焊接粉塵對電子束焊接的影響及解決措施
2023-06-25 18:49:55羅鳳
現(xiàn)代信息科技 2023年10期
摘? 要:為滿足定位格架的技術(shù)要求,提高電子束焊接質(zhì)量,文章從電子束的焊接原理、電子束焊機結(jié)構(gòu)、焊接缺陷等方面進行分析,通過實驗、程序反饋及查閱文獻等方法排除次要因素,確定影響定位格架電子束焊接質(zhì)量的主要因素為焊接粉塵。通過清潔各部位焊接粉塵,觀察發(fā)現(xiàn)定位格架焊接質(zhì)量明顯提升。在后續(xù)生產(chǎn)中,總結(jié)各部位焊接粉塵清潔頻次及清潔方法,形成電子束焊機操作維護規(guī)程,為后續(xù)定位格架生產(chǎn)和焊機維護提供指導(dǎo)。
關(guān)鍵詞:焊接粉塵;電子束焊接;定位格架
中圖分類號:TN29? 文獻標(biāo)識碼:A? 文章編號:2096-4706(2023)10-0046-05
Abstract: In order to meet the technical requirements of positioning grid and improve the quality of electron beam welding, this paper analyzes the principle of electron beam welding, the structure of electron beam welding machine and welding defects, and determines that the main factor affecting the quality of positioning grid electron beam welding is welding dust by excluding secondary factors through experiments, program feedback and literature review. By cleaning the welding dust in each part, it is found that the welding quality of positioning grid has significantly improved. In the subsequent production, summarize the cleaning frequency and methods of welding dust in various parts, and form the operation and maintenance regulations for electron beam welding machines, providing guidance for subsequent positioning grid production and welding machine maintenance.
