薄板卷取機(jī)鉗口結(jié)構(gòu)優(yōu)化設(shè)計
2023-05-23 15:43:22陳磊王剛石磊紀(jì)中華韋有鋆王成
鍛壓裝備與制造技術(shù) 2023年2期
關(guān)鍵詞:結(jié)構(gòu)
陳磊,王剛,石磊,紀(jì)中華,韋有鋆,王成
(江蘇亞威機(jī)床股份有限公司,江蘇 揚(yáng)州 225200)
卷取機(jī)作為數(shù)控板料分條卷取線中最后一道工序的設(shè)備,其主要功能是完成各種規(guī)格成品板的卷取功能,由電機(jī)通過齒輪傳動箱,將動力傳至卷筒上。卷筒內(nèi)部設(shè)有漲縮機(jī)構(gòu)夾緊帶頭并帶動鋼卷旋轉(zhuǎn),通過旋轉(zhuǎn)油缸帶動斜楔式滑塊機(jī)構(gòu)驅(qū)動卷取機(jī)鉗口夾緊板材。鉗口內(nèi)部通過鉗口條及碟簧等零件組成,以適應(yīng)不同厚度板材的夾緊(圖1)。卷取機(jī)卷筒分為無縫型卷筒與有縫卷筒,本次改進(jìn)對象是一款無縫型卷筒,其原直徑為?508mm。
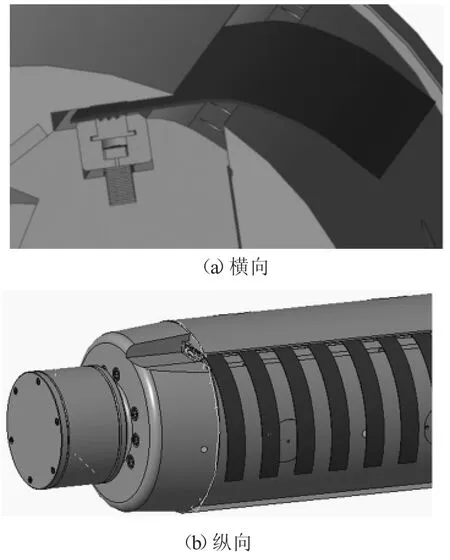
圖1 薄板卷取機(jī)卷筒鉗口夾鋼板示意圖
1 目前的現(xiàn)狀及結(jié)構(gòu)介紹
目前現(xiàn)有的3mm 結(jié)構(gòu)卷取機(jī)適用的板厚范圍是0.5~3mm,且用過一兩年后行業(yè)內(nèi)普遍存在夾過厚板后薄板夾不緊的情況。隨著市場上硅鋼板(厚度0.2~0.5mm)等薄板行業(yè)的興起,現(xiàn)有的結(jié)構(gòu)只能應(yīng)用于分條數(shù)量不多的客戶,有些分條數(shù)量多的客戶已出現(xiàn)了板帶夾不緊、板頭脫落現(xiàn)象,故現(xiàn)需開發(fā)一種新的鉗口結(jié)構(gòu),性能穩(wěn)定且能同時滿足厚板和薄板的要求。如圖2 所示為一款改進(jìn)前的無縫卷筒結(jié)構(gòu)簡圖,其工作原理是旋轉(zhuǎn)油缸1 通過拉桿2 驅(qū)動斜鍥4,通過調(diào)整頂塊7 與弓形板6 之間的間隙完成鉗口開合的動作,鉗口的夾緊力主要由碟簧10 來提供。

圖2 無縫式卷筒結(jié)構(gòu)簡圖
2 原因分析
卷取機(jī)在工作時為了保證板形、降低軋制力和確保卷取質(zhì)量,帶鋼需在一定的張力下進(jìn)行卷取,由于在較低的速度下穿帶,加之所卷帶鋼厚度較薄,故卷筒上設(shè)有咬鋼功能的鉗口裝置在夾取板頭時常有松動,針對該鉗口在使用過程中夾緊分條數(shù)量較多的板帶時有部分夾不緊的原因做了分析如下:
(1)卷筒漲緊時弓形板鉗口面與鉗口條上表面面不貼合,間隙均勻度不好,存在斷點(diǎn)的間隙。
(2)不同的客戶開的板材在上道工序中由于軋制的厚度不均勻,有的板材中間和兩邊薄厚不均,造成厚的地方夾緊力過大,薄的地方夾不到板,造成板帶松動。
