真空激光焊接技術研究進展
2023-05-06 11:50:56黃瑞生武鵬博
電焊機 2023年4期
關鍵詞:焊縫
李 想,黃瑞生,滕 彬,武鵬博,周 坤
中國機械總院集團 哈爾濱焊接研究所有限公司,黑龍江 哈爾濱 150028
0 前言
激光焊接的應用歷史可以追溯到20世紀60 年代,與其他焊接方法相比較,激光焊接具有能量密度集中、焊接速度快、精度好、變形小、焊接材料適應性廣、易與機器人配合實現自動化焊接等優勢。目前激光焊接技術已經廣泛應用于航空航天器材的制造、船舶制造、電子元件的加工、核電設備的制造與維護等多個領域,并不斷地向著萬瓦級高功率深熔焊的方向發展。但是隨著激光焊接技術的發展,也出現了一些新的問題,比如大功率激光焊接由于等離子體羽輝強烈的吸收、散射和折射等損耗效應,使得無法通過增大激光功率而獲得持續的熔深增加,在焊接過程中易形成多種焊接缺陷,如飛濺、氣孔、縮孔、表面塌陷等,焊縫成形穩定性無法可靠保證。
目前許多研究人員已經開展了大量高功率激光焊接技術的相關研究工作以突破上述問題,例如調節適當的激光脈沖頻率[1],使用產生羽輝量更少的He 氣氛代替常用的Ar 氣氛進行激光焊接[2],在熔池上方增加電場或磁場來減弱等離子體羽輝對于焊接過程的影響[3]等。然而這些常壓氣氛下的改進試驗均沒有得到較為理想的效果。受真空電子束焊接技術的啟發,同樣作為高能束的激光焊接,學者們認為通過降低環境壓力的方法可以提高激光焊接的焊縫質量和熔深。在隨后的研究中發現,真空環境下激光焊接在多譜系合金材料上都能得到理想的焊接效果[4-6],獲得了類似于電子束焊接具有較大深寬比的深熔焊縫,同時能較好地抑制焊接缺陷,提高焊接過程穩定性。在近十年中,國內外對真空激光焊接技術的研究逐漸增多,真空激光焊接等離子體羽輝、熔池動力學、焊縫顯微組織、力學性能、焊接缺陷、數值模擬等方面的研究成果相繼發表。
本文首先介紹真空激光焊接的發展歷程,其次梳理真空激光焊接的成形特征、羽輝、熔池等內容,然后對真空激光焊接發展過程中設備的革新以及在工業領域的應用現狀進行介紹,最后總結現有研究成果并展望了未來真空激光焊接的發展前景。
1 真空激光焊接發展歷史
真空激光焊接技術最早的研究歷史可以追溯到1985 年,為了獲得與真空電子束焊接相同的熔深,大阪大學Arata等人[7]首次設計了真空激光焊接試驗裝置并進行相關研究,并詳細報道了大氣環境與真空環境下的激光焊接基本特性,研究發現在真空中進行激光焊接可以有效抑制等離子體羽輝、增加熔深。在降低環境壓力后,焊接時產生嚴重的等離子體羽輝屏蔽激光束的問題得到了有效解決,進而通過降低焊接速度來獲得具有較大熔深的焊縫。最終在10-1Pa的環境壓力下,激光功率11 kW、焊接速度10 cm/min 條件下獲得了40 mm 熔深的焊縫。此外該團隊發現即使在5 000 Pa 的環境壓力下,使用11 kW 功率激光在25 cm/min 焊速下依然可以獲得25 mm 熔深的焊縫。由于相關研究沒有得到充分的重視,激光器的發展在短時間內沒有突破性進步,此后一段時間內真空激光焊接的相關研究鮮有報道。直到1995年,Verwaerde A等人[8]分析了不同真空環境下等離子體羽輝的形態,通過對焊縫形貌分析以及數學推導總結出在較低的真空度下,等離子體羽輝幾乎能夠被完全抑制,匙孔對激光能量的主要吸收方式由逆韌致吸收轉變為菲涅爾吸收。此后,研究人員對真空激光焊接的研究逐漸增多,相關技術發展迅速。
