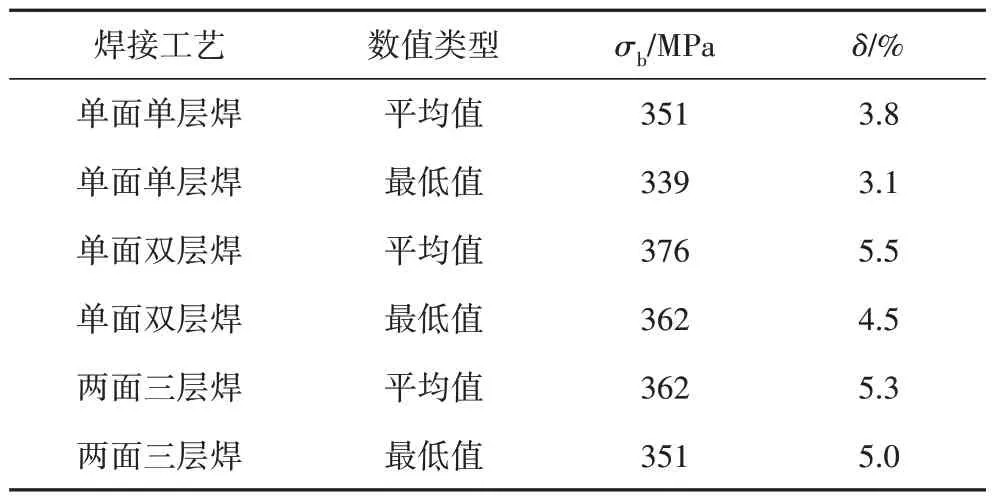
表2 焊接工藝對熔焊接頭拉伸性能影響Tab.2 Effect of welding technology on tensile property
2.3 焊接氧化
在焊接常規鋁合金時,通常僅需要利用氬氣、氦氣等惰性氣體在焊縫正面進行保護。但是由于2195鋁鋰合金中的Li元素化學性質非常活潑,焊接時,在焊縫背部及正面高溫區的金屬易被氧化,導致焊縫成形較差并形成焊接缺陷,使熔焊接頭力學性能下降。因此,在焊接2195 鋁鋰合金時,需采取與Ti、Nb等易氧化合金焊接時相同的保護措施,在焊縫正、反面都施加惰性氣體保護,并且增加拖后惰性氣體保護措施,以防止2195 鋁鋰合金氧化而造成的接頭性能降低。
為驗證惰性氣體保護措施的保護效果,目視觀察保護前后熔焊接頭的焊縫外觀,對比結果如圖7所示。在增加拖后保護及背保護后,2195 鋁鋰合金的焊縫呈現金屬光澤,為鋁合金焊縫正常外觀形態,見圖7(b),而僅在主弧氣體保護條件下的焊縫表面呈現灰白色,與正常焊縫外觀差異較大,見圖7(a)。
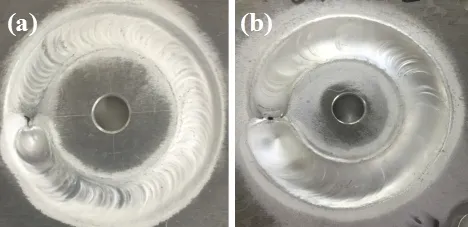
圖7 熔焊接頭宏觀形貌Fig.7 macro-structure of the welded joint
對比被氧化接頭及其補焊接頭的力學性能,以常規鋁合金的焊接方法焊接2195 鋁鋰合金對接試板,并進行補焊,測試熔焊接頭的常溫拉伸性能,其抗拉強度及延伸率統計在表3內。與保護良好焊縫的拉伸性能進行對比,結果顯示,被氧化熔焊接頭及其補焊接頭的抗拉強度均低于受保護接頭的抗拉強度,尤其是補焊接頭的抗拉強度有明顯降低。目前,已明確2195鋁鋰合金焊接時氧化不利于接頭的力學性能,但是氧化對拉伸性能的影響機理還有待進一步研究。
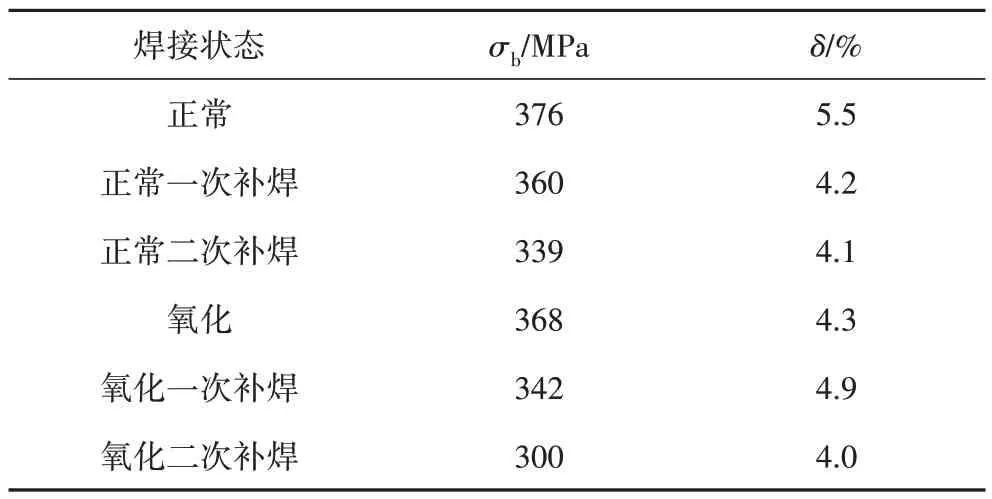
