白車身沖壓件工藝設計階段材料利用率提升方法
2023-04-29 13:23:05佟鑫賈曉峰閆佳奇劉尚
汽車工藝與材料 2023年6期
佟鑫 賈曉峰 閆佳奇 劉尚
摘要:白車身沖壓件工藝設計階段是材料利用率提升工作的重要階段,從成形方式、工藝補充、料片形狀、廢料利用、減薄率檢查5個方面詳細地闡述了在工藝設計階段材料利用率提升方法。特別是針對工藝補充方面,目前的研究相對較少,可以通過優化制件邊界線與凸模圓角根距離、拉延管理面寬度、拉延分模線方法提升沖壓件材料利用率,為材料利用率的提升工作提供了新思路與新途徑。
關鍵詞:沖壓 工藝設計 材料利用率 工藝補充 白車身
中圖分類號:U466? ?文獻標識碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20210333
Abstract: The process design stage for stampings of the Body In White (BIW) is an important stage to improve material utilization rate. This paper elaborated in details methods to improve material utilization rate in the process design stage from 5 aspects, i.e. forming method, process supplement, sheet shape, waste utilization, and thinning rate inspection. There are relatively few studies especially in process supplement. The material utilization rate of stamping parts can be improved by optimizing the distance between the workpiece boundary line and the root of the punch fillet, the width of the drawing management surface, and the drawing parting line, this provides new ideas and approaches for improving material utilization rate.