21 世紀初,隨著焊接用激光器的革新,尤其是能夠獲得大功率優質激光束的碟片激光器和光纖激光器在焊接研究領域的普及[9-10],真空激光焊接技術開始突飛猛進的發展,以日本、德國、中國三個國家為主的多個研究團隊對真空激光焊接進行了深入研究。日本大阪大學在2001 年開始采用YAG固體激光器進行真空激光焊接相關試驗[11],并在之后幾年內相繼開展了不同材料的焊接研究工作。該團隊使用16 kW功率的碟片激光器對304不銹鋼和5052鋁合金兩種材料進行焊接,得到了43 mm和23 mm 熔深的焊縫[12]。此外大阪大學將真空室置于X射線透射實時觀測系統平臺上,觀察了激光焊接過程中小孔行為、氣泡形成及熔池流動,發現在較低的環境壓力下,雖然匙孔底部迅速膨脹,但匙孔低端并沒有閉合形成氣泡[12]。德國研究人員如Youhei[6]等人針對不同的金屬進行真空激光焊接,通過分析焊接過程中的熔池流動與匙孔狀態,得出真空激光焊接可以使匙孔穩定的觀點;B?rner[13]研究了真空環境下焊接質量,發現在1 kPa~10 kPa 區間,負壓環境對焊縫熔深影響顯著,并同時探討了羽輝和激光能量的關系;Reisgen 對雙相不銹鋼、鈦合金、鎳合金甚至銅合金進行的真空激光焊接,均展現了優異的焊接工藝特點[14-17]。中國的研究人員同樣對真空激光焊接特征進行了相關分析,Bao 等人[18]對于真空環境氣氛狀態的鎂合金激光焊接特性進行了研究,哈爾濱工業大學李俐群等人[19]分析了激光焊接過程中環境壓力對熔池熱物理過程的影響。此外其他國家也對真空激光焊接進行了一定的研究[6]。
最近十年內,真空激光焊接相關研究工作更加具體,涵蓋的內容更加廣泛。如Peng等人[20]對于鋁合金和鎳合金的真空激光焊接研究,得到了臨界真空度的觀點,通用汽車中國科學實驗室Yang[21]在2013 年提出采用局部真空輔助激光焊的方法以克服傳統真空室局限性,Y Lee 等人[22]提出真空激光焊接下耦合玻璃的污染問題等。
2 真空激光焊接工藝與特性
2.1 焊接工藝特征
真空激光焊接方法經過30 余年的發展呈現出巨大的技術優勢并具有廣闊的市場發展前景。該方法有三個最顯著的特點:熔深大、羽輝小、質量高。基于真空激光焊接特點,學者們開展了相關工藝探索。真空環境可以極大地增加激光的穿透能力,如德國亞琛工業大學Reisgen[23]等人對比了激光焊接、真空激光焊接(真空度101Pa)和真空電子束的穿透能力,試驗結果如圖1 所示。結果表明在相同線能量下,真空環境下激光焊接所獲得的焊縫熔深比大氣環境下提高了約2.5 倍,并與電子束焊接所獲得熔深尺寸類似。真空激光焊接所需真空度僅為101Pa,而電子束至少需要10-1Pa,說明真空激光焊接方法的成本可能會更低,且真空激光焊可以達到與電子束焊類似的低氣孔率[24],如圖2所示。
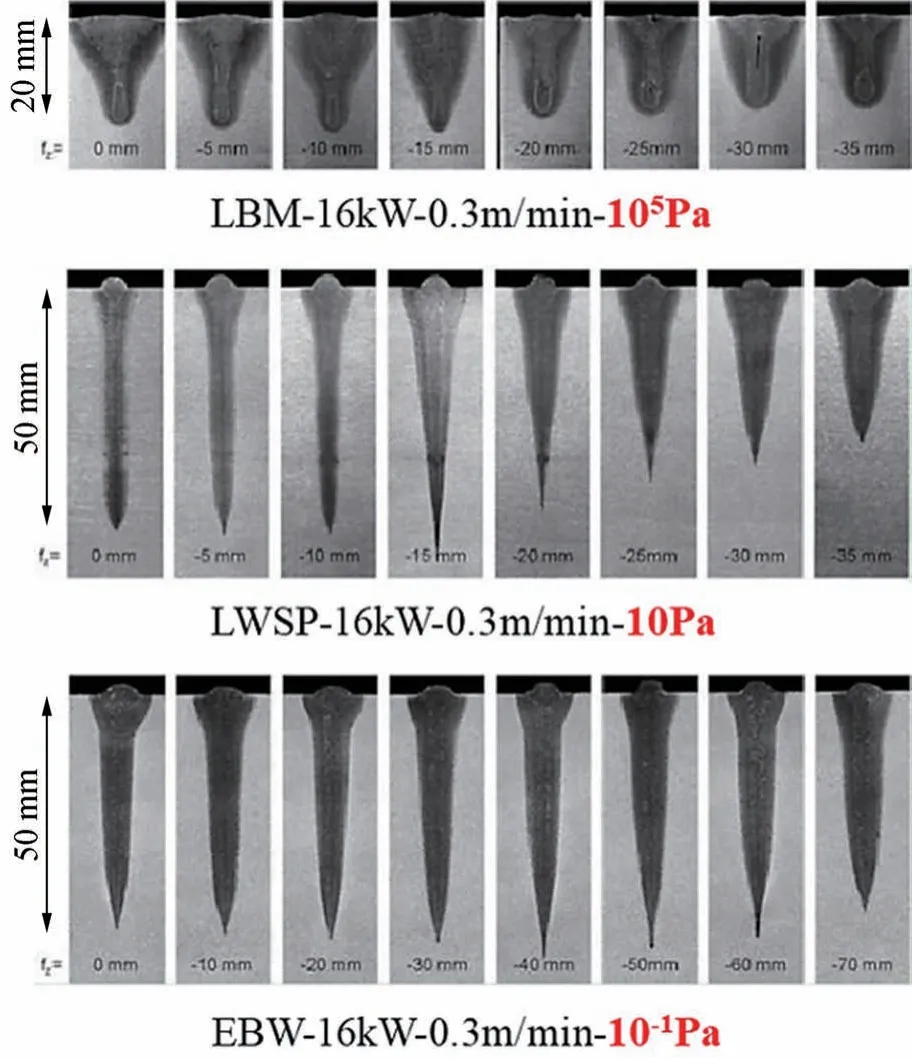
圖1 大氣激光焊接、真空激光焊接、真空電子束焊接穿透能力對比Fig.1 Schematic diagram of liquid flow in the weld pool during weld‐ing under different ambient pressures