Keywords: welding dust; electron-beam welding; positioning grid
0? 引? 言
定位格架是壓水堆核燃料組件的重要組成零部件,它是由鋯合金條帶和鎳基高溫合金彈簧組成的復(fù)雜焊接結(jié)構(gòu)件[1]。2008年中核建中核燃料元件有限公司從法國TECHMETA公司引進電子束焊機,已連續(xù)工作14年。在生產(chǎn)中陸續(xù)出現(xiàn)一些焊接質(zhì)量問題,解決方案是從電子束的焊接原理、焊機結(jié)構(gòu)、焊接參數(shù)及清潔度等方面進行分析,并在生產(chǎn)中進行驗證。必要時總結(jié)歸納形成標(biāo)準(zhǔn)化、系統(tǒng)化方法固化到電子束焊機操作維護規(guī)程中,達到保證定位格架焊接質(zhì)量的目的。
1? LARA52電子束焊機的構(gòu)成
LARA52電子束焊機是法國TECHMETA公司制造的,該公司是法國唯一專業(yè)從事電子束焊機研究制造和電子束焊接工藝開發(fā)的企業(yè),也是世界上非常著名的電子束焊機制造商。LARA52電子束焊機主要是由真空系統(tǒng)及焊室、高壓電源及控制系統(tǒng)、電子槍等組成。
1.1? 高壓系統(tǒng)
高壓系統(tǒng)包括高壓電源和高頻變換器兩部分。高壓電源是用來建立陰極—陽極之間的高壓電場。高頻變換器是向陽極高壓變壓器初級和陰極加熱變壓器初級提供穩(wěn)定的電源,從而保證陽極高壓的穩(wěn)定性,并在發(fā)生故障和危險時切斷高壓。
1.2? 真空系統(tǒng)及焊室
真空系統(tǒng)包括電子槍真空系統(tǒng)和焊室真空系統(tǒng)。電子槍真空系統(tǒng)是保證電子槍在工作狀態(tài)下不受到來自焊室內(nèi)焊池的金屬蒸汽影響,要求的工作真空度<6.1×10-5 mbar。焊室是不銹鋼制造,尺寸(L×W×H)1 000 mm×750 mm×1 000 mm,要求的工作真空度<1.0×10-4 mbar。
1.3? 控制系統(tǒng)
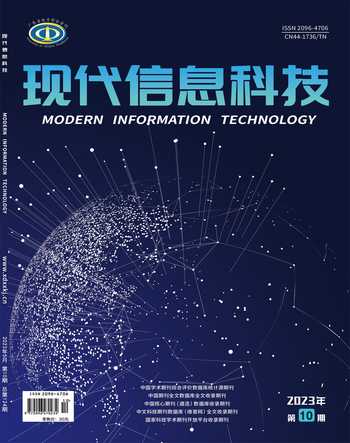
LARA52電子束焊機采用高度集成的控制系統(tǒng)。焊機的高壓、束流、聚焦電流和5個機械軸的控制都集成在開放式的數(shù)控系統(tǒng)中,電子槍的參數(shù)指令和機械坐標(biāo)軸指令相融合,可在焊接程序中輸入相應(yīng)的指令便可對電子槍進行控制,如圖1所示。
1.4? 電子槍
1.4.1? 電子槍的結(jié)構(gòu)
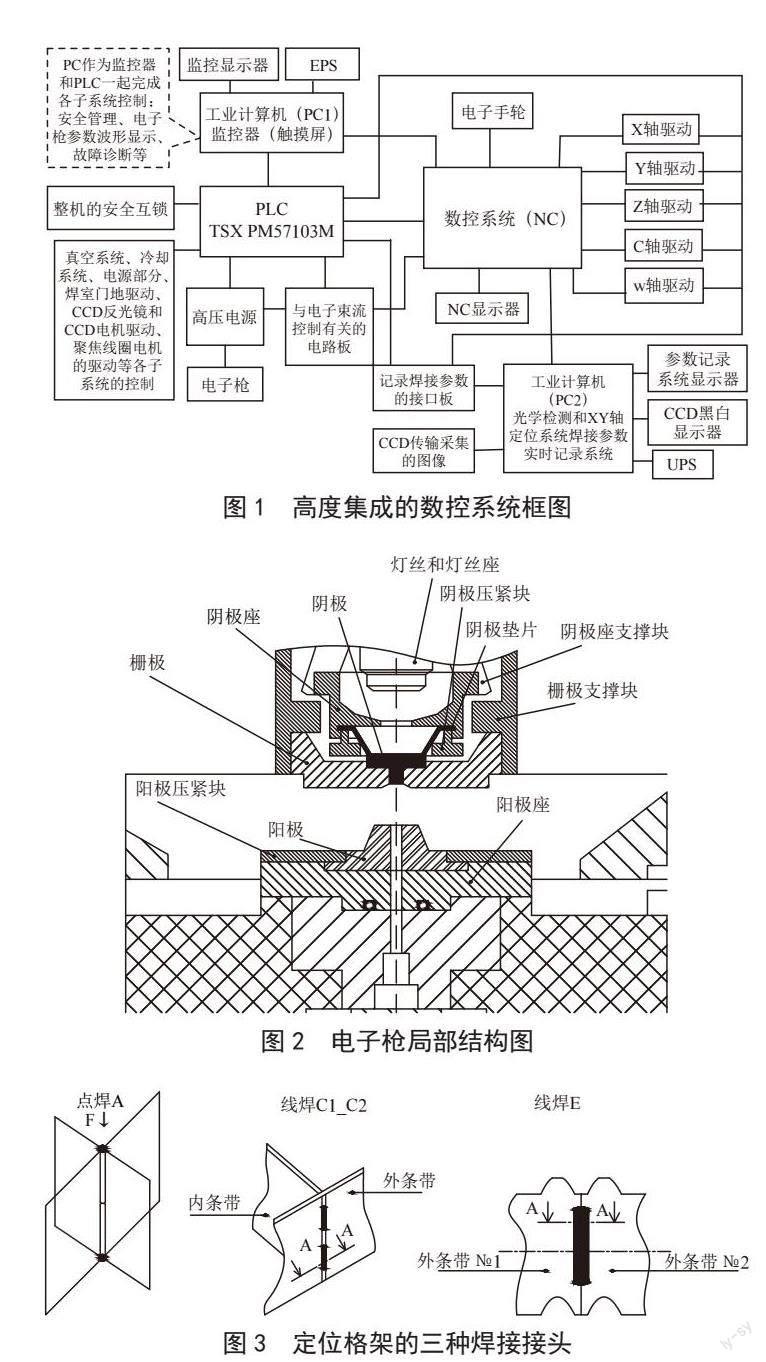