(3)在使用一段時間后鉗口夾過不同寬度及不同厚度、強(qiáng)度的板材,造成鉗口條及弓形板鉗口面磨損的寬度不一致,導(dǎo)致二者之間的間隙不均勻,夾不住多條板帶。
(4)筒上不同部位的碟簧裝配時碟簧力不一致,因加工累積誤差安裝碟簧的雙頭螺柱高度有高有低,導(dǎo)致碟簧高度不一致,不同部位夾緊點(diǎn)彈力不一致,難以靠配作保證。
(5)由于不同的客戶對不同板材的成品卷塔形要求不同,卷取時建立張力的大小、模式不一樣,因此對鉗口夾緊力的大小需求不一致:有的客戶操作時頭3 圈無張力,有的客戶剛開始卷時就要求有大張力。
綜上所述,造成多條板帶夾不住的原因眾多,而卷筒中的主要零件如弓形板、頂塊等屬于異形大件,目前已經(jīng)在高端的鏜銑床上加工,此時若要求再提高加工精度,勢必造成成本的不斷增加。
因此本次需在不顯著增加成本的條件下通過結(jié)構(gòu)的改進(jìn)來提升夾緊效果,重點(diǎn)放在消除板帶在夾緊時不同位置的間隙及進(jìn)一步提升鉗口夾板帶的夾緊力上,以滿足不同客戶的需求。
3 鉗口結(jié)構(gòu)的改進(jìn)
3.1 鉗口間隙均勻度的優(yōu)化
根據(jù)上述原因分析及原有鉗口在實(shí)際使用過程中的反饋,原有的鉗口結(jié)構(gòu)已無法滿足夾緊最薄板厚0.2~0.3mm,且最大分條數(shù)量30 條的新市場需求。針對原來因使用磨損或者原始板材的軋制厚度偏差使鉗口間隙不均勻,導(dǎo)致部分板帶夾不住松動的問題,將原來的單層鉗口結(jié)構(gòu)(圖3a)變?yōu)殡p層鉗口結(jié)構(gòu)(圖3b),將上鉗口新增了一層碟簧作為撓性補(bǔ)償裝置填補(bǔ)間隙。如圖所示,原有的鉗口條2 和3 之間是剛性連接,常規(guī)的卷筒寬度范圍在800~2000mm,對鉗口條這種細(xì)長類零件直線度的要求很高(0.05mm/m),一旦磨損即影響夾緊效果。現(xiàn)將上鉗口條6 由原來的整長結(jié)構(gòu)改為分成若干小段的分段式結(jié)構(gòu),同時通過導(dǎo)桿7 和碟簧8 浮動于下鉗口條9上面,用于補(bǔ)償在夾緊板頭時下鉗口條9 和和弓形板鉗口面之間的間隙,增加了板帶的夾緊時的接觸面,提升了夾緊效果。

圖3 卷筒鉗口改進(jìn)設(shè)計
3.2 弓形板的優(yōu)化
對于夾緊高強(qiáng)度的鋼板,弓形板鉗口面的形狀也做了改進(jìn)(圖4),在鉗口面上設(shè)有折彎部分,抵消了因加工精度和弓形板的熱處理變形造成鉗口面的平面度的誤差,同時也增加了薄板和鉗口面之間的摩擦系數(shù)。

圖4 鉗口面改進(jìn)設(shè)計
3.3 夾緊力的提升
在消除了板帶夾緊過程中的間隙后,由于不同材質(zhì)的板材及塔形要求對鉗口夾緊力的要求不一樣,出于實(shí)用性和經(jīng)濟(jì)性考慮在一定的范圍內(nèi)沒有必要再進(jìn)一步細(xì)分出各種不同的機(jī)型,將產(chǎn)品復(fù)雜化,故在原有的基礎(chǔ)上將夾緊力統(tǒng)一增大以適應(yīng)大部分市場需求。