圖2 大氣環境下激光焊接與真空激光焊接氣孔對比Fig.2 Comparison of gas holes in laser welding and vacuum laser welding in atmospheric environment
Jakobs S等人[25]為了驗證真空激光焊接方法的適用性,對多種合金進行焊接試驗,試驗結果如圖3所示。結果表明真空激光焊接方法適用于多種工程常用材料,尤其對銅合金、鈦合金以及鎳基高溫合金等難焊材料有著極佳的焊接效果。

圖3 真空激光焊接不同材料的焊縫橫截面Fig.3 Vacuum laser welding of weld cross sections of different materials
哈爾濱工業大學李俐群[19]等人對真空激光焊接的極限真空度展開系統研究。首先研究了鋁合金激光焊縫熔深隨焊接環境壓力的變化規律,發現當環境壓力低于101Pa時,熔深基本不再發生變化。同時又分析了真空度對A5083 焊縫氣孔率的影響規律,發現隨著真空度的提高,焊縫氣孔率顯著降低,當真空度高于101Pa時焊縫中無氣孔存在。
哈爾濱工業大學陳彥賓[26]等人采用工業CT測量了不同真空度下鋁合金焊縫氣孔分布及大小,如圖4 所示。發現隨著真空度的提高,焊縫中氣孔的數量和尺寸明顯下降,其中工藝氣孔基本被抑制。

圖4 不同真空度下焊縫氣孔分布的三維重建圖Fig.4 Three-dimensional reconstruction of weld porosity distribution under different vacuum degrees
Katayama[27]通過對不銹鋼進行真空激光焊接試驗,在不同焊接速度下研究了環境壓力對于激光焊接304 不銹鋼焊縫熔深的影響規律,發現在真空下激光焊接獲得的熔深是大氣環境下的2倍左右。
2.2 熔池及匙孔動態行為
焊接過程中形成的熔池及匙孔對焊接成形的影響顯著,其在焊接中的動態行為直接影響焊接接頭質量。最早對于焊接熔池及匙孔行為的分析于1995年提出,Verwaerde等人[8]提出真空激光焊接與大氣環境下激光焊接的熔池流動方式存在顯著差異。之后經過多人的研究結果對其結論擴充,總結了真空激光焊接熔池流動的特征。如圖5 所示,在大氣環境下,熔池中的金屬熔化后,沿著匙孔底部向后流動,最終在熔池的后端流回初始位置,這樣的流動方式會導致形成的氣泡無法被排出從而在焊縫中形成氣孔。而在真空激光焊接條件下,熔池在匙孔的底部后直接向上流動,之后在熔池頂部向后流動到匙孔底部。這樣的流動方式可以讓匙孔內的氣泡在形成后迅速排出,進而減少焊縫內的氣孔生成[23]。