Key words: Stamping, Process design, Material utilization rate, Process supplement, Body In White (BIW)
1 前言
2000年以來,中國汽車行業高速發展。隨著近幾年互聯網造車的興起,汽車市場的競爭越來越劇烈,而其中質量與成本是核心競爭力。因此,如何在保證產品質量的前提下最大程度降低成本,成為主機廠必須要解決的關鍵問題[1]。
研究表明,一輛汽車的成本構成包括:原材料占比53%,制造占比30%,設計開發占比5%,其它項目占比12%。其中沖壓件約占白車身質量的95%[2]。按照白車身的質量為400~500 kg進行估算,如果材料利用率為50%,需要耗費800~1 000 kg原材料[3]。假設白車身的質量為450 kg,材料利用率從50%提升至51%,原材料將減少約17 kg,單車成本降低約120元。
當白車身材料利用率達到52%時,后續材料利用率的提升就會越來越困難,這就需要沖壓工藝人員在整個項目研發過程中投入大量的精力去開展材料利用率的提升工作[4]。沖壓件材料利用率的提升需要從多個方面考慮,例如造型分縫、制件結構、沖壓工藝、模具調試等因素均會影響制件的材料利用率。
對于項目前期數據設計階段,因為白車身各個制件搭接關系復雜,想要更改一個制件往往需要更改對應的多個制件,同時還涉及焊裝、匹配、車身設計,經常出現焊裝工程師同意而匹配工程師不同意、工藝工程師達成一致而車身工程師不同意的現象,這就造成了此階段制件更改困難、更改量小,所以此階段材料利用率提升幅度非常有限[5]。對于項目后期模具調試階段,由于制件結構、沖壓工藝均已確定,僅靠模具調試手段,此階段材料利用率的提升幅度也非常有限。相對于上述2個階段,沖壓工藝設計階段僅涉及沖壓一個專業,不需要考慮制件搭接關系,不需要其它專業會簽確認,是材料利用率提升工作的重要階段。
2 材料利用率提升工作方法
2.1 成形方式
當制件的結構確定之后,只能從沖壓工藝上提升材料利用率,而制定沖壓工藝首先需要選擇其成形方式。
2.1.1 成形工藝代替拉延工藝
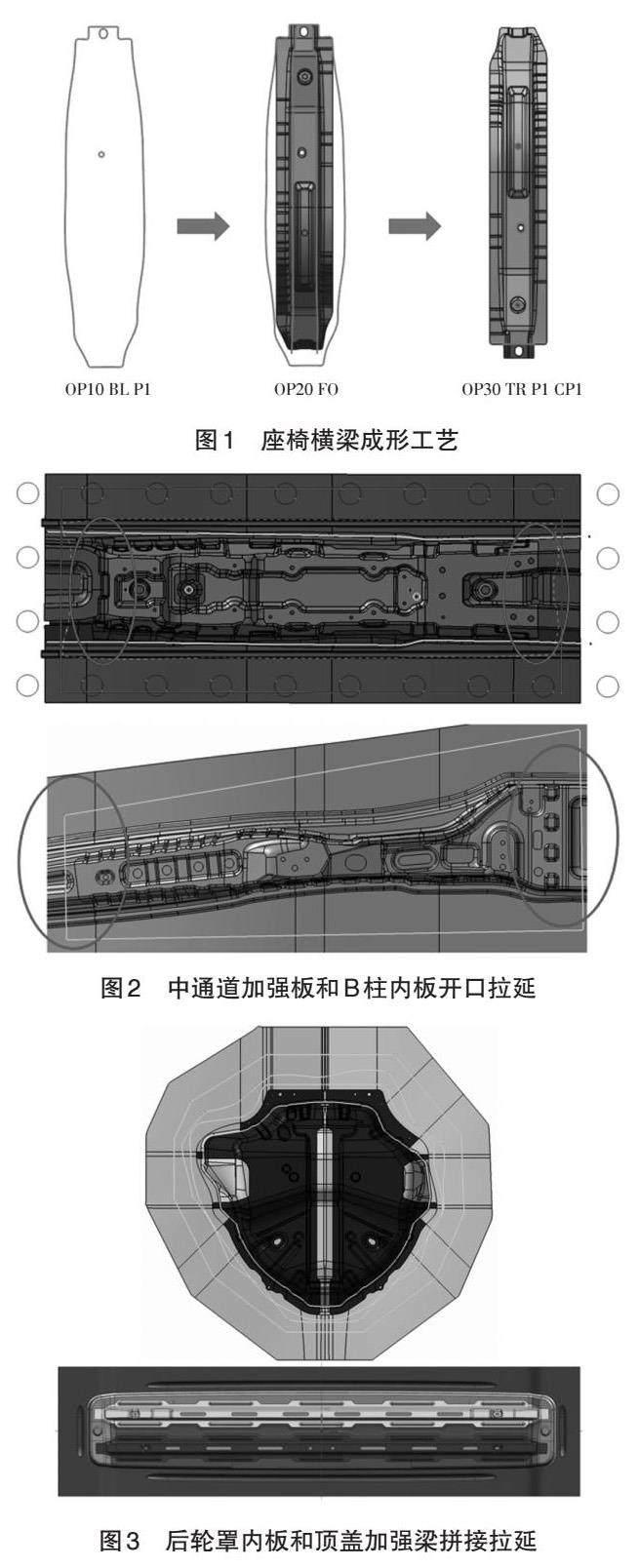
以座椅橫梁為例,在保證制件質量的前提下,采用成形工藝代替拉延工藝,制件的材料利用率顯著提升,同時減少模具套數,降低模具成本,如圖1所示。常用此類方法的制件包括有門檻內外板、座椅橫梁、前后縱梁內外板。