表3 氧化對熔焊接頭拉伸性能影響Tab.3 Effect of oxidation on tensile property
綜上所述,在焊接2195鋁鋰合金時,需要在焊縫正、反面施加惰性氣體保護,并且增加拖后保護措施,以防止2195 鋁鋰合金氧化而造成的接頭性能降低。
2.4 焊接氣孔
由于2195 鋁鋰合金內含有Li、Mg 等化學性質活潑的元素,合金表面極易形成LiOH、Li2O、LiCO3、MgO 等化合物,可以吸收空氣中的水蒸氣,在焊接電弧下,含水氧化層分解析出原子態氫進入到熔池中。
焊接金屬冷卻至凝固溫度時,氫在液態金屬中的溶解度將從0.69 cm3/100 g 急劇降低至0.036 cm3/100 g,過飽和析出氫在未熔化固態晶粒或枝晶表面形成氣泡,在凝固前無法逸出熔池的氣泡,就會在焊縫中形成氣孔缺陷。
利用2195鋁鋰合金原始軋制板材進行氬弧焊接試驗,焊接后對焊縫進行X 光檢測,發現焊縫氣孔嚴重超標,尤其是在熔合線區域極易出現超標密集氣孔,無法滿足QJ2698A—2011 I 級焊縫要求,焊縫X光檢測結果見圖8(a)。將2195鋁鋰合金原始軋制板材的上下表面各去除0.2 mm,對試板進行酸洗、打磨刮削處理后實施焊接,對焊縫進行X 光檢測,熔焊接頭可以滿足QJ2698A—2011 I 級焊縫要求,焊縫X 光檢測結果見圖8(b)。
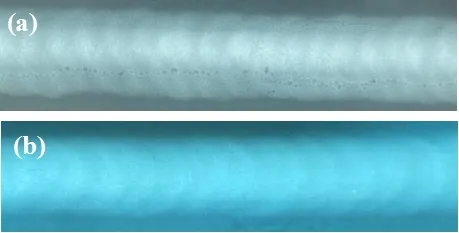
圖8 熔焊接頭X光檢測Fig.8 X-ray radiographs of the welded joint
測量氣孔缺陷超標接頭的拉伸性能,研究氣孔對2195 鋁鋰合金熔焊接頭性能的影響,接頭抗拉強度及延伸率數據統計在表4中。抗拉強度由375 MPa 降低到326 MPa,延伸率由5%降低到2.8%,無法滿足工程使用要求。