LARA52電子束焊機的電子槍型號是TECHMETA CT4,最大功率6 kW,加速電壓20~60 kV可調(diào),為三極管式、間接加熱陰極。由陰極組件、槍柱及柵極、陽極組件、不銹鋼外殼等組成,如圖2所示。
1.4.2? 電子槍的工作原理
電子是以熱發(fā)射或場致發(fā)射的方式從發(fā)射體(陰極)逸出。在25~300 kV加速電壓的作用下,電子被加速到0.3~0.7倍的光速,具有一定的動能,經(jīng)電子槍中靜電透鏡和電磁透鏡的作用,電子會聚成功率密度很高的電子束[2]。
1.4.3? 電子槍的束流控制系統(tǒng)
電子槍的束流控制系統(tǒng)包括:燈絲及陰極加熱控制板、柵極電源板、柵極功率放大板、電子束流控制板、聚焦電流控制板。
2? 影響定位格架焊接質(zhì)量的因素分析
2.1? 定位格架的技術(shù)要求
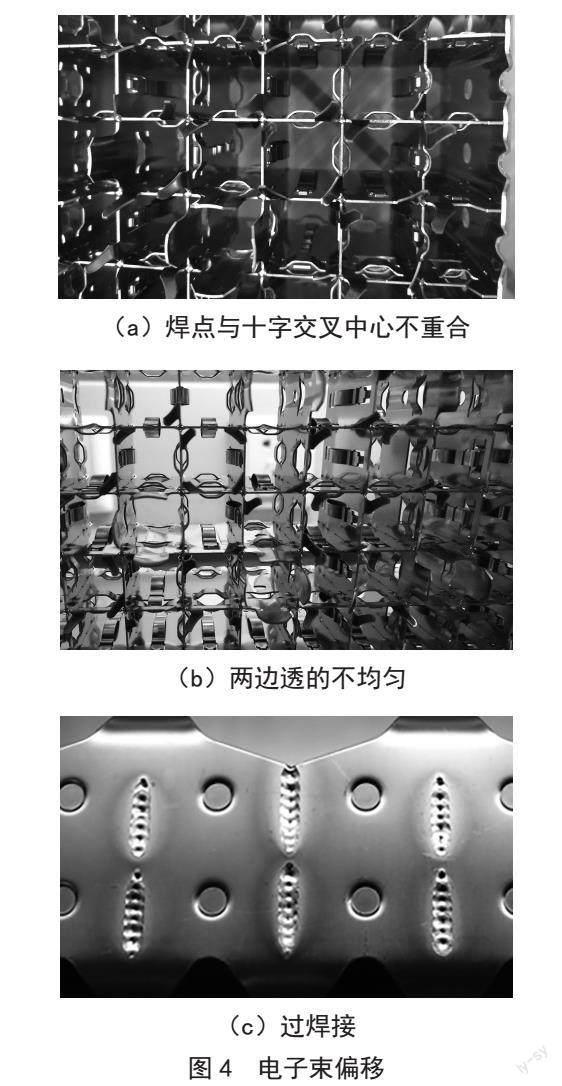
定位格架是由鋯合金材質(zhì)的32片內(nèi)條帶(d=0.425 mm)和4片外條帶(d=0.6 mm)組成的正交柵元結(jié)構(gòu)件。定位格架的三種焊接接頭如圖3所示。
定位格架的技術(shù)要求:
1)焊點、焊縫外觀要求:無漏焊或未熔合;氧化色小于標(biāo)樣;無咬邊、焊穿、塌陷、裂紋、飛濺等缺陷。
2)焊點、焊縫破損檢查:焊接試樣拉伸、腐蝕項目合格。
3)格架外觀尺寸要求:外形、柵元尺寸、平面度及剛凸等項目合格。
定位格架在焊接過程會出現(xiàn)多種問題,包括焊偏、焊不透、斷流、焊穿、焊接飛濺和外觀氧化色重等。統(tǒng)計一年的電子束焊接格架質(zhì)量問題發(fā)現(xiàn),格架在焊接過程中出現(xiàn)最頻繁的問題是焊偏、焊不透和焊接飛濺。
2.2? 焊偏產(chǎn)生的原因分析
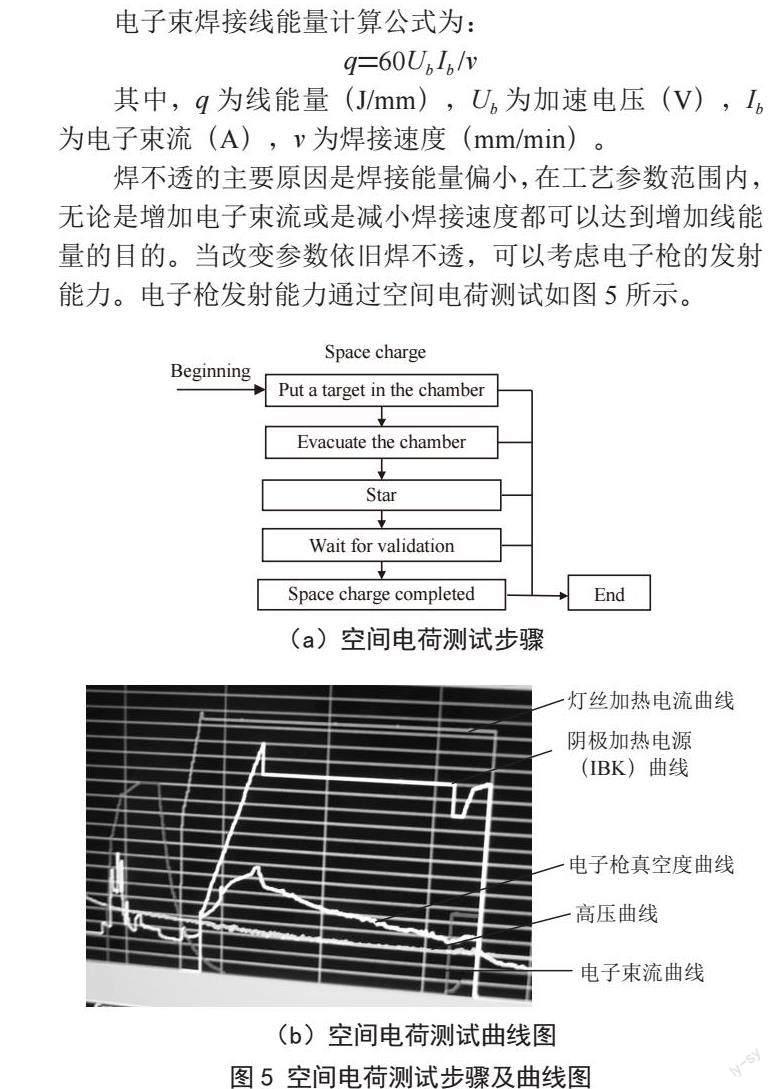
焊偏主要表現(xiàn)為焊點中心與內(nèi)條帶十字交叉的中心不重合,嚴重時出現(xiàn)焊點未連接,如圖4(a)所示;焊縫在Y方向上表現(xiàn)為兩邊透的不均勻,甚至出現(xiàn)一邊斷續(xù)連接或是未連接,如圖4(b)所示;在X方向上會出現(xiàn)未覆蓋和過焊接兩種情況,如圖4(c)所示。
定位格架在電子束焊接中采用的是垂直焊接。因此,首先考慮焊機的機械精度,檢查方法有兩種,一種是利用百分表或是千分表對X、Y軸進行重復(fù)定位精度的檢查;另一種是采用焊機配有的標(biāo)準(zhǔn)綜合精度測量夾具進行綜合定位精度的檢查。檢查結(jié)果顯示均合格,排除機械精度的影響。其次考慮陰極是否形變,陰極形變包括兩種形式,一種是陰極的制造精度不合格,可以通過更換陰極來排除;另一種是在燈絲加熱下引起的陰極變形,消除的方法是每天焊接格架之前先找中心,通過修改中心來保證電子束的正常焊接。觀察發(fā)現(xiàn)陰極變形產(chǎn)生的電子束偏移是有規(guī)律的重復(fù)、整體偏移,而在生產(chǎn)過程中表現(xiàn)出來的焊偏是無規(guī)律。