2.1.2 兩端開口拉延
如圖2所示,中通道加強板和B柱內板采用兩端開口拉延的方式,相比閉口拉延減小了制件長度方向的板料尺寸,制件材料利用率有了顯著提升。
相對閉口拉延工藝,采用開口拉延工藝制件兩端的減薄率要小,制件回彈較大,影響生產穩定性。針對此類問題,可以在制件兩端型面或者工藝補充區域增加加強筋,提升制件剛度,保證穩定性。常用此類方法的制件包括有A柱、B柱、頂蓋邊梁、頂蓋橫梁、門檻和中通道。
2.1.3 兩件拼接拉延
如圖3所示,后輪罩內板和頂蓋加強梁采用拼接拉延的方式成形,相對于單件拉延,減少了一側的工藝補充廢料區域,制件材料利用率有了顯著提升。
值得注意的是,兩件拼接拉延不僅僅局限于左右件,針對輪廓尺寸相近的非左右件也可采用拼接拉延方式,例如圖3所示的頂蓋加強梁。
制件拼接側型面往往由于拉延不充分,減薄率較小、制件回彈大、生產穩定性差。針對此類問題,可以在2件拼接的工藝補充部分增加吸料筋,加大制件拼接側型面的減薄率,保證生產穩定性。
常用此類方法的制件包括有四門外板、鉸鏈加強板、C柱內板、后輪罩內板、頂蓋邊梁、前地板。
2.1.4 拼接拉延兩件拼接間距
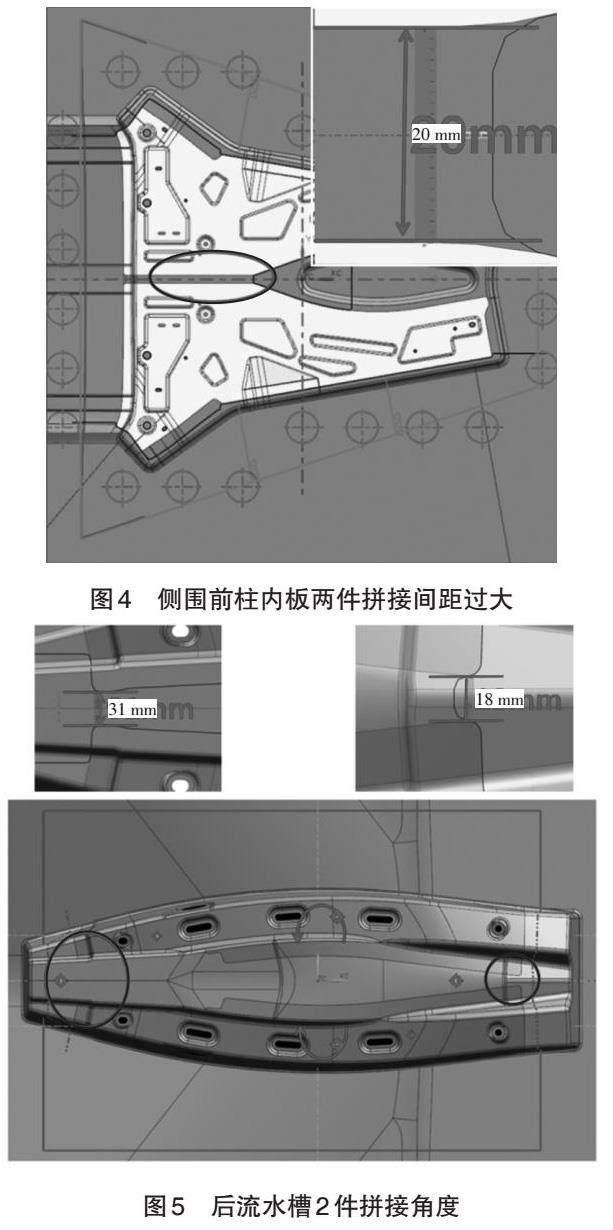
側圍前柱內板雖采用左右件拼接拉延,但是2件間的距離過大,根據以往經驗,可以把2件間距離縮小為15 mm,板料尺寸相應減小,制件的材料利用率也相應增加,如圖4所示。
2.1.5 拼接拉延兩件拼接角度
如圖5所示,后流水槽雖采用左右件拼接拉延,但是從圖中可以明顯看出,2件的間距離左側較大,右側較小,按圖所示旋轉制件,使2件間距離左右側均達到15 mm,板料尺寸相應減小,制件的材料利用率也相應增加。
2.1.6 淺拉延
拉延深度是影響制件材料利用率的重要因素,拉延深度較深,工藝補充部分存在較大的廢料區域,其材料利用率低。淺拉延作為一種減少工藝補充區域和成形深度的沖壓工藝,是提升材料利用率的一種方法。在保證制件面品質量與尺寸精度的前提下,可以采用淺拉延工藝,可將制件部分型面作為壓料面,使其拉延深度最小化。
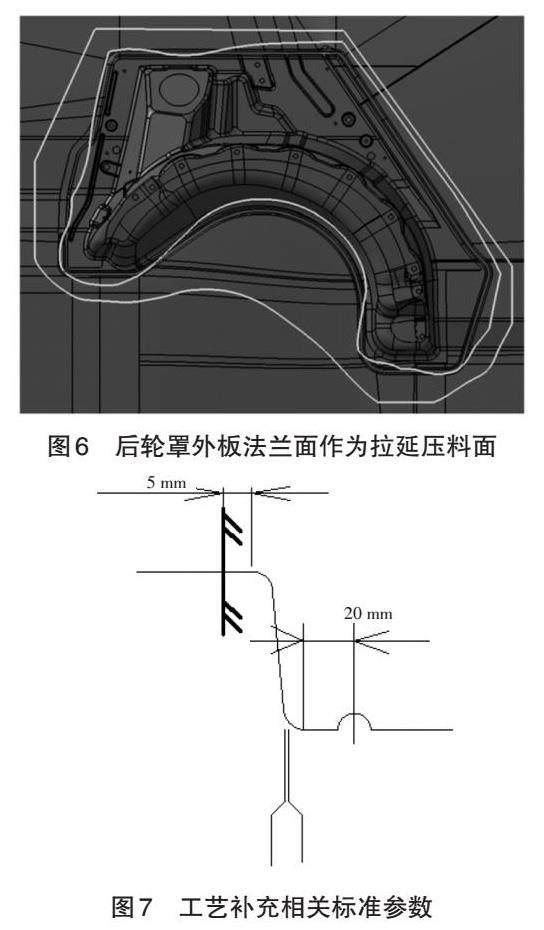
圖6為后輪罩外板,把制件法蘭面作為拉延壓料面,使工藝補充最小化,制件材料利用率有了顯著提升。
將制件部分型面作為壓料面,壓料面的減薄率較小,制件回彈大,生產穩定性差。針對此類問題,可以在后續增加整形工序,同時也可在保證成形性的前提下壓料面增加加強筋,保證生產穩定性。