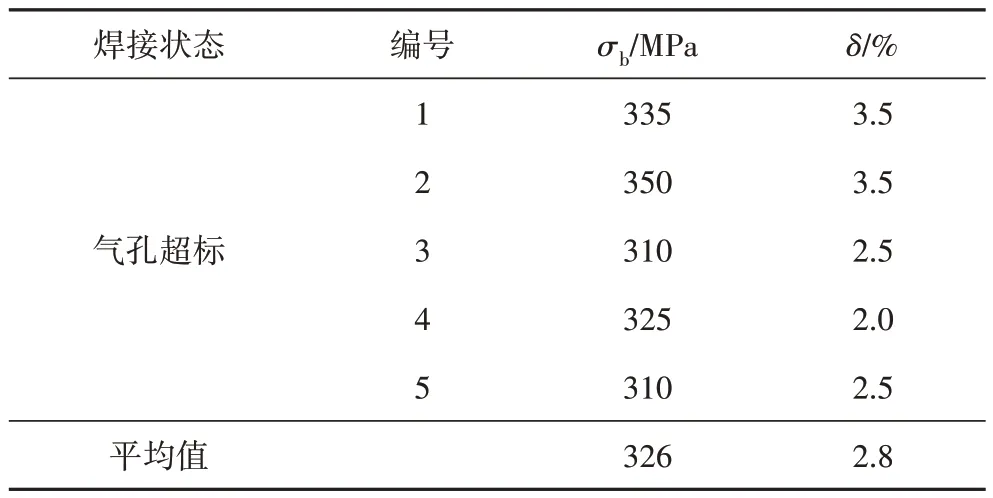
表4 氣孔對熔焊接頭拉伸性能影響Tab.4 Effect of gas hole on tensile property
對正常熔焊接頭拉伸斷口形貌進行分析。熔焊接頭拉伸斷口呈典型的韌性斷裂特征,圖9(a)中可見較深較密的細小韌窩,表明接頭在斷裂前有大量的塑性變形,接頭的塑性較好。氣孔超標試樣的拉伸斷口形貌如圖9(b)所示,可見斷口表面有大量密集氣孔存在,這些氣孔缺陷減少了焊縫的有效承載面積,降低了接頭的強度及變形能力,導致焊接接頭的常溫拉伸強度及延伸率大幅降低。
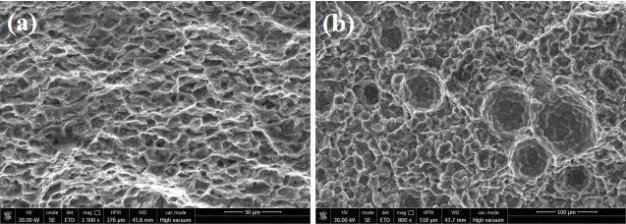
圖9 熔焊接頭常溫斷口形貌Fig.9 Tensile fracture morphology of the welded joint at room temperature
試驗結果說明針對2195鋁鋰合金表面極易吸附水蒸汽等特點,焊接結構表面需要經過機加工及嚴格的焊前清理以防止氣孔缺陷的產生,導致熔焊接頭力學性能下降。
3 結論
(1)2195 鋁鋰合金接頭焊縫區組織主要由α-Al基體及Al2Cu相組成。
(2)焊接時增加焊絲金屬填充量,降低2195鋁鋰合金焊接熔合比,提高焊縫金屬的Cu 含量可以有效降低熔焊接頭的裂紋敏感性。
(3)利用單面雙層工藝對2195 鋁鋰合金實施焊接后,熔焊接頭的力學性能最佳,拉伸強度超過376 MPa,延伸率達到5.5%。
(4)在焊接2195鋁鋰合金時,需要增加拖后氬氣保護及背部氬氣保護措施,以防止合金因氧化而造成的補焊接頭力學性能大幅降低。
(5)2195 鋁鋰合金軋制板材表面應去除至少0.2 mm,以防止焊接氣孔缺陷的產生,導致接頭強度及塑性的降低。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03