滑閥副零位內泄漏量分布模型與參數靈敏度分析
2023-04-19 06:11:16陳志闖葛聲宏張卓磊朱玉川
航空學報 2023年6期
陳志闖,葛聲宏,,張卓磊,朱玉川,
1.南京航空航天大學 機電學院,南京 210016
2.南京機電液壓工程研究中心 航空機電系統綜合航空科技重點實驗室,南京 210061
3.中航工業南京伺服控制系統有限公司,南京 210032
電液伺服閥因其具有精度高、響應快、重量輕等優點,在航空航天領域擁有著廣泛的應用場合[1-4]。兩級電液伺服閥通常采用圓柱形滑閥副作為次級液壓功率放大元件。滑閥副分為閥芯與閥套兩個部分,兩者之間的配合公差通常需控制在μm 量級[5],因此對滑閥副的加工裝配公差提出了很高的要求。滑閥副內泄漏量是衡量閥芯與閥套加工質量的重要指標之一[6],通常要求內泄漏量需小于額定流量的0.1%[7-9]。內泄漏量過大的滑閥副,其加工裝配精度也會存在一些問題,例如閥芯/閥套節流邊圓角半徑過大,徑向配合間隙過大等。而這些加工裝配問題同時還可能會降低滑閥零位流量增益,增大伺服閥的死區和非線性度[10]。國內外學者針對滑閥副內泄漏開展了大量的研究工作。
薛曉虎[11]提出了綜合考慮系統的工作壓力、溫度及混入空氣量影響時的縫隙內流體泄漏量的數學模型。何毓明等[12]搭建了內泄漏故障AMESim 仿真模型,綜合考慮了液壓系統壓力、間隙高度、遮蓋量、粘度、偏心率、閥芯直徑對內泄漏量和系統性能的影響。鄭長松等[13]研究了滑閥在污染環境下的配合間隙泄漏現象,分析了滑閥內部顆粒分布對間隙泄漏量的影響規律。趙海峰和侯友夫[14]對滑閥副間隙微元體進行受力分析,詳細考慮了微元縫隙高度,得出的公式廣泛適用于具有不同偏心程度的滑閥副縫隙流動。劉翼民等[15]提出了滑閥對中誤差的概念,分析了對中誤差與內泄漏量的關系,據此提出了對中誤差的要求及元件生產中的改進意見。張麗[10]基于Fluent 仿真軟件分析了滑閥副閥口不同棱邊幾何(棱邊圓角、棱邊共面度等)對內泄漏量的影響規律。劉杰[16]搭建了基于聲發射原理的液壓滑閥內泄漏檢測實驗系統,發現聲發射信號的能量特征能有效區分不同間隙高度的內泄漏量,并成功判斷內泄漏量大小。Milan 等[17]結合CFD 數值模擬和試驗手段研究了不同疊合量與壓力對滑閥內泄漏流量的影響規律。Fekia 和Richardbc[18]基于層流理論提出了一種新的滑閥內泄漏數學模型,該模型保證了閥芯在零位附近流量計算的連續性,可用于伺服系統控制器設計。
但是,以上關于滑閥副內泄漏量的理論與仿真研究工作主要集中于研究分析由加工制造引起的既定幾何結構誤差對滑閥副內泄漏量的影響規律,而在實際加工條件下的滑閥副內泄漏量分布特性方面的研究尚處于空白,無法衡量各個主要的工藝參數對滑閥副內泄漏的影響程度,從而難以為滑閥副制造裝配公差的優化設計提供理論依據。為此,建立了由加工誤差引起的尺寸參數攝動與零位泄漏量的映射關系,分析了參數攝動作用下的滑閥副零位內泄漏量分布特性,探討了滑閥副零位內泄漏量分布特征參數對工藝參數的靈敏度,為提高滑閥副加工質量的一致性提供了理論依據。
1 滑閥副結構
圖1 為典型的零開口滑閥副,包括閥芯與閥套。閥套上開設有8 個矩形節流窗口,矩形節流窗口的面積梯度為Ws,窗口開設位置在徑向和軸向上對稱分布。其中,P 口和T 口分別為進油口和回油口,A 口和B 口為控制口。通過控制閥芯相對閥套的位置xv改變節流口面積大小,進而實現對流量/壓力的調節。