從電子束焊接原理及LARA52焊機結(jié)構(gòu)分析,焊偏產(chǎn)生的原因是受到外界磁場的干擾。外界磁場來源廣泛,包括帶磁元件、處于焊室內(nèi)的C、W軸直流伺服電機內(nèi)的線圈和焊接產(chǎn)生的粉塵等。帶磁元件通過高斯儀檢測并作消磁處理;C、W軸直流伺服電機內(nèi)的線圈產(chǎn)生電磁場,焊機生產(chǎn)廠家已考慮此因素且為電機設(shè)計屏蔽外殼。由此可以推斷引起電子束偏移的外界磁場主要是由焊接粉塵產(chǎn)生的。
2.3? 焊不透產(chǎn)生的原因分析
電子束焊接線能量計算公式為:
q=60Ub Ib /v
其中,q為線能量(J/mm),Ub 為加速電壓(V),Ib為電子束流(A),v為焊接速度(mm/min)。
焊不透的主要原因是焊接能量偏小,在工藝參數(shù)范圍內(nèi),無論是增加電子束流或是減小焊接速度都可以達到增加線能量的目的。當(dāng)改變參數(shù)依舊焊不透,可以考慮電子槍的發(fā)射能力。電子槍發(fā)射能力通過空間電荷測試如圖5所示。
測試數(shù)據(jù)解析如下:
1)如果電子束流值<30 mA,說明此時電子槍不能提供足夠的電流,應(yīng)該重新更換陰極或調(diào)整陰極墊片。
2)如果IBK值<60%,說明燈絲性能不好,要更換燈絲。
3)如果在測試中,IBK達到90%時,電子束流仍然達不到飽和,則需要更換陰極。
更換陰極仍然焊不透,考慮電子束的聚焦。電子束穿過陽極孔后,逐漸發(fā)散,然后通過聚焦線圈使電子束再次會聚到待焊工件表面或其附近而形成斑點。在一定的電子束電流下,當(dāng)束流在焊件表面聚焦時,電子束焦斑直徑最小,平均束流密度最高,所得焊縫深度最大[3]。在工藝參數(shù)范圍內(nèi)更改聚焦電流,依舊焊不透。請廠家對電子槍進行維護,效果不佳。在一次偶然的情況下對階梯孔進行清潔,格架焊不透情況大為改觀,由此推斷焊接粉塵對格架焊不透情況有很大影響。
2.4? 焊接飛濺產(chǎn)生的因素分析
在定位格架電子束焊接生產(chǎn)中,焊接飛濺的數(shù)量通常比較少,但是在某些情況下焊接飛濺數(shù)量迅速增加。在生產(chǎn)過程中發(fā)現(xiàn),焊接飛濺數(shù)量劇增有以下幾種情況:相同材料不同爐批號,焊接飛濺數(shù)量有所不同;不同材料飛濺數(shù)量不同,通常M5飛濺數(shù)量多于Zr-4材料;能量越大飛濺越多;焊偏也會增加飛濺數(shù)量等。在生產(chǎn)中出現(xiàn)當(dāng)材料、爐批號、焊接能量等都沒有發(fā)生改變,飛濺數(shù)逐漸增加的特殊情況,最終通過清潔焊室、夾具等得到改善。可以確定焊接粉塵對電子束飛濺數(shù)量有影響。
