氣門閥座底孔深度測量方案設計及驗證
2023-05-13 03:43:06李健巍劉丁丁張衛兵
內燃機與動力裝置 2023年2期
李健巍,劉丁丁,張衛兵
濰柴動力股份有限公司,山東 濰坊 261061
0 引言
氣缸蓋安裝在氣缸體上,與缸套和活塞共同形成燃燒室,是組成發動機的重要零部件[1]。氣缸蓋工作在高溫高壓環境中,承受較大的機械負荷和熱負載。缸蓋結構復雜,安裝有進氣門閥座、排氣門閥座、氣門導管等裝置,并布設各類定位孔[2]。由于氣門閥座需先裝配到缸蓋閥座底孔后進行精加工,所以閥座底孔的加工質量直接影響到氣門閥座的壓裝及加工質量。氣門閥座加工不良,柴油機在工作過程中容易造成氣門閥座脫落、氣門與閥座密封不良等嚴重質量事故[3]。目前常用的閥座底孔深度測量方式有深度尺測量和三坐標測量2種。深度尺的測量精度低,分辨力達不到閥座底孔深度測量所需的0.005 mm;三坐標測量法的測量時間長、成本高,在現有生產實踐中,每天僅能測量1件氣缸蓋,測量頻率不滿足要求。因此,需要設計專用量具,提高閥座底孔深度測量的精度與效率[4-5]。本文中對被測氣門閥座底孔的技術要求進行詳細分析,設計閥座底孔測量工具,并通過測量系統分析(measurement system analysis,MSA)對測量工具的重復性和再現性進行驗證,確保滿足測量精度和效率要求。
1 閥座底孔深度測量方案設計
1.1 閥座底孔測量
某氣缸蓋閥座底孔結構示意圖如圖1所示,圖中單位為mm。由圖1 可知,閥座底孔的設計深度為(10.050±0.025)mm,以底面N為定位基準面。氣缸蓋閥座底孔使用Mapal復合鉸刀加工。

圖1 閥座底孔結構示意圖
閥座底孔深度是氣缸蓋加工工藝的關鍵參數之一,公差帶T=0.05 mm,則要求量具分辨力為T/10=0.005 mm。目前,常用深度尺的分辨力為0.02 mm或0.01 mm,不滿足測量要求。考慮使用千分表對閥座底孔深度進行測量,但單獨的千分表無法對深度進行測量,因此需設計基準標準塊,以標準塊的深度為基準,根據千分表的指針擺動,計算閥座底孔深度。
1.2 量具設計
設計新量具測量閥座底孔深度,量具主要由主體部分和標準塊2部分組成。量具主體由測量塊、探針、螺釘、緊固套、千分表組成,如圖2所示。緊固套起到保護千分表作用,防止螺釘直接壓緊千分表,導致千分表損傷。緊固套放入測量塊中,探針與千分表通過螺紋連接,再通過緊固套放入測量塊內,探針伸出測量塊約11 mm,最后將螺釘擰緊,使量具主體部分整體緊固可靠。
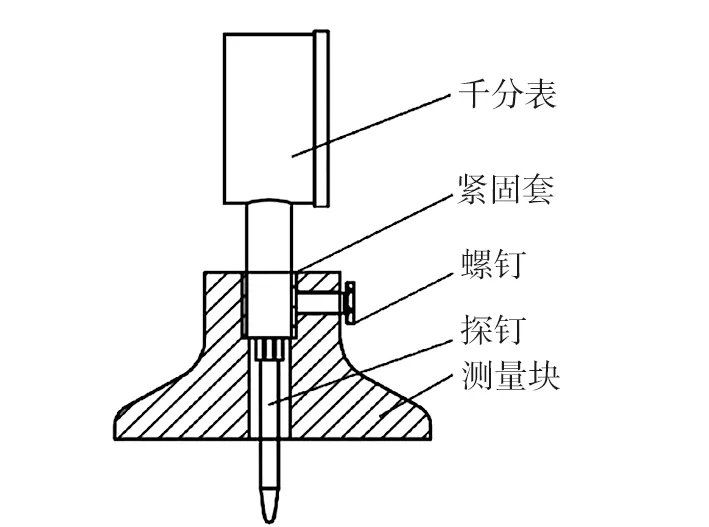
圖2 量具主體結構
測量塊結構參數如圖3所示,圖中單位為mm。測量塊的設計符合人機工程學,便于操作者使用。測量塊長度為70 mm,與標準塊長度一致;整體高度為38 mm,上部寬度為30 mm,適合操作者單手使用;寬度變化均采用圓弧連接,無棱邊,保證操作者使用的舒適感。測量塊以面D為基準面。對表時,測量塊的面D與標準塊的面B、C嚴密貼合,探針支撐在標準塊面A上,轉動千分表表盤對零。