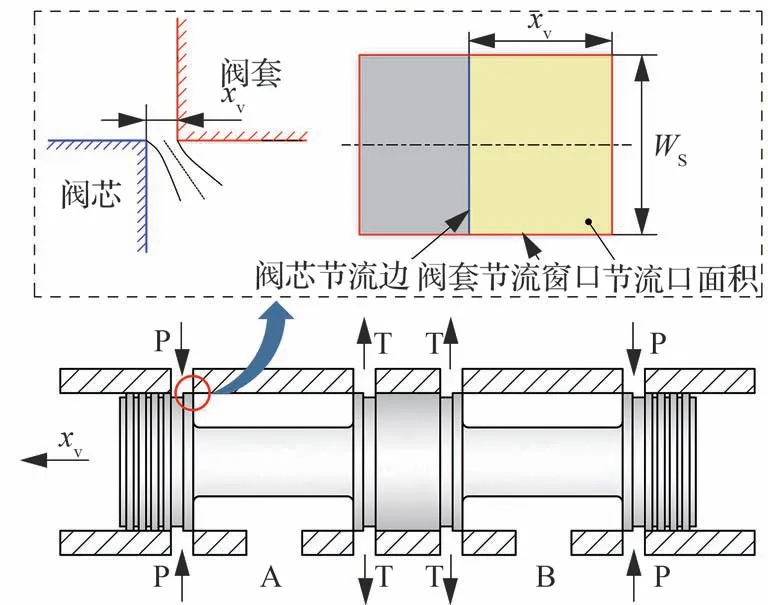
圖1 零開口滑閥副示意圖Fig.1 Diagram of spool valve couples with zero laps
理想條件下,閥芯與閥套均具有完美的幾何構型與尺寸。此時,閥芯與閥套之間無間隙,無摩擦,且閥芯、閥套刃邊無圓角。但實際情況下,由機械加工制成的閥芯與閥套存在多種加工誤差,引起了滑閥副實際尺寸參數的攝動,使得閥芯/閥套配合尺寸偏離理想值,且會在節流邊處形成圓角,進而造成滑閥副存在一定程度上的內泄漏,如圖2 所示。同時,滑閥副結構參數攝動量的不確定性造成了滑閥副實際的內泄漏量存在一定的波動。
2 參數攝動下的滑閥副零位泄漏量模型
2.1 滑閥副參數攝動建模
首先,定義符號函數sign(·)為
根據圖2 中的幾何關系可知,考慮加工誤差的閥芯與閥套的實際開度xtij(i=1~4;j=1~2)為
式中:δi為閥套與閥芯在節流邊i處的徑向間隙;rslij為閥套節流邊的圓角半徑;rspi為閥芯節流邊的圓角半徑;下標sl(sleeve)表示閥套相關參數;下標sp(spool)表示閥芯相關參數;xoij為考慮加工誤差的閥芯與閥套節流邊軸向距離,其表達式為
式中:規定閥芯位移xv在零位左側時取正,在右側時則取負;Δslij和Δspi分別為由加工誤差引起的閥套與閥芯節流邊沿軸向尺寸變動量,規定使閥口開度變大的Δslij和Δspi方向為正;xhij為閥芯節流邊圓角中心與閥套節流邊圓角中心之間的軸向距離,xhij為正時閥口開啟,為負時閥口關閉,根據圖2 中的幾何關系有
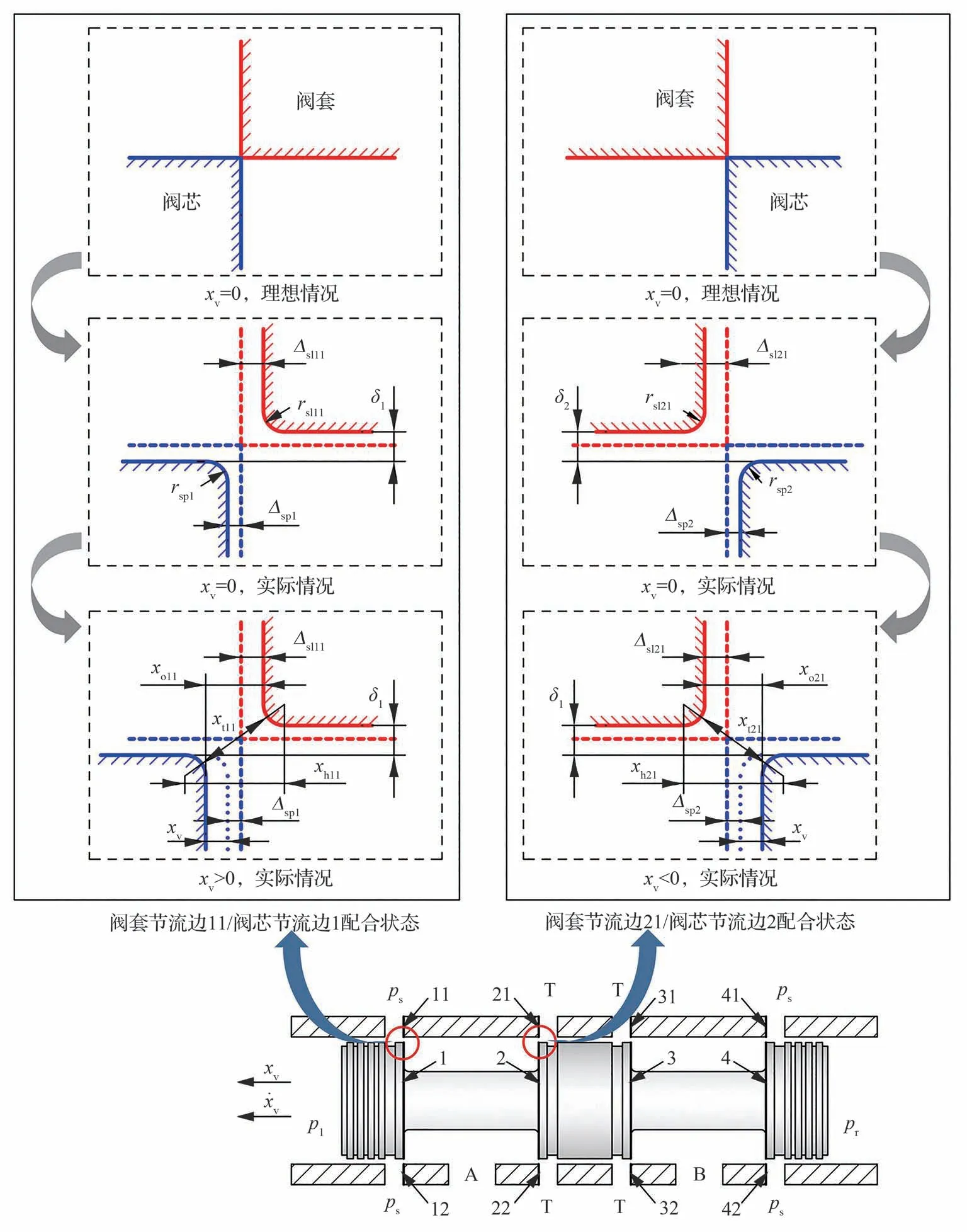
圖2 存在尺寸參數攝動的滑閥副結構示意圖Fig.2 Diagram of spool valve couples with size parameter perturbation
2.2 單個節流口在零位附近的內泄漏模型
由于閥芯與閥套加工誤差的存在,閥芯與閥套不存在一個相對軸向位置,使得閥芯處于該位置時,閥芯與閥套各個節流邊在軸向方向上均重合。因此,這里認為當閥芯與閥套的相對位置使得滑閥副的內泄漏流量達到最大值時,整個滑閥副處于零位狀態。
以閥套節流邊11/閥芯節流邊1 組成的節流口為例,建立單個節流口在滑閥副零位附近的泄漏量模型。在零位附近,閥套節流邊11/閥芯節流邊1 的配合狀態可分為3 種,如圖3 所示。由于節流邊圓角半徑和徑向間隙的存在,閥芯與閥套之間無法實現嚴格意義上的零遮蓋。考慮到閥芯與閥套存在圓角,當閥芯與閥套節流邊圓弧中心軸向方向上距離為0(xh11=0)時,認為閥口處于縫隙孔流和平板縫隙流之間的臨界狀態,并將此時作為實際閥口名義上的零遮蓋狀態,如圖3(b)所示。
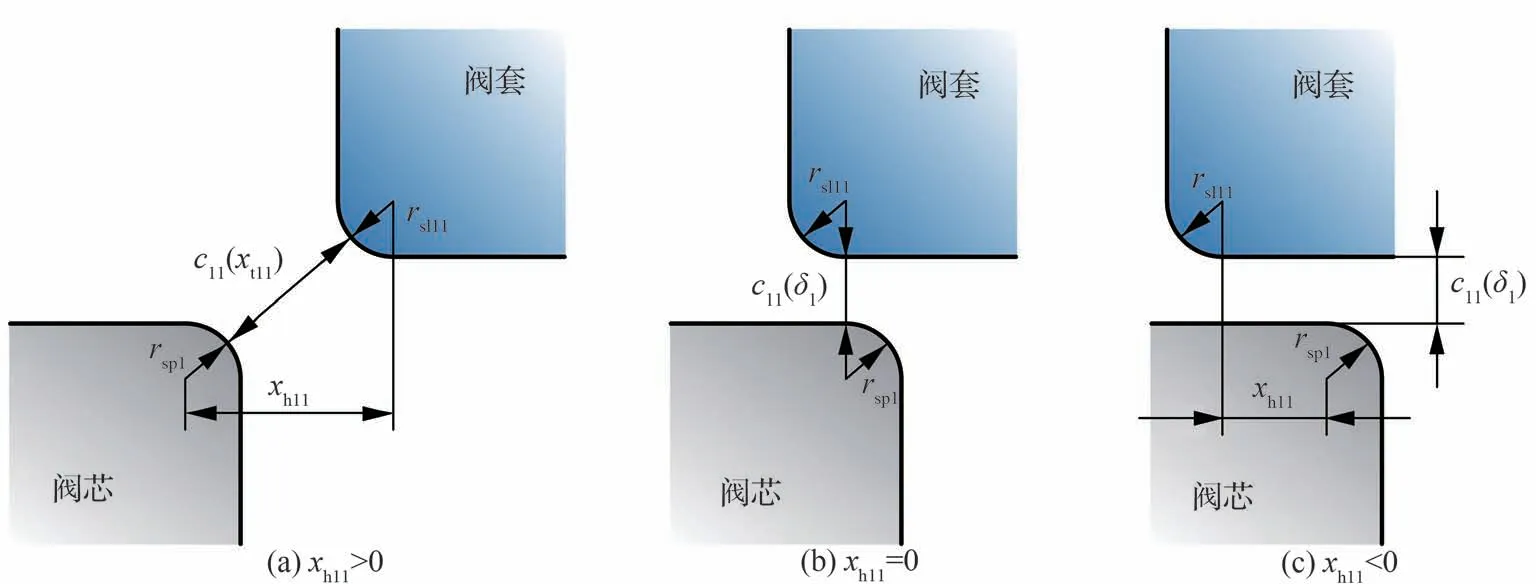
圖3 閥套節流邊11/閥芯節流邊1 在零位附近的配合狀態Fig.3 Fitting state of sleeve throttling edge 11/spool throttling edge 1 near zero position