圖5 不同環境壓力下焊接過程中熔池中液體流動Fig.5 Schematic diagram of liquid flow in the weld pool during welding under different ambient pressures
在大氣環境下進行激光焊接,匙孔難以持續維持張開狀態,因此很難保證光路的通暢,此外焊接過程中不穩定的匙孔也是產生較多飛濺的原因。在較低環境壓力下,匙孔壁吸收激光能量的方式主要為菲涅爾吸收,匙孔壁更容易變得平滑,而大氣條件下孔壁則會產生褶皺,褶皺的突出部分吸收了更多的激光能量,與凹陷部分共同作用使產生的金屬氣體不穩定,導致匙孔周期性塌陷[28],結果導致較低的環境壓力使匙孔更容易打開和保持平衡,焊縫中產生的缺陷更少。
上海交通大學羅燕等人[29]從一側透明玻璃觀察了真空焊接過程中小孔內壁的動態行為,如圖6所示,發現隨著環境壓力的降低,激光氣化匙孔前壁產生蒸氣的能力下降,這種蒸氣會在大氣激光焊接過程中對匙孔后壁產生不穩定的局部壓力,進而產生波動最終影響匙孔內穩定性,而當環境壓力低于10 kPa 時,這種效應逐漸消失,保證了焊接過程中匙孔的穩定性,從而能有效抑制氣孔缺陷的產生。
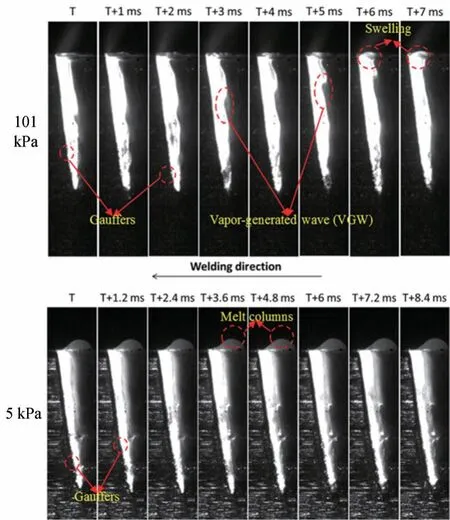
圖6 多種環境壓力下焊接過程中匙孔動態形貌照片Fig.6 Photos of dynamic morphology of keyhole during welding under various environmental pressures
數值模擬技術也助力于針對真空激光焊接匙孔特性的研究。法國Fabbro[30]、華中科技大學龐盛永[31]等人對大氣環境下匙孔壁蒸氣反作用力計算模型改進,首次引入了環境壓力對于匙孔動態行為的影響。研究發現真空環境下匙孔壁的平均溫度較大氣環境下有所降低,如圖7所示,導致真空環境下焊縫熔深增大。大氣環境下匙孔壁溫度較高導致匙孔附近熱傳輸作用明顯,使熔池流動行為更加復雜,導致焊縫截面形貌顯著變化。

圖7 激光深熔焊匙孔縱截面溫度分布云圖(t =31.5 ms)Fig.7 Cloud chart of longitudinal section temperature distribution of keyhole (t =31.5 ms)
2.3 等離子體羽輝特性
羽輝的產生是由于高功率、高能量密度的激光照射在材料表面,材料被加熱后急速升溫至熔化然后氣化,從而形成大量的金屬蒸氣,金屬蒸氣在激光的作用下被加熱、電離從而形成致密的羽輝。對于激光焊接過程,一方面大氣環境下焊材對于激光的吸收方式為以等離子體羽輝作為媒介的逆韌致吸收作為主導,另一方面羽輝的存在導致激光本身能量的損失與逸散,這包括羽輝本身對于激光能量的消光(吸收+散射)作用,也包括羽輝對于激光束傳輸路徑的擴散作用。當羽輝受到抑制時,匙孔對于激光的吸收方式將以菲涅爾吸收為主導,同時降低羽輝對激光能量傳輸的干擾作用,極大提高激光能量利用率,如圖8、圖9所示[32-33]。

圖8 不同壓力下激光焊接等離子體羽流Fig.8 Typical CCD camera observations of plasma plume in laser welding under different pressures

