計算機輔助舵面裝配公差分析與優化設計
2023-05-30 10:48:04彭聰禹建軍何鳳琴
成都大學學報(自然科學版) 2023年1期
彭聰 禹建軍 何鳳琴
摘 要:針對飛機舵面裝配模型,以翼尖擾動量最小為設計目標,以舵面各零件尺寸及裝配約束定義三維空間尺寸鏈,基于商用軟件CETOL建立裝配公差分析模型.通過敏感度和貢獻度分析選擇影響測量目標的關鍵尺寸,對不同精度的關鍵尺寸進行最壞情況分析,從尺寸精度、裝配工藝及產品成本等方面進行評估,確定關鍵尺寸合理的公差范圍.根據分析結果,除了確定關鍵尺寸的公差值,還可適當降低非關鍵尺寸的精度.將裝配公差設計方法同工程實際相結合,在確定設計公差、降低制造成本和提高裝配精度等方面具有廣泛的應用前景.
關鍵詞:舵面;裝配;公差分析;敏感度;貢獻度;最壞情況分析
中圖分類號:V262.4
文獻標志碼:A
0 引 言
機械產品一般包含多個零件,因此其制造和裝配中涉及的產品信息包括各零件的尺寸、公差及零件之間的裝配約束等.隨著機械制造業的發展,制造能力和工藝水平在不斷提高,作為體現產品質量和精度重要指標的公差設計和分配問題也成為設計、制造和裝配中需要考慮的突出問題之一.在滿足產品功能、性能、外觀和可裝配性等要求的前提下,合理定義和分配零件及產品的公差,能達到優化產品設計的目的.合理的公差設計和分配能在縮短研制周期、提高設計質量及控制生產成本等方面起到積極的作用[1-3].
隨著機械產品日趨復雜,建立基于產品空間尺寸鏈和裝配關系的公差分析模型也變得復雜,且建模過程與產品的技術標準和設計人員的技術經驗直接相關.計算機輔助公差設計技術(computer aided tolerancing,CAT)包括公差建模、公差分析及公差規范等內容,為解決產品生產過程中的公差分析與優化問題提供了有效的解決方式.隨著計算機技術的普及,CAT商用軟件在制造業得到了很好的發展.CETOL、3DCS及VisVSA等CAT商用軟件完全集成于CATIA、UG及Pro/E等CAD/CAM環境下進行數字化模擬,通過公差分析和優化得到合理的公差分配方案[4-6].目前,這些軟件功能強大,使用便捷,在航空航天、機械制造及機電系統等領域獲得了廣泛應用[7-12].
本研究利用CETOL軟件精確的尺寸建模、裝配建模、分析和優化等功能,以飛機舵面安裝為例建立裝配模型,進行公差分析和優化,并依據分析結果來確定合理的公差分配方案和測量目標值.
1 公差分析優化方法
1.1 CETOL軟件簡介
CETOL軟件廣泛應用于三維公差分析領域,完全集成于CAD設計環境中,直接獲得模型數據來描述零部件和裝配模型的幾何關系,通過精確的尺寸建模及裝配建模來模擬實際裝配過程,并預測可能出現的變化對最終裝配精度的影響來預測產品質量,通過靈敏度和貢獻度分析幫助識別影響產品質量及成本的關鍵特性,找出對應的零件尺寸,基于裝配模型直接進行修改,從而提高設計人員設計與改進設計的效率,并保證修改后的設計有較強的穩健性.CETOL軟件的分析方案也提出與實際問題相符的思路,因此若在設計過程早期介入公差分析,就能減少設計制造中的迭代過程并縮短產品研制周期.
1.2 公差分析流程
公差分析需要先根據產品的零件尺寸及上下偏差、制造工藝、裝配約束等建立封閉尺寸鏈,得到裝配公差分析模型,再根據尺寸鏈中各組成環的公差求解設計目標的上下偏差,然后根據分析結果,進行優化評估,最后結合優化目標、制造裝配工藝性與生產成本等影響因素確定最優的公差分配方案.