1) 當xh11>0 時,如 圖3(a)所 示,定 義 為 節流口開啟狀態,由于在零位附近開啟的閥芯與閥套開度xt11要遠小于節流口面積梯度Ws,根據文獻[19-20]可知此時閥套節流邊11 與閥芯節流邊1 之間構成縫隙節流孔,該縫隙節流孔形狀在周向方向上呈弧形。通過該弧形縫隙節流孔的流量Ql11與閥口兩側壓降Δp1可用式(5)表示為[19-20]
式中:μo為油液的動力黏度。
2) 當xh11=0 時,如圖3(b)所示,定義為節流口開啟/關閉臨界狀態,此時的閥芯與閥套開度等于徑向間隙δ1,通過弧形縫隙節流孔的泄漏流量Ql11可以用式(6)表示:
3) 當xh11<0 時,如圖3(c)所示,定義為節流口關閉狀態,根據文獻[18]可知,此時的節流口泄漏量Ql11可由式(7)求得:
則當閥芯在處于零位附近時,滑閥副在節流邊11 處的泄漏流量Ql11可以統一地表示為
2.3 滑閥副在零位的總泄漏量模型
由式(11)~式(13)同理可得處于零位附近的滑閥副在節流口12、21、22、31、32、41、42 處的泄漏量。
滑閥副的總內泄漏量Ql等于油液從節流口21、22、31 和32 這4 個節流口流回油箱的總流量,因此Ql可表示為
當負載口A 和B 關死時,根據流量連續性原理可得
式中:Ql12、Ql21、Ql22、Ql31、Ql32、Ql41、Ql42分別為滑閥副通過節流口12、21、22、31、32、41、42 的泄漏流量。
又由于零位附近的節流口兩側壓差Δpi(i=1~4)為
式中:ps為進油壓力;pT為回油壓力;pA為負載口A 壓力;pB為負載口B 壓力。
將式(20)代入式(19)可得
再將式(21)代入式(14)可求得,零位附近的滑閥副總內泄漏Ql為
聯立式(3)、式(4)、式(15)~式(18)以及式(22),可得滑閥副零位泄漏量Q0l為
3 滑閥副尺寸參數攝動范圍與分布模型
如圖2 所示,滑閥副的尺寸參數攝動可分為軸向尺寸參數、徑向尺寸參數和節流邊圓角半徑攝動。這3 種尺寸參數的攝動范圍以及在此攝動范圍內所滿足的分布規律直接關系到最終的零位泄漏量分布特性。因此,下面根據滑閥副實際加工裝配要求給出這些參數的攝動范圍與分布模型。
3.1 軸向尺寸參數攝動范圍模型
1) 閥套節流邊攝動量Δslij攝動范圍模型
閥套節流邊在軸向方向上的尺寸加工要求,如圖4 所示。其中,A、B、C 為閥套/閥芯相鄰節流邊在軸向上的公稱尺寸,D 為閥套節流邊21 和22 到閥套左端面距離的公稱尺寸,E 為閥套節流邊11 和12 到閥套左端面距離的公稱尺寸,F 為閥套節流邊31 和32 到閥套右端面距離的公稱尺寸,G 為閥套節流邊41 和42 到閥套右端面距離的公 稱 尺 寸,L 為 閥 套 長 度 的 公 稱 尺 寸;Aslj、Bslj、Cslj、Dslj、Eslj、Fslj、Gslj、Lsl(j=1,2)分別為閥套在加工完成后對應于A~G、L的實際尺寸。
根據圖2 和圖4 中的幾何關系,可得閥套實際尺寸與公稱尺寸、尺寸軸向攝動量之間的關系為

圖4 閥套加工尺寸示意圖Fig.4 Diagram of sleeve machining dimensions
另根據閥套加工尺寸鏈可知:
式中:Tsl為閥套設計尺寸D的公差。
結合式(24)和式(26)可確定閥套節流邊攝動量需滿足:
另外,在加工過程還會要求閥套上周向相鄰的節流邊在軸向上的位置誤差不超過Te,即