3? 焊接粉塵對電子束影響的研究
3.1? 焊接粉塵對電子束產(chǎn)生影響的原理分析
定位格架所使用的鋯合金包括低錫Zr-4合金[ω(Sn)≤1.2%~1.5%]和M5合金(Zr :1%,Nb :0.12%,F(xiàn)e :O~0.03%)。
鋯與鋯合金在常溫下化學(xué)性能比較穩(wěn)定,但其高溫化學(xué)性能非常活潑,對環(huán)境氣體中的氧、氮、氫以及操作環(huán)境中的粉塵、濕度等污染都有很強的親和力[4-6]。電子束的熱輸入較高,熱量集中,溫度高達2 000 ℃以上,在9.31×10-3 Pa的真空下,鋯合金中的Sn、Fe、Cr等元素會產(chǎn)生部分蒸發(fā)[5],鎢質(zhì)陰極在燈絲高溫加熱下也會蒸發(fā),蒸發(fā)的金屬會迅速氧化和冷凝生成粒徑為0.01~0.2 μm的帶有靜電和磁性的球狀“一次粒子”[7]。在高溫下,鋯極易與氧氣反應(yīng)生成氧化鋯。氧化鋯材料具有獨特的化學(xué)鍵以及晶體結(jié)構(gòu)[8,9]。超細氧化鋯具有耐熱、耐光、耐化學(xué)腐蝕,并具有磁性和高的硬度。蒸發(fā)的金屬及氧化的金屬冷凝形成焊接粉塵,其特性主要包括懸浮性、凝聚性、磨損性、荷電性等[10]。由于輻射及空氣中的電離、塵粒間的碰撞、摩擦等作用,使得焊接煙塵顆粒自身帶有電荷,正負都有可能[11]。因此每個粉塵在電子束流脈沖模式下,變化的電場產(chǎn)生變化的磁場,由于粉塵分布不均,產(chǎn)生的磁場分布不均,從而影響電子束流。
3.2? 焊接粉塵對電子束產(chǎn)生影響的驗證
3.2.1? 焊接粉塵對電子束偏移的影響
電子束流垂直入射,受到不均勻磁場的影響,出現(xiàn)電子束流的偏移。檢測電子束偏移的方法有兩種:自動校正指令和手動采集數(shù)據(jù)。
自動校正是指光學(xué)CCD執(zhí)行NC發(fā)出的指令,通過CCD對焊點(縫)的照相,系統(tǒng)對采集的圖像和相對應(yīng)的基準(zhǔn)圖像進行對比處理,計算焊點(縫)的中心與十字線的位置偏差(校正量),將校正量傳輸?shù)絅C系統(tǒng)進行重新定位,并自動將十字線移動到焊點(縫)中心,使其兩者重合。
手動采集數(shù)據(jù)是指在4個側(cè)面的焊縫中間打點,打點時間為400 ms,并調(diào)整十字線的坐標(biāo)與焊點重合,紀錄調(diào)整后十字線的坐標(biāo),實驗數(shù)據(jù)如表1所示。
理論上4個面的坐標(biāo)值應(yīng)相同,均由陰極發(fā)射能量垂直作用于焊件表面。實際情況如表1所示,在所有條件均相同的情況下,4個焊縫面的坐標(biāo)值均有不同程度波動,因此推斷焊接粉塵對電子束偏移有較大影響。