圖9 激光焊接過程中羽輝對于激光的折射作用Fig.9 Refractive Effect of Plume on Laser during Laser Welding
通過針對等離子體的光譜實驗及相應理論計算,國內外學者[8,34-35]分析了真空激光焊接過程中等離子體羽輝的物理特性,歸納了真空激光焊接環境下羽輝對于焊接過程的影響機制。激光焊接過程中等離子體的電子密度由環境壓力所決定,高真空度會極大地降低等離子體的電子密度,進而顯著提高真空激光焊接的熔深與熔池穩定性。實驗中觀察了鋁合金、鈦合金、鎳基合金和不銹鋼真空激光焊接過程中等離子羽輝形貌,發現當艙內壓力低于101Pa時,等離子體羽輝的截面面積變化不明顯,如圖10所示。
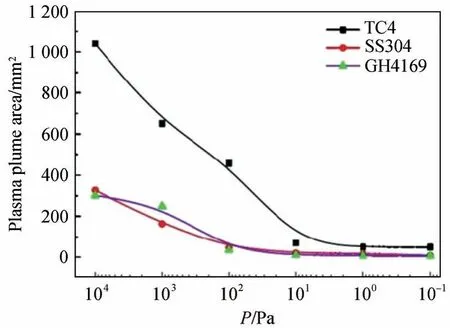
圖10 等離子體羽輝面積與真空度關系Fig.10 Relationship between plasma plume area and vacuum degree
上海交通大學羅燕等人[29]分析不同環境壓力下探測激光透過等離子體羽輝的光譜結果,建立探測激光衰減的三維分布規律,由此得到了環境壓力與等離子體羽輝被抑制的關系,即等離子體外側擴散型羽輝、中部壓縮型羽輝和匙孔附近駐留型羽輝被完全抑制時對應的壓力值分別為80 kPa、20 kPa和3 kPa。該團隊還研究了環境壓力對羽輝噴發行為及焊縫成形的相關性,研究表明隨著真空度的提高羽輝噴發角度波動降低且焊縫成形逐漸改善。
3 真空激光焊接裝備與應用
3.1 真空激光焊接裝備研究
真空激光焊接裝備的發展離不開激光器中光源發生裝置的不斷革新。真空激光焊接早期大多使用的是以CO2激光器為主的氣體激光器和以YAG 激光器為主的固體激光器,CO2激光器可以獲得較高的激光功率,光束質量較好,但是其波長較長,導致金屬材料對光束能量的吸收率大大降低。而YAG激光器雖然提高了吸收效率,但很難獲得高能量的光束,這也是早期真空激光焊接技術沒有表現出顯著優勢的原因之一。隨著光源發生裝置的迅速發展,光纖激光器及碟片激光器因其優秀的光束質量、焊接特性等開始受到研究人員重視,這也極大推進了真空激光焊接的相關研究。
實現真空環境下激光焊接的方式主要有兩種:一種是參考真空電子束焊接的基本設計,將激光焊接頭置于真空室內部,將其稱為槍頭內置式的真空激光焊接設備。另一種是將激光焊接頭置于真空室上方,在真空室頂部設置激光耦合窗口,激光通過耦合窗口進入真空艙室完成焊接,將其稱為槍頭外置式的真空激光焊接設備。目前一些研究機構使用的真空激光焊接原型機為槍頭外置方式。大阪大學接合科學研究所2011 年建立了一套可實現大功率真空激光焊接的裝置,如圖11 所示[12],真空艙內壓力可達100 Pa,組合兩臺YAG激光器使激光輸出功率最大可達26 kW。

圖11 外置槍頭的大功率真空激光焊接裝置Fig.11 High power vacuum laser welding device with external gun head
近幾年,在歐洲市場已經出現系統化的真空激光焊接裝置。圖12 為比較有代表性的商業化真空激光焊接系統,包括德國Focus Gmbh的LAVA-L95真空激光焊接系統和PTR Strahltechnik GmbH 的LASVACPL01 型真空激光焊接設備。以上系統化設備所配備激光器的激光功率一般較小,主要用于在中低功率下較為精密、焊接質量要求較高的產品焊接。