由式(27)和式(28),可確定閥套各節流邊沿軸向攝動量Δslij的攝動范圍。
2) 閥芯節流邊攝動量Δspi攝動范圍模型
閥芯節流邊在軸向方向上的尺寸加工要求,如圖5 所示。Asp、Bsp和Csp分別為閥芯對應A、B、C的實際尺寸,Hsp和H分別為閥芯節流邊1 與閥芯加工基準面距離的實際尺寸和公稱尺寸。

圖5 閥芯加工尺寸示意圖Fig.5 Diagram of spool machining dimensions
式中:Asl、Bsl、Csl分別為圖4 中對應A、B、C的閥套相鄰節流邊距離的平均實際尺寸,即有
根據圖2 中的閥芯幾何關系可得閥芯實際尺寸與公稱尺寸、攝動量Δspi之間存在以下關系:
將式(24)、式(30)和式(31)代入式(29)可得
由式(24)、式(29)~式(32)可得,閥芯A、B、C 設計尺寸的上、下偏差與閥芯以及閥套尺寸攝動量滿足:
式中:Δsli(i=1~4)為閥套節流邊軸向攝動量平均值,Δsli=(Δsli1+Δsli2)/2;ΔA為閥套和閥芯與尺寸A 相關尺寸攝動量的平均值,于是有ΔA=(Δsp2+Δsp3+Δsl2+Δsl3)/2。
由式(31)~式(33)可知,閥芯節流邊軸向尺寸的攝動范圍為
3.2 徑向尺寸參數攝動范圍模型
滑閥副實際制造過程中,通常對閥芯臺階面和閥套內孔面提出圓柱度形位公差要求。不過,考慮到閥芯與閥套在裝配過程中還會進一步地直接提出徑向間隙配合公差要求,而由式(23)零位泄漏量模型,徑向配合間隙會對泄漏量具有最直接的影響。故為了簡化閥芯與閥套徑向尺寸攝動量抽取流程,同時考慮到工藝參數較多將難以建立加工工藝參數與零位泄漏量映射關系,在徑向尺寸參數方面只考慮了閥芯與閥套之間的配合間隙公差要求。
按照要求需保證閥芯與閥套之間的徑向配合間隙控制在[δr0, δr1]區間范圍內:
3.3 節流邊圓角半徑攝動范圍模型
在實際生產過程中,受實際刀具情況和材料力學性能的影響,閥芯與閥套節流邊并非為理想的銳邊,為簡化計算起見,文中假設閥套/閥芯節流邊形狀為圓角[5,10,21]。通常要求閥套和閥芯節流邊圓角半徑最大值分別不超過rsl和rsp,于是可確定rslij和rspi的攝動范圍分別為
3.4 參數攝動量分布模型
由于機械零件在實際加工過程中往往會受到多種因素如刀具磨損、裝夾方式、人為因素等的共同影響,根據統計學的原理,當各種影響因素都是隨機產生的情況下,實際加工得到的尺寸X 近似符合正態分布[22],即
式中:μ 和σ 分別為實際尺寸分布的數學期望和標準差。
根據文獻[23],幾何因素誤差分布的標準差σ,取決于加工工藝系統的精度,σ 與尺寸公差T和工序能力指數Cp的關系為
一般地,工序能力指數Cp取1.00~1.33 左右,本文取1.33[24]。
由式(38)和式(39),再結合閥芯與閥套實際尺寸與攝動量之間的關系,可得服從正態分布的攝動量均值和標準差,具體如表1 所示。

表1 閥套和閥芯尺寸參數攝動量正態分布特征參數Table 1 Normal distribution characteristic parameters of size parameter perturbation of sleeve and spool
4 滑閥副零位內泄漏量分布特性
為分析滑閥副尺寸參數攝動下的零位泄漏量分布特性,基于選定工藝參數下的滑閥副展開研究,具體加工工藝參數如表2 所示。