3.2.2? 焊接粉塵對電子束能量的影響
焊接粉塵對電子束能量的影響有兩種情況,一種是由于外界磁場的作用使電子束能量有一定的衰減;一種是由于電子束偏移造成束流能量的損失,最終影響焊接的質(zhì)量。
3.2.3? 焊接粉塵對電子束飛濺的影響
焊接粉塵對飛濺的影響是焊接粉塵導(dǎo)致焊縫偏移,焊縫的不均勻焊接產(chǎn)生多余的金屬形成飛濺;焊接粉塵附著在焊機各個部位,導(dǎo)致焊接氛圍改變產(chǎn)生飛濺。
4? 消除焊接粉塵影響的措施
4.1? 消除電子槍中焊接粉塵的影響
電子槍是由陰極組件、槍柱及柵極、陽極組件、不銹鋼外殼等組成。槍柱是金屬-陶瓷的焊接體,陶瓷具有很高的熔點、良好的電絕緣性、優(yōu)異的法學(xué)穩(wěn)定性和抗氧化性。當(dāng)粉塵進入電子槍,會影響電子槍的絕緣,從而影響電子槍的發(fā)射能力。電子槍是由生產(chǎn)廠家進行維護;陰極組件、柵極、陽極組件的日常清潔是使用1 200 Cw金相砂紙,完全清除其表面的金屬粉塵直至能看見金屬本色。
4.2? 消除聚焦線圈中焊接粉塵的影響
電子束穿過陽極孔后,逐漸發(fā)散,然后通過聚焦線圈使電子束再次會聚到待焊工件表面或其附近而形成斑點。聚焦線圈中的粉塵會影響電子束的會聚角,從而改變電子束焦斑的大小。消除聚焦線圈中粉塵的影響有兩方面:一方面對聚焦線圈上的粉塵進行定期清理。清潔的方法是取下聚焦線圈,拆開各零部件,對每個零部件使用1 200 Cw金相砂紙清潔,直至顯現(xiàn)金屬本色。另一方面是在聚焦線圈內(nèi)增加一個T形不銹鋼套筒,弱的導(dǎo)電導(dǎo)磁性可以起到絕緣的作用。聚焦線圈和不銹鋼套筒如圖6所示。
4.3? 消除焊室中焊接粉塵的影響
焊室是由不銹鋼制造,其主要作用是為電子束焊接提供穩(wěn)定的真空環(huán)境;屏蔽電子束在焊接過程中產(chǎn)生的電離輻射,保證設(shè)備操作人員的安全。焊室內(nèi)階梯孔內(nèi)的粉塵對電子束的影響很大,在生產(chǎn)中發(fā)現(xiàn),階梯孔中的粉塵對焊不透影響很大;且焊接第一、二面焊縫時相對于第三、四面穩(wěn)定,分析觀察發(fā)現(xiàn)一、二面焊縫在焊接時背向遠離焊室,三、四面焊縫焊接時位置面向靠近焊室。清潔的方法是在維修人員的協(xié)助下,拆開用砂紙清除表面粉塵直至出現(xiàn)金屬本色。清潔前后對比結(jié)果如圖7所示。
4.4? 消除工作臺上焊接粉塵的影響
工作臺是對焊接夾具進行定位和固定,是距離電子束終點很近的位置。工作臺上附著的粉塵產(chǎn)生的磁場對電子束偏移影響很大。清潔的方法是用砂紙清除工作臺表面的粉塵直至顯現(xiàn)出金屬本色。
4.5? 消除夾具上焊接粉塵的影響
夾具是對格架進行精確定位、固定,同時通過被固定在工作臺上進入焊室,達到格架的焊接。焊接夾具如圖8所示。