1.3 公差分析方法
1.3.1 最壞情況公差設計與分析
面向最壞情況的公差設計與分析根據極限偏差狀態下零件尺寸得到的封閉尺寸鏈,是滿足最壞情況的偏差.最壞情況公差設計與分析就是給產品每個零件分配一定的公差.在進行最壞情況分析時,零件尺寸被置于公差極值.對于裝配模型,其函數方程式如下:
2 裝配公差模型
2.1 舵面裝配模型
飛機舵面是指在飛機飛行氣流中利用其偏轉而產生的平衡力和控制力來操縱飛機飛行的氣動翼面,控制飛機的航向、俯仰及滾轉等,例如平尾、垂尾、鴨翼及副翼等.本研究以飛機全動水平尾翼的裝配公差分析模型為探討對象,其他舵面部件的分析過程與此類似.
將飛機舵面視為剛性部件,與轉軸梁看作整體化結構,并通過轉軸梁安裝于機身的內外側支座上.考慮轉動和耐磨性等因素,本研究在轉軸梁與內外側支座之間采用提高耐磨性的襯套和關節軸承.
2.2 裝配公差分析目標
舵面通過轉軸梁、襯套及軸承等組件安裝于機身內外側支座,滿足固定于機身的同時自身又能自由偏轉的要求.若舵面安裝的尺寸及裝配公差較大,則將影響飛機的外形精度,對舵面振動特性也有較大影響,而較小的間隙會造成零組件制造精度高、安裝困難與生產成本增加等問題.因此,對舵面裝配的公差進行設計和分析是必要的.
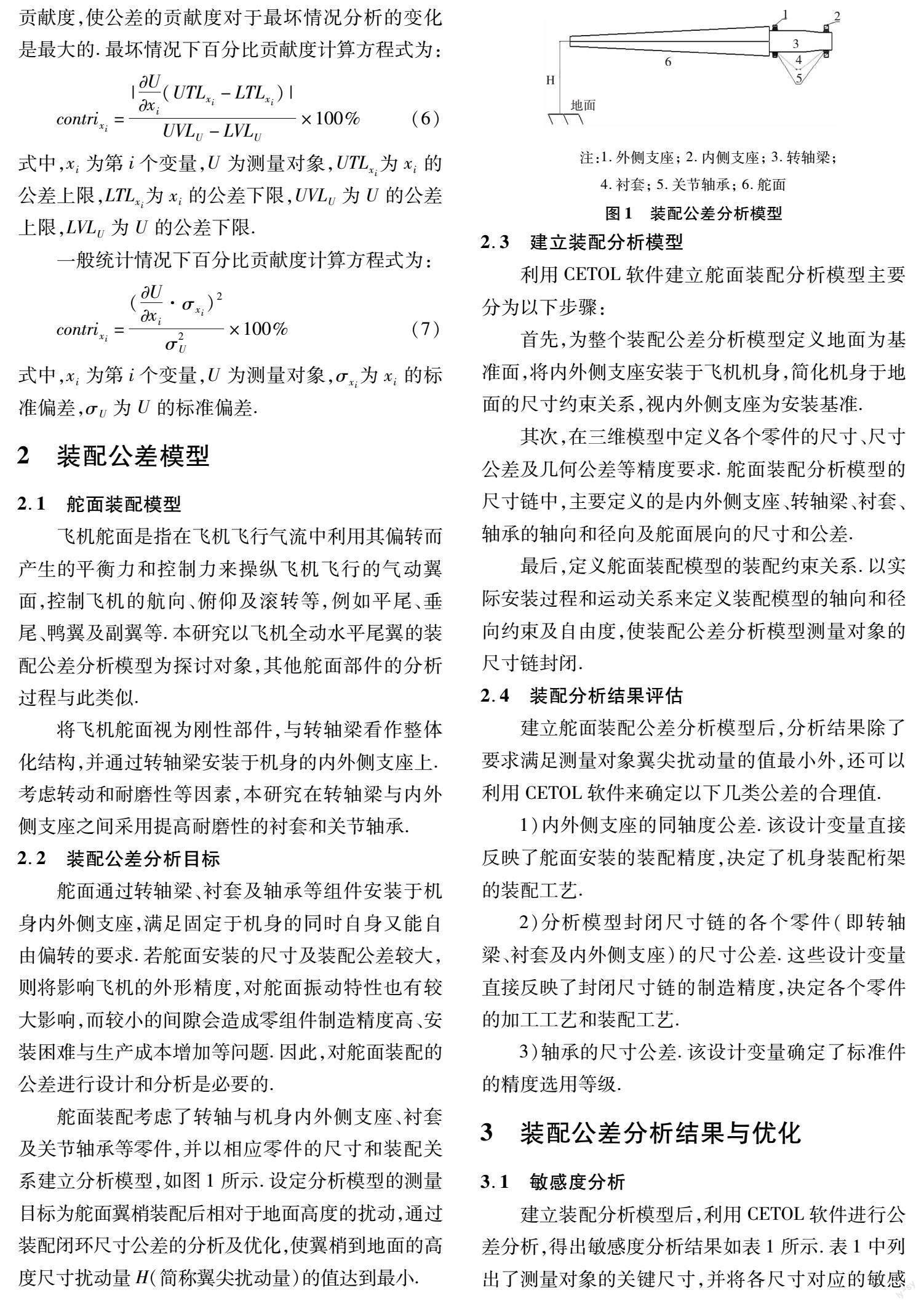