表2 滑閥副加工工藝參數Table 2 Processing parameters of spool valve couple
在已知滑閥副加工工藝參數的情況下,根據滑閥副軸、徑向尺寸參數攝動量的攝動范圍與分布模型,可進一步地實現對滑閥副具體攝動量樣本的抽取。
滑閥副的供油壓力ps為2 MPa,回油壓力為0,油液的動力黏度μo=1.2×10-3Pa·s。
4.1 滑閥副尺寸參數攝動量樣本抽取流程
滑閥副尺寸參數的攝動包括軸向、徑向尺寸以及節流邊圓角半徑,每種攝動量彼此獨立,因此可以分開進行抽樣。其中,徑向尺寸參數攝動量δi與節流邊圓角半徑rslij、rspi樣本抽樣流程如圖6 所示。

圖6 徑向尺寸參數攝動量δi 與節流邊圓角半徑rslij、rspi樣本抽樣流程Fig.6 Sampling process of size parameter perturbationfor radial dimension δi and corner radiuses of throttling edge rslij and rspi
在滑閥副實際加工制造過程中,通常先加工閥套,然后根據實際加工得到的閥套尺寸對閥芯進行配磨加工,從而保證閥芯與閥套之間的配合尺寸達到最優。因此,在計算過程中同樣遵循該原則,閥套與閥芯節流邊軸向攝動量樣本抽取流程分別如圖7 和圖8 所示。首先,根據閥套的加工圖紙確定閥套的節流邊攝動量,具體抽取流程如圖7 所示。然后,再根據已得到的閥套尺寸進一步地實現對閥芯節流邊軸向尺寸攝動量的抽取,具體如圖8 所示。

圖7 閥套節流邊攝動量Δslij樣本抽取流程Fig.7 Sampling process of perturbation Δslij for throttle edges of sleeve

圖8 閥芯節流邊攝動量Δspi樣本抽取流程Fig.8 Sampling process of perturbation Δspi for throttle edges of spool
4.2 零位內泄漏量預測與分布特性
根據表2 中給出的滑閥副工藝參數,按照圖6~8 中的滑閥副攝動量樣本抽取流程,采樣得到了5 000 組樣本,將這些攝動量樣本代入式(23)中可得相應的滑閥副零位泄漏量,計算得到的零位泄漏量分布情況如圖9 所示。
由圖9 可知,滑閥副徑向參數攝動作用下的零位泄漏量大小分布情況可以通過正態分布描述,其概率密度函數為

圖9 滑閥副零位泄漏量分布情況Fig.9 Distribution of internal leakage for spool valve couples at zero position
式中:μl和分別為滑閥副零位泄漏量正態分布的均值與方差,經數據擬合計算得,均值μl=0.110 6 L/min,方差=2.36×10-4(L/min)2。
5 基于Kriging 代理模型的工藝參數靈敏度分析
5.1 Kriging 代理模型簡介
Kriging 代理模型于1951 年由南非地質學家Krige 首次提出[25],該技術現已被廣泛應用于生化環境監測、石油化工、航空航天等領域。Kriging 代理模型是一種基于統計理論的插值技術,即以已知樣本點為基礎考慮變量在空間上的相關特征,建立對象問題的近似函數關系模擬某一點的函數值。它由一個參數回歸模型和非參數隨機過程疊加構成,比參數化模型更加具有靈活性,同時克服了非參數化模型處理高維數據的局限性,比單個參數化模型具有更強的預測能力[26]。