圖3 測量塊結構參數 圖4 標準塊結構參數
標準塊結構參數如圖4所示,圖中單位為mm。標準塊設計為U型槽結構,以面B為基準,深度(面A與面B的距離)為(10.050±0.005)mm,面B與面C同時加工,保證面C與A、B的平行度小于0.005 mm。制作完成后,測量標準塊面A、B間的距離,即U型槽的真實深度x,打刻在標準塊上,以此深度作為基準計算閥座底孔的測量深度。為保證測量精度,面A、B、C的平面度設計為0.005 mm。為減小對表時的誤差,在面A兩側加工深約1 mm的退刀槽,面A對表時可使用的長度為10 mm。
測量塊、探針直接與氣缸蓋接觸,標準塊為對表基準,精度要求較高,選定材料為T10A,屬于碳素工具鋼,耐磨與強度優秀,適用于制作量檢具。測量使用面作拋光處理,粗糙度為Ra0.4,非測量使用面作發黑處理。
1.3 測量方式
閥座底孔測量方式及測點示意如圖5所示。
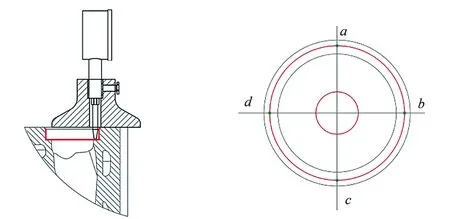
a)測量方式 b)測點
量具主體部分放置于標準塊上,千分表校準。氣缸蓋放置于測量平臺上,底面N朝上,確保閥座底孔孔口無鐵屑、毛刺。將校準的量具測量塊基準面A與氣缸蓋底面N嚴密貼合,探針與閥座底孔小平面接觸,閥座底孔深度測量轉化為探針與工件的接觸,如圖5a)所示,觀察千分表指針擺動情況。閥座底孔深度
H=x+0.001y,
式中:y為千分表指針擺動距離,mm,千分表指針順時針擺動為負,逆時針擺動為正。
通過計算結果判斷閥座底孔深度是否符合設計要求。使用該量具測量時,僅能測量閥座底孔平面的1個點與氣缸蓋底面N的距離,所以可在閥座底孔平面上選取如圖5b)所示的a、b、c、d4個點進行測量。在閥座底孔加工過程中,因為刀具原因,閥座底孔平面可被加工為斜面,因此,根據測得的點a、b、c、d距氣缸蓋底面N的距離,可計算出閥座底孔平面的端面跳動值,判斷平面是否為斜面,監控閥座底孔平面的加工質量。
2 MSA驗證
2.1 分析模型
MSA主要用于對可能存在問題的測量方法的重復性、再現性等參數進行評估。重復性指測量儀器本身的變差,再現性是指操作者不同引起的變差。測量重復性和再現性(repeatability &reproducibility,R&R)是反映測量質量的重要指標, 反映了測量結果的精密度, 即統計隨機效應所致的分散性。分散性必須控制在一定的范圍才能確保測量結果可靠[6-8]。
重復性[9-10]
δEV=6σe,
(1)
式中:σe為測量過程中由于重復測量引起波動的標準差,μm。
把握刑事、民事界限是處理涉“套路貸”犯罪案件的關鍵,在涉“套路貸”犯罪案件中,“討債”環節會涉及大量的尋釁滋事、非法拘禁甚至暴力毆打行為,在被害人求助公安機關時,由于缺乏有力的證據,大多數情況下公安機關對案件會以民間經濟糾紛予以認定,這無形中助長了“套路貸”犯罪分子的氣焰。進入“民事訴訟”階段時,在刑事、民事的界定上,法院也存在不夠嚴謹的問題,往往過于看重“證據”而忽視案件背后的真實情況,只考慮民事糾紛的部分,忽視可能涉及刑事犯罪的情況,一方面,司法機關沒有同公安機關及時溝通,沒有對案件進行深入調查,另一方面,借款人往往僅做出口頭申辯而無法提供書面證據予以舉證,這就給不法分子可乘之機。
再現性[9-10]
δAV=6σo,
(2)
式中:σo為再現性標準差,μm。
測量對象間的總波動[9-10]
δPV=6σp,
(3)
式中:σp是測量對象波動的標準差,μm。
測量系統總波動[9-10]
(4)

在測量系統分析中,利用測量對象波動的標準差和測量系統波動的標準差評價測量系統分辨力,分辨力[9-10]
(5)
評價測量系統能力的指標有2個:1)量具的重復性和再現性波動與測量系統總波動的比θ1,θ1=δR&R/δTV×100%;2)量具的重復性和再現性波動與被測對象公差的比θ2,θ2=δR&R/T×100%。測量系統能力判別準則[11]如表1所示。

表1 測量系統能力判別準則
2.2 結果分析
制作標準塊,測得標準塊U型槽真實深度為10.05 mm。3個操作者對10個氣缸蓋閥座底孔樣本進行測量,每個閥座底孔測量3次。量具千分表指針擺動距離測量結果如表2所示。

表2 千分表指針擺動距離測量結果

經計算,θ1=16.29%,θ2=29.44%。θ1、θ2均小于30%,由表1可知,該測量系統適用于氣門閥座底孔深度的測量。
該量具制作成本低,結構簡單緊湊,使用方便,1件4個氣門閥座底孔的氣缸蓋的測量時間僅為1 min,適用于大批量加工測量的流水線。測量不同被測對象時,更改標準塊的深度基準,并將測量塊更改為合適大小,該量具可推廣至其他孔的深度測量。
3 結論
設計一種簡單可靠的閥座底孔深度的測量工具,采用千分表配合標準塊對閥座底孔深度進行測量,以標準塊的深度為基準,根據千分表的指針擺動距離計算閥座底孔深度。
1)測量工具的MSA分析驗證結果表明,量具的重復性和再現性符合要求,適用于閥座底孔深度的測量。
2)該量具實際使用時,需至少測量4個點,因此可計算出閥座底孔平面的端面跳動值,檢測閥座底孔小平面是否滿足加工質量要求。
3)該量具制作成本低,結構簡單緊湊,使用方便,測量精度和測量效率高,適用于大批量加工測量的流水線。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年8期)2019-05-09 02:22:48
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