舵面裝配考慮了轉軸與機身內外側支座、襯套及關節軸承等零件,并以相應零件的尺寸和裝配關系建立分析模型,如圖1所示.設定分析模型的測量目標為舵面翼梢裝配后相對于地面高度的擾動,通過裝配閉環尺寸公差的分析及優化,使翼梢到地面的高度尺寸擾動量H(簡稱翼尖擾動量)的值達到最小.
2.3 建立裝配分析模型
利用CETOL軟件建立舵面裝配分析模型主要分為以下步驟:
首先,為整個裝配公差分析模型定義地面為基準面,將內外側支座安裝于飛機機身,簡化機身于地面的尺寸約束關系,視內外側支座為安裝基準.
其次,在三維模型中定義各個零件的尺寸、尺寸公差及幾何公差等精度要求.舵面裝配分析模型的尺寸鏈中,主要定義的是內外側支座、轉軸梁、襯套、軸承的軸向和徑向及舵面展向的尺寸和公差.
最后,定義舵面裝配模型的裝配約束關系.以實際安裝過程和運動關系來定義裝配模型的軸向和徑向約束及自由度,使裝配公差分析模型測量對象的尺寸鏈封閉.
2.4 裝配分析結果評估
建立舵面裝配公差分析模型后,分析結果除了要求滿足測量對象翼尖擾動量的值最小外,還可以利用CETOL軟件來確定以下幾類公差的合理值.
1)內外側支座的同軸度公差.該設計變量直接反映了舵面安裝的裝配精度,決定了機身裝配桁架的裝配工藝.
2)分析模型封閉尺寸鏈的各個零件(即轉軸梁、襯套及內外側支座)的尺寸公差.這些設計變量直接反映了封閉尺寸鏈的制造精度,決定各個零件的加工工藝和裝配工藝.
3)軸承的尺寸公差.該設計變量確定了標準件的精度選用等級.