圖12 商業化真空激光焊接系統Fig.12 Commercial vacuum laser welding system
真空室的存在是真空激光焊接走向大規模應用的瓶頸,尤其是對于船舶等超大型焊縫進行焊接時,無法獲得足夠大的真空室,這也是真空電子束焊接所面臨的尷尬處境之一,但是真空激光焊接對于真空度的需求不高,在大氣環境下構成局部負壓就可以滿足真空激光焊接的真空度需求,局部真空激光焊接最早在2013年提出[21],之后很多研究人員展開了這方面的研究,如上海交通大學唐新華[36]等人設計的抽氣局部真空裝置,實現了在焊接過程中達到最低35 kPa 的穩定環境壓力,如圖13 所示,但是在進行連續焊接時,局部真空室的移動會造成漏氣現象導致氣壓增大,連續焊接時熔深不穩定,目前尚未找到合適的方法解決。

圖13 局部負壓環境激光焊接裝置Fig.13 Laser welding equipment in local negative pressure environment
相比槍頭外置的真空激光焊接裝置,槍頭內置的真空激光焊接裝置由于激光焊接頭在真空艙室內部,這種方式涉及到傳輸激光的光纖和激光頭配套的水電氣等耦合進入真空室問題。相比于局部真空室(連續焊接氣壓不穩定)和槍頭外置的真空激光焊接裝置(柔性低),槍頭內置的真空激光焊接裝置柔性好、連續焊接穩定,作為真空激光焊接可選擇的一種裝置裝配方式也有特別的優勢。
3.2 真空激光焊接工程應用
德國亞琛工業大學焊接研究所將這項技術用于汽車傳動構件的焊接[37]。圖14 為采用真空激光焊接的行星齒輪軸架,在激光功率7.5 kW、焊接速度0.42 m/min、環境壓力2 kPa下獲得了熔深25 mm的高質量焊縫。

圖14 真空激光焊接的行星齒輪軸架及焊接成品效果Fig.11 Planetary gear shaft frame welded by vacuum laser and its welding effect
德國亞琛工業大學與PTR 公司合作開發了一套真空激光焊接設備用于傳動構件產品的生產,其設備和焊接效果如圖15 所示[37]。并且將其與傳統激光焊接工藝比較,發現真空激光焊接可節約99%的保護用氣且焊后焊縫表面光潔不需要后處理,減少了生產環節從而大幅度降低成本,其與激光焊接焊后形貌對比如圖16所示。由于其優異性,真空激光焊接已經爭取到來自制造業的各種合作并進行實物試驗。英國曼徹斯特大學和德國亞琛工業大學焊接研究所目前在探究真空激光焊接在核領域大型重要部件厚板焊接的應用可能性[17]。

圖15 PTR公司真空激光焊接使用設備和工程應用Fig.15 Vacuum laser welding equipment and engineering application of PTR Company

圖16 傳動構件不同焊接環境下焊后對比情況Fig.16 Comparison of transmission components after welding in different welding environments
4 總結與展望
自從Arata等人于1985年提出了真空激光焊接技術以來,短短的30余年間這種新型激光焊接技術得到了穩步的發展。尤其是2010 年左右隨著用于激光焊接的大功率光纖激光器與碟片激光器在科研領域的普及,采用真空環境提高激光焊接的熔深與焊縫質量的方法,已經得到了廣泛關注。研究人員從早期的工藝試驗開始,采用模擬實驗、數值模擬、X 射線檢測等多種方法分別對真空激光焊接熔池、匙孔、羽輝等方面進行了研究;此外還對于真空激光焊接過程中產生的一些不足之處提出了改進辦法,目前已經呈現出逐漸成熟的研究基礎。真空激光焊接以其提高焊縫熔深,減少焊接飛濺和氣孔,提高焊縫成形穩定性最終產生高質量焊縫的能力,未來有著廣闊的應用前景。
然而,目前對真空激光焊接的物理認識還不全面,相較于其他焊接方法,其工藝成熟度也有所欠缺,這給該技術的推廣應用帶來了很大的挑戰。未來真空焊接技術的發展需要從以下方面突破:
(1)在焊接基礎理論和焊接工藝方面,真空環境下高功率激光焊接能量傳輸、熔池傳熱傳質、匙孔行為、焊接缺陷及焊縫成形控制等共性基礎問題和關鍵工藝問題仍然需要深入研究。
(2)在過程穩定性控制方面,真空高功率激光焊接制造過程缺乏形/性協同調控方法,焊接過程高精度、快速測量和數據處理技術不完善,高真空長時間可靠柔性焊接關鍵零部件制造以及多尺度多參量熔池、溫度場和焊接缺陷的高精度、高分辨率數據提取技術有待全面突破。
(3)在裝備集成方面,真空或局部真空激光焊接裝備應向高適應性和高度集成化的方向發展,實現多信息傳感多數據融合。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07