Kriging 代理模型由描述確定性關系的多項式回歸部分和用于描述不確定性關系的統計誤差部分組成,其具體表達式為
式中:x、y(x)分別為模型的輸入和輸出;F(β,x)為回歸項,用于描述模型中的確定性關系;β為所選基函數f(x)的回歸系數;基函數f(x)為多項式,按階次可分為0 階、1 階和2 階,這里選用1 階;z(x)是均值為0、方差為σ2z的統計變量,用于描述模型中的不確定性關系。
對于z(x),訓練樣本空間中的任意兩點w和x具有一定的相關性:
式中:θ為待定模型的相關系數;R( )θ,w,x為w和x之間的高斯相關函數,其值為
式中:n為設計變量中的元素個數;θj為未知的相關參數,其數值越大代表兩個樣本點之間的相關性隨距離的增大衰減的越劇烈。
通過極大似然估計可以確定相關參數:
式中:R為相關系數矩陣;m為樣本點個數;ψ(θ)為目標函數。
5.2 輸入與輸出變量選取
當滑閥副存在尺寸參數攝動時,滑閥副的零位內泄漏量分布特征參數μl和隨著滑閥副加工工藝參數的變化而改變,具體的加工工藝參數見表2。其中,閥芯軸向尺寸需根據實際生產得到的閥套實際軸向尺寸配磨而成。配磨完成后,閥 套 實 際 尺 寸Dsl、Esl、Fsl、Gsl和Lsl并 不 會 影 響 到閥芯與閥套節流邊配合狀態。因此,可認為閥套設計尺寸的 公 差Tsl與 滑 閥 副零位內泄漏量分布無關。另外,閥芯與閥套在零位時的配合狀態與閥芯實際尺寸Hsp無關,因此,閥芯設計尺寸的公差Tsp4不會影響到零位內泄漏量的分布。
根據以上分析,滑閥副實際的零位泄漏量分布 特 征 參 數應 為 加 工 工 藝 參 數rsl、rsp、Te、Tsp1、Tsp2、Tsp3、δr0、δr1-δr0的函數,即有
令滑閥副零位泄漏量的Kriging 代理模型的輸 入 變 量(X1,X2,X3,X4,X5,X6,X7,X8)=(rsl,rsp,Te,Tsp1,Tsp2,Tsp3,δr0,δr1-δr0),相 應得到的Kriging 模型 的輸出變量(Y1,Y2)=(μl,其中,代理模型輸入變量X(ii=1~8)的取值范圍見表3。

表3 Kriging 代理模型輸入變量取值范圍Table 3 Value range of input variables in Kriging surrogate model
5.3 代理模型計算精度驗證
根據拉丁超立方采樣(LHS)規則,從所建的滑閥副零位內泄漏量中共采500 組樣本。隨機選取其中的450 組作為訓練集建立零位內泄漏量分布特征參數的Kriging 代理模型,剩余的50 組樣本作為測試集以檢驗代理模型的預測精度。
采用復相關系數R2檢驗代理模型的預測精度,其數學表達式為
復相關系數R2的取值在[0, 1]內,越接近1,表明模型的擬合效果就越好。一般地,在工程上認為R2>0.90,將滿足精度要求。根據測試集的預測結果,如圖10 所示,求得平均值μl和方差的Kriging 模型復相關系數R2分別為0.983 和0.979,表明所建立的Kriging 代理模型具有較高的預測精度,可用于開展下一步的零位泄漏量分布對工藝參數靈敏度分析。