3 裝配公差分析結果與優化
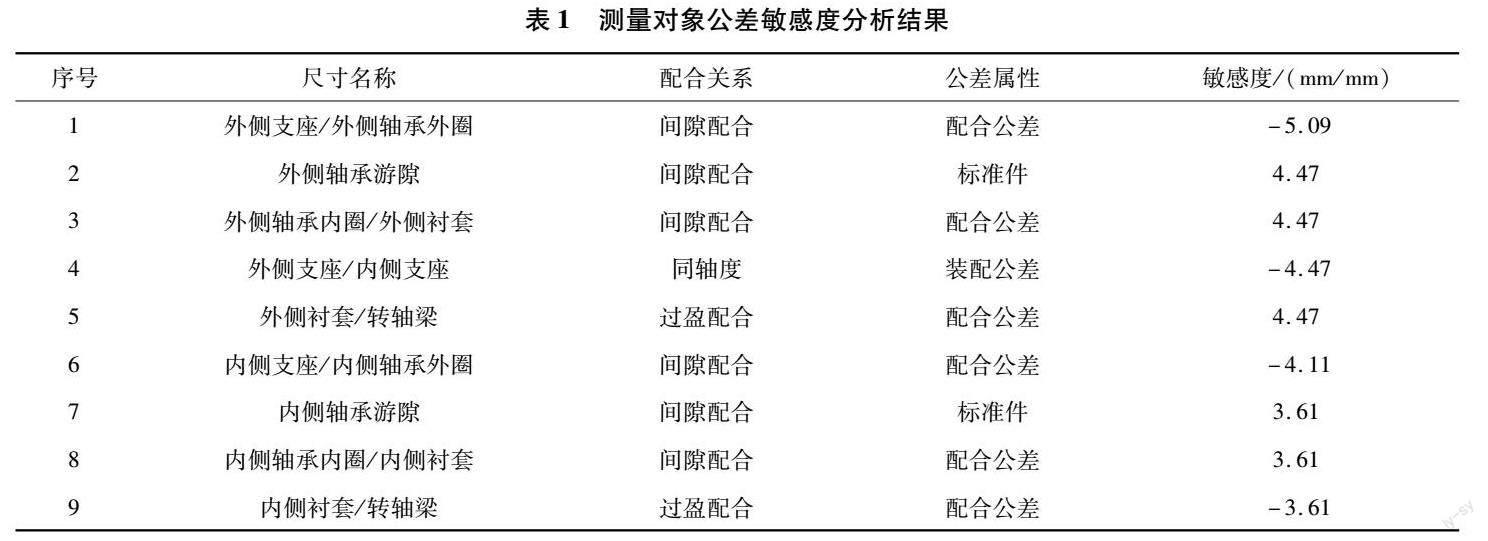
3.1 敏感度分析
建立裝配分析模型后,利用CETOL軟件進行公差分析,得出敏感度分析結果如表1所示.表1中列出了測量對象的關鍵尺寸,并將各尺寸對應的敏感度值按降序排列.因此,對于設定的測量對象,裝配分析模型的分析與優化主要基于表1中的9組關鍵尺寸設計變量,而對于其余的非關鍵尺寸,則考慮采用更低成本的加工工藝.
3.2 貢獻度分析
建立裝配分析模型后,利用CETOL軟件對裝配尺寸鏈進行公差分析.根據貢獻度分析結果發現,尺寸鏈中內外側支座安裝孔的同軸度對測量模型的影響最大,如表2所示.當同軸度為1.00 mm時,其貢獻度占的比重最大,其余尺寸的貢獻度比重均可忽略.當逐步提高同軸度精度時,即使精度較高,其余尺寸的比重雖有所增加,但影響仍非常小.因此,在裝配過程中應重點考慮內外側支座的安裝工藝及同軸度公差,通過高精度工裝、高精度定位及高精度制孔等技術措施來保證其精度.由于其他尺寸公差的貢獻相對較低,在滿足裝配要求情況下,可以考慮適當降低零件的制造精度.
3.3 最壞情況分析
圖2為基于內外側支座幾組不同精度的同軸度取值下測量對象翼尖擾動量最壞情況分析結果輸出圖.由圖2可知,當同軸度為1.00 mm和0.50 mm時,翼尖擾動量分別為±3.14 mm和±1.89 mm,不滿足既定的裝配公差設計要求.將精度增加至0.10 mm時,翼尖擾動量為±0.83 mm,達到裝配公差設計要求.若進一步提升精度至0.05 mm,翼尖擾動量為±0.70,對擾動的貢獻不明顯,但精度的提高會顯著增加裝配難度和生產成本.