常用此類方法的制件包括有A柱、B柱、后輪罩、門檻、后地板、梁類件。
2.2 工藝補充
確定成形方式之后,可以繼續從工藝補充的大小、拉延筋方面進一步提升制件材料利用率。
如圖7所示,工藝補充相關標準參數如下:
a. 材料利用率關鍵區域制件邊界線與凸模圓角根距離控制在最小距離5 mm;
b. 材料利用率關鍵區域凹模圓角根與拉延筋中心距離控制最小距離為20 mm,或拉延管理面寬度控制最小距離為10 mm;
c. 材料利用率關鍵區域板料收縮線原則上局部不超過拉延筋中心線,具體根據實際情況而定。
2.2.1 拉延檻代替拉延筋
如圖8所示,車門加強板與頂蓋橫梁均采用拉延檻取代拉延筋,由于拉延檻寬度比拉延筋小,使用拉延檻可以減小料片尺寸,提高制件材料利用率。
常用此類方法的制件包括有車門加強板、頂蓋橫梁、頂蓋邊梁。
2.2.2 制件邊界線與凸模圓角根距離
如圖9所示,D柱加強板邊界線與凸模圓角根之間距離為22 mm,縮短此處工藝補充距離,圖示處距離控制最小距離為5 mm即符合工藝要求,相應減小料片尺寸,提高制件材料利用率。
2.2.3 拉延管理面寬度
如圖10所示,B柱內板拉延壓料面管理面寬度為13 mm,縮短此處管理面寬度,圖示處寬度控制最小距離為10 mm即符合工藝要求,相應減小料片尺寸,提高制件材料利用率。
2.2.4 板料收縮線與拉延筋中心距離
如圖11所示,側圍前柱外板拉延后板料收縮線與拉延筋圓角根距離最小處為25 mm,縮短此處距離,保證此處收縮線不超過拉延筋中心即符合工藝要求,相應減小料片尺寸,提高制件材料利用率。
2.2.5 拉延分模線
如圖12所示,頂蓋加強梁拉延后收縮線與分模線距離過近,按圖中所示修改后拉延分模線,兩側板料收縮線有了向內移動的空間,相應減小料片尺寸,提高制件的材料利用率。
2.3 料片形狀
在確定了成形方式、工藝補充之后,可以繼續從料片方面來提升制件的材料利用率。
2.3.1 梯形料
如圖13所示,中地板采用梯形料的形式,可以利用擺剪實現無廢料剪切,相比于剪切圖13所示的方形料再落梯形料,板料步距有所減小,制件材料利用率有了顯著的提升。
常用此類方法的制件包括有車門外板、B柱、C柱內板、中通道。
2.3.2 開卷落料
如圖14所示,A柱下外板采用排樣的形式進行開卷落料,相比于先剪切成方形料再單獨落料,減小了板料步距寬度,制件材料利用率有了顯著提升。
常用此類方法的制件包括有側圍外板、車門內板、輪罩內外板。
2.3.3 弧形刀