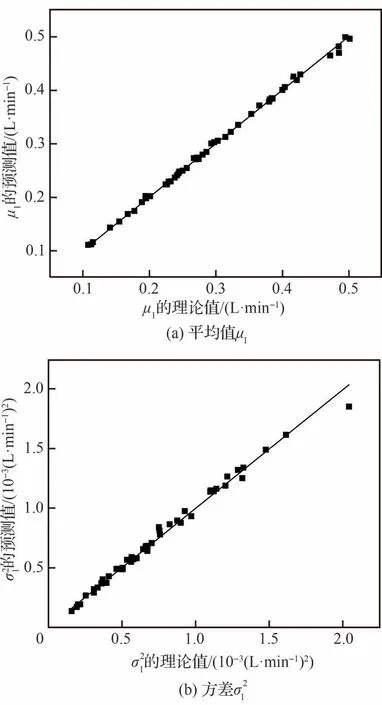
圖10 零位內泄漏分布特性Kriging 代理模型預測精度Fig.10 Kriging surrogate model Prediction accuracy of distribution characteristics of internal leakage at zero position
5.4 零位內泄漏量分布對工藝參數靈敏度分析
為了分析滑閥副零位內泄漏量分布特征參數在全局變動范圍內對工藝參數的靈敏度,基于上面建立的滑閥副零位內泄漏量分布特征參數的Kriging 代理模型,進行Sobol 全局靈敏度分析。Sobol 法是一種基于方差的Monte Carlo 法,由俄羅斯學者Sobol 在20 世紀90 年代提出的一種有效的研究輸入參數的方差對輸出參數方差影響的方法[27]。其中,一階靈敏度反映的是變量自身對結果的影響,而全局靈敏度不僅反映變量自身對結果的影響,還反映本變量與其他變量交互作用對結果的影響,如果某變量的一階靈敏度和全局靈敏度相差較大,則該變量與其他變量之間存在較強的交互作用。
基于前面建立滑閥副零位泄漏量分布的Kriging 代理模型,采用LHS 法采集10 萬個樣本點,得到的靈敏度分析結果如圖11 所示。
由圖11 可知,零位泄漏量分布特征參數(μl和對工藝參數的一階靈敏度和全局靈敏度完全一致,表明工藝參數之間的交互作用對滑閥副零位泄漏量分布特性的影響可以忽略不計。同時,相比軸向尺寸工藝參數(Te、Tsp1、Tsp2、Tsp3),滑閥副零位泄漏量分布特性對徑向尺寸工藝參數(δr0、δr1-δr0)和節流邊圓角半徑工藝參數(rsl、rsp)的變化更為敏感。
更具體地,由圖11(a)可知,零位泄漏量的平均值μl對工藝參數的靈敏度從大到小排列順序為:δr0>rsp≈rsl>δr1-δr0>Tsp1>Tsp2≈Tsp3>Te。由此可知,為從整體上減小滑閥副零位泄漏量大小,優先減小滑閥副徑向間隙最小值δr0,其次是閥套與閥芯的節流邊圓角半徑最大值rsl和rsp。

圖11 零位泄漏量分布特性對工藝參數靈敏度Fig.11 Sensitivity of distribution characteristics of internal leakage at zero position to process parameters
6 試驗驗證與結果分析
為獲得伺服閥實際零位泄漏量,按照GJB-3370—1998 中的電液伺服閥測試方法對某型燃油介質流量伺服閥進行內漏特性試驗研究,試驗原理如圖12(a)所示。
試驗設備為SYT30-2 燃油電液伺服閥動靜態試驗臺,如圖12(b)所示,試驗過程中油溫T=28 ℃,供油壓力ps=2 MPa,回油壓力為0。本次試驗共統計了40 臺相同規格尺寸和加工工藝參數(具體數值見表4)的燃油伺服閥零位泄漏量,具體的數值分布如圖13 所示。

圖12 滑閥副內泄漏量測試試驗Fig.12 Internal leakage experiment of spool valve couple
由圖13 可知,在加工誤差引起的尺寸參數攝動作用下試驗得到的滑閥副零位泄漏量呈現出一定的波動,體現了由加工裝配誤差導致的滑閥副結構尺寸參數攝動對零位內泄漏量造成的影響,與理論模型總體預測趨勢相一致。進一步地,將滑閥副零位泄漏量Q0l的分布特征參數試驗值與理論值列于表4。