3.4 裝配公差優化
從圖2可知,當內外側支座同軸度精度在0.50 mm以上時,測量對象統計分布的標準偏差范圍明顯小于最壞情況分布公差帶范圍,這說明除同軸度外,整個裝配分析模型中其他尺寸初始定義的精度偏高.當同軸度與其他尺寸公差值相當時,2種分布的范圍更接近,尺寸鏈的公差分布相對更合理.因此,裝配公差優化的目標是考慮基于關鍵尺寸并分析適當降低關鍵尺寸的精度對測量對象的影響.從降低制造成本、滿足配合要求及保證舵面功能等方面綜合考慮,相對于初始設定值,關鍵尺寸精度優化范圍有限.針對本研究的舵面裝配公差分析模型,具體措施是將關鍵尺寸的精度等級降低1級,如表3所示.根據公差優化調整方案,結合分析得出的敏感度數據和貢獻度數據進行優化設計,確定最佳的公差分配方案.
3.4.1 貢獻度分析
將關鍵尺寸公差值調整并分析后,以內外側支座同軸度為變量得到的測量對象貢獻度與初始設定公差值的分析結果進行對比,如表4所示.分析結果表明,各個關鍵尺寸的精度降低本質上是公差帶的范圍增大,因此貢獻度也相應增大,但內外側支座的同軸度仍占較大的比重.對于內外側相同零件之間的配合關系,外側的貢獻度大于內側的貢獻度.
3.4.2 最壞情況分析
圖3為測量對象(翼尖擾動量)公差調整后最壞情況分析結果輸出圖.分析結果表明,對于內外側支座幾組不同精度的關鍵尺寸值,為滿足設計要求,需調整測量對象翼尖擾動量的公差范圍.
從圖3(A)可知,其同軸度精度最低,對分析結果的貢獻最大.若按初始測量目標±1.00 mm,裝配分析結果不滿足設計要求.若要滿足正態分布,需將測量對象目標值放寬,翼尖擾動范圍增加至±2.50 mm.若要滿足最壞情況分布,則需將測量對象目標值進一步放寬,翼尖擾動范圍增加至±3.50 mm.
從圖3(B)可知,同軸度精度提高后,對分析結果的貢獻較大.若按初始測量目標±1.00 mm,裝配分析結果與設計要求有一定的差距.若將測量目標值放寬,翼尖擾動范圍增加至±2.00 mm,則可滿足最壞情況分布要求.
從圖3(C)與3(D)可知,繼續提高同軸度精度,可滿足初始測量目標要求,但裝配模型尺寸鏈的整體精度更高.由于其他關鍵尺寸的貢獻度偏低,調低1級精度后對分析結果影響也不大,表明整個尺寸鏈的公差分配仍有很大的設計和優化空間.
因此,為確定關鍵尺寸內外側支座同軸度公差值與測量對象目標值的對應關系(如表5所示),需在測量目標要求和制造裝配精度之間達到合適的平衡,在制造精度、產品成本與設計要求之間進行合理的取舍.
4 結 論
公差分析是面向制造和裝配的產品設計的重要環節.本研究利用CETOL軟件構建產品的裝配公差分析模型,對解決實際工程中零件尺寸及裝配工藝的公差分析和優化問題、降低產品成本及提高產品質量均具有重要實踐價值.
本研究以典型飛機舵面部件的裝配為探討對象建立裝配公差分析模型,并進行舵面裝配模型公差分析,包括敏感度、貢獻度和最壞情況分析,得到貢獻度最大的內外側支座裝配尺寸的同軸度和敏感度較高的關鍵尺寸.通過對不同的同軸度精度下調整關鍵尺寸精度前后的分析結果進行對比,得到以下結論:
1)裝配尺寸約束內外側支座的同軸度對測量目標的影響最大.從成本方面考慮,可適當放寬同軸度精度,相應需增大測量目標適用范圍.從滿足設計要求方面考慮,則需提高機體工裝的裝配精度.