如圖15所示,A柱上外板采用弧形料的形式,相比于圖15所示的方形料,采用弧形刀實現無廢料剪切,減小了板料步距寬度,制件材料利用率有了顯著提升。
常用此類方法的制件有發罩外板、前風窗橫梁、A柱上外板。
2.3.4 鋸齒料
鋸齒料與普通板料的最大輪廓尺寸相同,但是鋸齒形板料由于存在交錯的鋸齒,相當于開卷步距減少了一個鋸齒高度,如圖16所示。同樣質量的卷料,可以開出的鋸齒料比普通板料的數量要多。從單個沖壓制件的角度,采用鋸齒料可以減少壓料面區域的廢料,從而提高制件材料利用率。
2.4 廢料利用
在上述方法都進行完成之后,制件材料利用率就已經基本確定,這時就需要考慮有些制件廢料能否用來沖壓本車型同材質同料厚的小型制件,以提高白車身整體材料利用率。
如圖17所示,側圍外板車門框口的廢料可以用來沖壓后地板兩側補板、尾門尾燈支座等小型制件;側圍外板開卷落料連續2個板料中間部分的廢料可以用來沖壓燃油加注口盒等小型制件,進而提高白車身整體的材料利用率。
如圖18所示,可以利用頂蓋外板天窗部分廢料沖壓前隔板下板補板等制件,提高白車身整體材料利用率。
2.5 減薄率評審
對制件的沖壓CAE分析結果進行減薄率評審。對于影響材料利用率的關鍵位置,查看其減薄率是否達到最大,是否有繼續提高的空間,如有,則通過調整拉延筋等手段,控制板料流入量,在保證制件不開裂的前提下加大相應點的減薄率,達到最大化。由于板料流入量減少,縮小料片尺寸,提高制件材料利用率。
3 結束語
本文詳細闡述了白車身沖壓件工藝設計階段材料利用率的提升方法。在工藝設計階段,可以通過成形方式、工藝補充、料片形狀、廢料利用、減薄率檢查方面來提高沖壓件材料利用率。特別在沖壓工藝補充方向,可以通過縮短制件邊界線與凸模圓角根距離、拉延管理面寬度、板料收縮線與拉延筋中心距離、拉延分模線方法來提高沖壓件材料利用率。
參考文獻:
[1] 何星明, 鄔波, 李科杰, 等. 沖壓件同步工程階段材料利用率提升方法[J]. 汽車制造業, 2020(3): 8-11.
[2] 韋榮發, 蒙世瑛, 石峰, 等. 提升汽車覆蓋件材料利用率的研究與應用[J]. 模具工業, 2018(8): 20-24.
[3] 黃偉男, 呂進. 汽車車身沖壓件材料利用率提升方法探討[J]. 模具技術, 2020(6): 43-47.
[4] 李錦, 唐小龍, 劉君君, 等. 提高汽車車身材料利用率的方法[J]. 模具制造, 2020(1): 79-83.
[5] 張路學, 張偉, 邢紅標, 等. 汽車車身沖壓件材料利用率提升方法[J]. 模具制造, 2019(3): 21-24.