圖13 滑閥副零位泄漏量實驗值Fig.13 Experimental value of internal leakage of spool valve couple at zero position

由表4 可知,試驗得到的分布特征參數試驗值與理論計算值存在著一定差距,但均處于同一個量級。引起誤差的原因主要有以下兩個方面:一方面,受試驗條件限制,內泄漏量試驗所測的伺服閥臺數與分布特征參數收斂到恒定值的臺數尚有一定差距;另一方面,滑閥副的零位內泄漏量計算公式基于幾何光滑面與層流假設,未能充分考慮到實際閥口處復雜的幾何形狀與流動狀態。

表4 零位泄漏量分布特征參數Table 4 Distribution characteristic parameters of leakage flow at zero position
7 結 論
1)建立了實際滑閥副在零位時的總泄漏量模型,該零位泄漏量模型綜合考慮了由加工裝配誤差引起的軸向尺寸、徑向尺寸以及節流邊圓角半徑參數攝動。
2)根據滑閥副在加工裝配過程中實際的工藝參數,建立了滑閥副尺寸參數攝動量的攝動范圍與分布模型。然后,將這些尺寸參數攝動量引入到滑閥副的零位泄漏量模型中,進而得到了含實際尺寸參數攝動情況下的滑閥副零位泄漏量分布特性,結果表明滑閥副的零位內泄漏量服從正態分布規律。
3)基于Kriging 代理模型建立了工藝參數Xi與滑閥副零位內泄漏量分布特征參數的映射關系,采用復相關系數R2檢驗代理模型的預測精度,結果表明平均值μl和方差的Kriging 模型復相關系數R2分別為0.983 和0.979,表明所建立的Kriging 代理模型具有較高的預測精度。所建立的滑閥副加工工藝參數與零位內泄漏量的映射關系代理模型,可體現出滑閥副零位內泄漏量在實際加工條件下的分布特性,可用于指導實際工程應用中旨在減小滑閥副泄漏量的加工工藝參數優化設計。
4)基于滑閥副零位內泄漏量分布特性的Kriging 代理模型,利用Sobol 法展開了性能分布特征參數對工藝參數的全局靈敏度分析,結果表明,工藝參數之間的交互作用對滑閥副零位泄漏量分布特性的影響可以忽略不計。同時,相比軸向尺寸工藝參數,滑閥副零位泄漏量分布特性對徑向尺寸工藝參數和節流邊圓角半徑工藝參數的變化更為敏感。為從整體上減小滑閥副零位泄漏量大小,優先減小滑閥副徑向間隙最小值δr0,其次是閥套與閥芯的節流邊圓角半徑最大值rsl和rsp。而為提高滑閥副零位泄漏量的一致性,優先減小閥芯的節流邊圓角半徑最大值rsp,其次是徑向間隙變動寬度δr1-δr0和閥套節流邊圓角半徑最大值rsl。
5)通過滑閥副內泄漏試驗測得了40 臺伺服閥滑閥副的零位泄漏量,結果表明,受加工裝配誤差導致的滑閥副結構尺寸參數攝動影響,滑閥副零位泄漏量呈現出一定的波動,這與理論模型總體預測趨勢相一致。但由于試驗所測的伺服閥臺數與分布特征參數收斂到恒定值的臺數尚有一定差距,致使分布特征參數試驗值與理論計算值存在一定誤差。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學與工程(2015年4期)2015-09-26 11:59:03
石油化工應用(2014年8期)2014-03-11 17:40:03