2)舵面裝配模型尺寸鏈中的關鍵尺寸及裝配約束由于貢獻度較低而對測量目標的影響很小.可適當降低裝配模型中零件和標準件的尺寸公差等級、裝配約束中間隙配合和過盈配合公差等級.
根據分析優化結果,綜合考慮制造裝配成本和設計要求,建議內外側的同軸度設計要求為0.50 mm,同時將測量目標翼尖擾動范圍放寬至±2.00 mm.
需要說明的是,通過分析結果,對于舵面裝配模型的零件尺寸公差和裝配約束公差具有降低精度的可行性,這對實際的裝配公差設計和分配具有重要指導意義.實際應用中,內外側轉軸梁、襯套、軸承及支座的尺寸鏈中包含多組裝配約束關系,而間隙配合與過盈配合的確定需要大量的研究和實驗.因此,調整尺寸和裝配公差等級應結合舵面的安裝、振動及耐磨性等功能要求,并通過進一步的實驗分析來驗證和確認.
參考文獻:
[1]秦玲,唐哲敏,陳磊磊,等. 公差分析方法現狀與展望[J].科技資訊,2015,13(20):234 -236.
[2]李爍,孟健,潘爾順. 裝配和制造綜合的公差分配優化設計[J].工業公差與管理,2017,22(5):102-113.
[3]張巖,莫蓉,王延平.一種面向飛機組件裝配過程的全局公差模型[J].西北工業大學學報,2013,31(5):785-792.
[4]李春麗.復雜產品的三維功能公差分析方法研究[D].北京:北京工業大學,2013.
[5]彭和平,劉曉軍.計算機輔助三維公差分析技術的研究進展[J].制造技術與機床,2012,62(9):43-47.
[6]郭長虹,戰再吉,王振玉.計算機輔助飛機公差優化設計的實現[J].西南交通大學學報,2012,47(5):776-783.
[7]劉加南. 基于CETOL的尺寸與公差分析應用研究[D].常州:江蘇理工學院 ,2016.
[8]黃偉,孔曉玲,劉素梅,等. 基于CETOL的中子屏蔽結構公差分析[J].機械設計與制造,2012,50(7):185-187.
[9]李萬莉,丁云霞.基于CETOL公差模型的集裝箱跨運車裝配公差優化設計[J].工程機械,2018,49(2):22-27 .
[10]高瑞,趙文軍,馬濤,等.基于3DCS的大型結構件尺寸公差分析與優化[J].新技術新工藝,2020,42(1):24-28.
[11]林祖偉.民機機身對接尺寸公差研究[J].制造材料,2019,57(9):55-64.
[12]趙艷平,魏康,談蕊.軸承組件配合間隙的數字化公差分析[J].軸承,2013,2(2):10-13.
(實習編輯:黃愛明)
Abstract:
Aiming at the aircraft rudder surface assembly model,the assembly tolerance analysis model is established based on commercial software CETOL.The object of the design is to minimize the wing tip disturbance,and the dimensions and assembly constraints of each part of the rudder surface are taken to define the three-dimensional chain.Through sensitivity and contribution analysis,the key dimensions affecting the measurement target is selected,the worst-case analysis is carried out for the key dimensions of different precision,and the tolerance range of the key dimensions is determined from dimension accuracy,assembly process,product cost and other aspects of evaluation.According to the analysis results,in addition to determining the tolerance value of the key dimensions,the accuracy of other dimensions can be appropriately reduced.The assembly tolerance design method in this paper combined with the engineering practice is used to determine the reasonable design tolerance,and to reduce the manufacturing cost and assembly precision.This method has a wide application prospect.
Key words:
rudder surface;assembly;tolerance analysis;sensitivity;contribution;worst-case analysis