結(jié)構(gòu)上增加了若干組下鉗口碟簧11(圖4b),在板材夾緊的過程中,首先是支撐上鉗口條6 的小碟簧8 受壓夾緊,隨著上鉗口條的不斷上升與弓形板鉗口面閉合夾緊板帶,小碟簧8 的行程走完后下鉗口碟簧11 開始受力壓緊,最終板頭的夾緊力是由下層大碟簧提供,相比改進(jìn)前有了顯著的提升,具體計算如下:
現(xiàn)以1600 機(jī)型的卷筒,夾板厚0.5mm 的帶鋼為例,改進(jìn)前在鉗口條3 上共布置了19 處碟簧組,每組12 片以對合組合排列,碟簧的預(yù)壓量1mm。
改進(jìn)前的鉗口碟簧規(guī)格:20×10.2×1×1.55;每片碟簧的壓縮量:(1+0.5)/12=0.125mm;按特性曲線(圖5a),碟簧夾緊力:19×680=12920(N)。

圖5 碟簧特性曲線圖
改進(jìn)后的鉗口上層用于撓性補(bǔ)償?shù)男〉?(規(guī)格:15×8.2×0.8×1.2),特性曲線如圖5b。由于小碟簧占用的空間小,排布的組數(shù)由原來19 組增加到25組,即在壓緊板帶時提供了更多的夾緊點(diǎn)數(shù),以每組6 片對合組合排列。下層鉗口由大碟簧11(規(guī)格為:35.5×18.3×2×2.8)支撐,特性曲線如圖5c,排布的組數(shù)12 組,每組12 片對合組合,初始預(yù)壓量2.6mm(預(yù)壓的目的是保證每次鉗口閉合時在小碟簧受壓的過程中大碟簧高度先保持不變,待小碟簧行程走完后大碟簧才開始受壓變形)。上層用于撓性補(bǔ)償?shù)男〉? 設(shè)置了限位,保證每次夾緊的壓縮量均為0.7h0,其碟簧力固定為:25×920=22500(N)。此部分力作為撓性補(bǔ)償?shù)念A(yù)壓力。
改進(jìn)后下層每片大碟簧的壓縮量:(0.5+2.6)/12=0.22mm。改進(jìn)后大碟簧夾緊力:12×2150=25800(N),較改進(jìn)前有了顯著的提升。需要說明的是,在不同規(guī)格的卷筒排布鉗口碟簧時,還需注意保證鉗口碟簧的夾緊力徑向分力不超過弓形板碟簧的壓緊力,否則鉗口過大會引起弓形板翹頭現(xiàn)象。
4 結(jié)語
卷取機(jī)卷筒在使用過程中遇到夾不緊的問題時,不能一味要求提高弓形板、頂塊這種異形大件的加工精度,造成成本大幅增加,而應(yīng)該從結(jié)構(gòu)的改進(jìn)來提升夾緊效果。通過這次卷取機(jī)卷筒鉗口采用雙層結(jié)構(gòu)的優(yōu)化改進(jìn),使鉗口條在使用過程中即使有磨損也能通過撓性補(bǔ)償裝置夾緊板材。經(jīng)生產(chǎn)實(shí)際驗證,該鉗口在客戶現(xiàn)場使用情況穩(wěn)定,解決了長期困擾產(chǎn)品發(fā)展的板帶夾不緊的難題。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