在生產(chǎn)中發(fā)現(xiàn),焊接定位格架時A點總是比A′點容易偏,觀察發(fā)現(xiàn)上蓋板焊接點的孔深度明顯大于下蓋板,A面集聚焊接粉塵明顯多于A′面。對夾具進行清潔噴砂處理后發(fā)現(xiàn)有較明顯的改善。必要時對夾具進行清潔有助于改善焊接的質(zhì)量。
5? 結(jié)? 論
電子束焊接具有穿透能力強、焊接速度快、焊縫質(zhì)量好、電子束易受控等優(yōu)點,主要缺點是易受雜散電磁場的干擾。解決雜散電磁場的干擾,對于LARA52電子束焊機而言,主要是減弱或是消除粉塵的影響。一方面是定期清潔各部件的粉塵,為提高清潔的效率,可以考慮將各部件盡量包覆起來,創(chuàng)造更多平面方便清潔;另一方面可以考慮通過某種方式在焊接過程中吸走粉塵,類似于激光焊的粉塵收集器。改進后電子束焊機將是非常好的格架焊接設(shè)備,無論是在焊接質(zhì)量還是在焊接效率上都有巨大的優(yōu)勢。
參考文獻:
[1] 張麗英,秦國鵬.雙金屬格架電子束焊接的質(zhì)量控制 [J].電焊機,2019,49(4):295-299.
[2] 中國機械工程學(xué)會焊接學(xué)會.焊接手冊(第1卷) 焊接方法及設(shè)備:第3版 [M].北京:機械工業(yè)出版社,2016.
[3] 楊婷婷,王曉波,謝志強,等.電子束聚焦特性對束流品質(zhì)的影響研究 [J].焊接技術(shù),2017,46(5):34-38.
[4] 馬金鑫,張可敏,王宇,等.鋯及鋯合金電子束處理的研究現(xiàn)狀 [J].熱加工工藝,2016,45(18):24-27+30.
[5] 趙珍祥.鋯及鋯合金管道焊接技術(shù)探討 [J].化工設(shè)備與管道,2009,46(3):52-55.
[6] 中國機械工程學(xué)會焊接學(xué)會.焊接手冊(第2卷) 材料的焊接:第3版 [M].北京:機械工業(yè)出版社,2014.
[7] 劉少君,趙玉祥,陸超,等.靜電除塵技術(shù)在焊接煙塵治理中的應(yīng)用 [J].設(shè)備管理與維修,2015(3):81-83.
[8] 徐煌勝.氧化鋯材料的新應(yīng)用 [J].電子元件與材料,2007(2):30.
[9] 林振漢.氧化鋯材料的特性及在結(jié)構(gòu)陶瓷中的應(yīng)用和發(fā)展 [J].稀有金屬快報,2004(6):6-10.
[10] 崔騰.連跨大空間廠房電焊煙塵控制技術(shù)研究 [D].淮南:安徽理工大學(xué),2016.
[11] 王漢青,李鋮駿,謝東,等.受限空間焊接煙塵通風(fēng)凈化研究進展 [J].湖南工業(yè)大學(xué)學(xué)報,2017,31(2):1-8.
作者簡介:羅鳳(1989—),女,漢族,四川內(nèi)江人,工程師,本科,研究方向:電子束焊接。