洗衣機端蓋注射模設計
2023-06-25 12:46:12包飛霞
模具工業 2023年5期
關鍵詞:設置
包飛霞
(溫州市文泰筆業有限公司,浙江 溫州 325011)
0 引言
注射模滑塊的滑槽一般兩邊各設置1 條T 形槽,因為2 個T 形槽能保證滑塊運動平穩,如果滑塊較小,且模具的空間有限,也可以在滑塊上只設置一邊T 形槽[1,2]。端蓋是洗衣機的重要塑件,中間位置有1 個圓孔,便于將衣服取出或放入。由于該塑件需要與其它零件配合,不能產生變形,且需要承受洗衣機滾桶的高速旋轉,必須有足夠的抗震穩定性,為了提升塑件的強度,設置了一些加強筋;為了與其它零件配合,在塑件側面設置了若干扣位。扣位的尺寸較小,對應的成型滑塊也較小,為了保證模具的強度,在滑塊上只設置一邊T形槽。
1 塑件結構
洗衣機端蓋如圖1 所示,外形尺寸為553 mm×415 mm,壁厚為3 mm,塑件材料為ABS,中間圓孔直徑為φ384 mm,4 個側面的外表面有若干扣位,內表面無扣位。
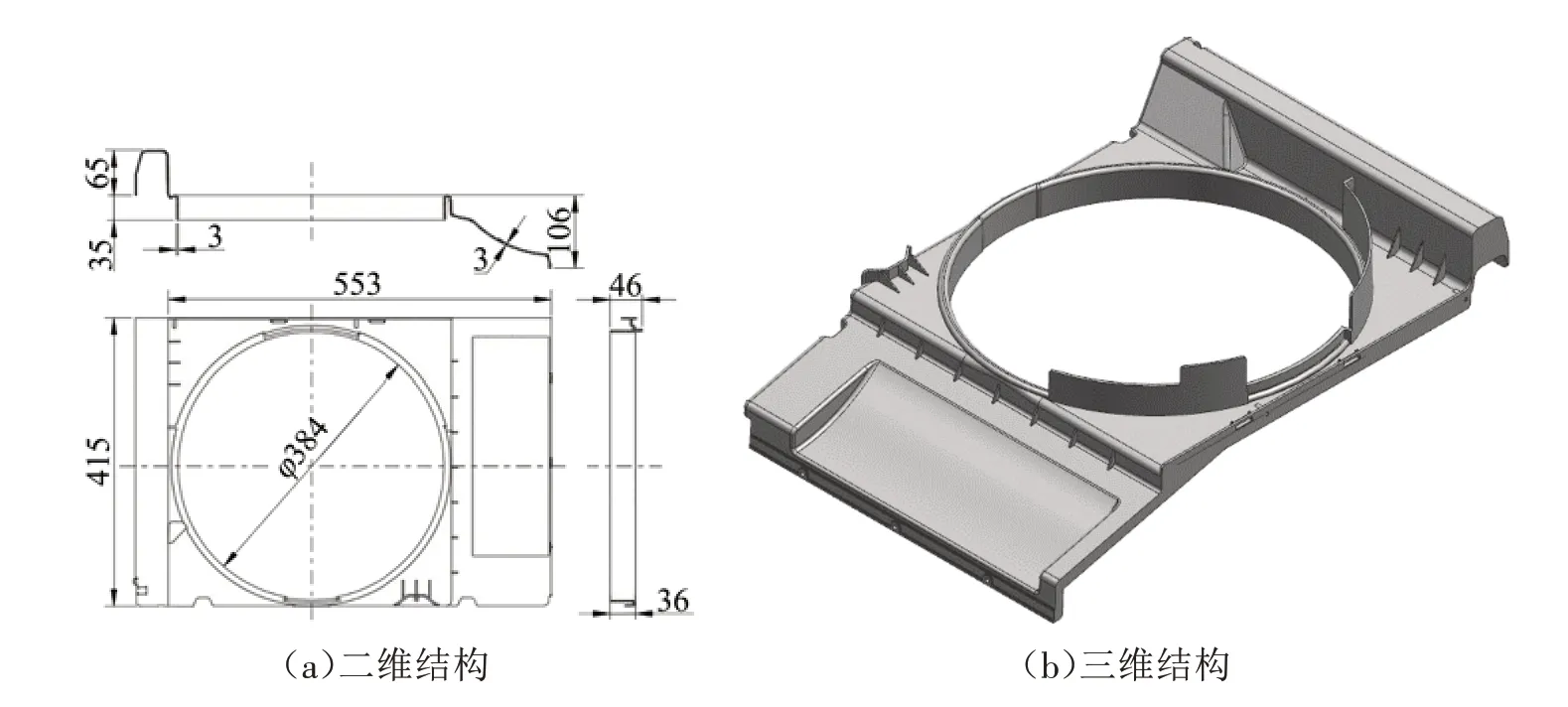
圖1 塑件結構
2 模具設計
2.1 型腔板結構設計
由于塑件中間位置有較大的圓孔,分型面分為兩部分,中間圓孔設計1 個分型面,塑件四周設計1個分型面。中間圓孔的分型面為平面,在圓孔的最大輪廓處;四周的分型面是塑件最大輪廓線向四周輻射所創建的曲面,成型塑件較整齊,所以創建的分型面也比較平滑,無尖角、拐角等特征。成型塑件尺寸較大,模具采用1 模1 腔結構,定模與動模采用整體設計。為了保護分型面,在動模板上設置耐磨片,由耐磨片承擔注塑機的壓力;為了加強定模與動模合模的定位精度,在定模板與動模板的4 個角位處設置定位用凹坑和凸臺,其側面的配合斜度為5°,動、定模型腔板結構如圖2所示[3]。

圖2 型腔板結構
2.2 定模鑲件設計
在塑件中間的圓孔旁有2 個較高的加強筋,高度約為38 mm,厚度為2.28 mm,為了防止型腔出現充填不滿的現象,在成型該加強筋處對應的定模上采用鑲件,并在鑲件上開設排氣槽,鑲件位于待成型塑件圓孔的內部,如圖3 所示。由于2 個鑲件的體積較大,為了保持模具溫度均勻,在2個鑲件上設計直通式冷卻水路[4,5]。
圖3 鑲件設計
2.3 滑塊設計
塑件4 個外側面上共有10 個扣位,扣位尺寸較小,且脫模距離較短,采用斜導柱驅動滑塊機構脫模,滑塊布局如圖4(a)所示。滑塊的T 形槽由螺釘將壓條固定在滑槽上形成,其中成型塑件兩端的5個滑塊的寬度為40 mm,由于模具的空間有限,為了不降低模板的強度,將滑塊設為單邊T 形槽,如圖4(b)所示,為了防止滑塊卡死,在滑塊底部設置耐磨片,并在壓條上增設油槽或鑲石墨等方法,增加滑塊的潤滑。
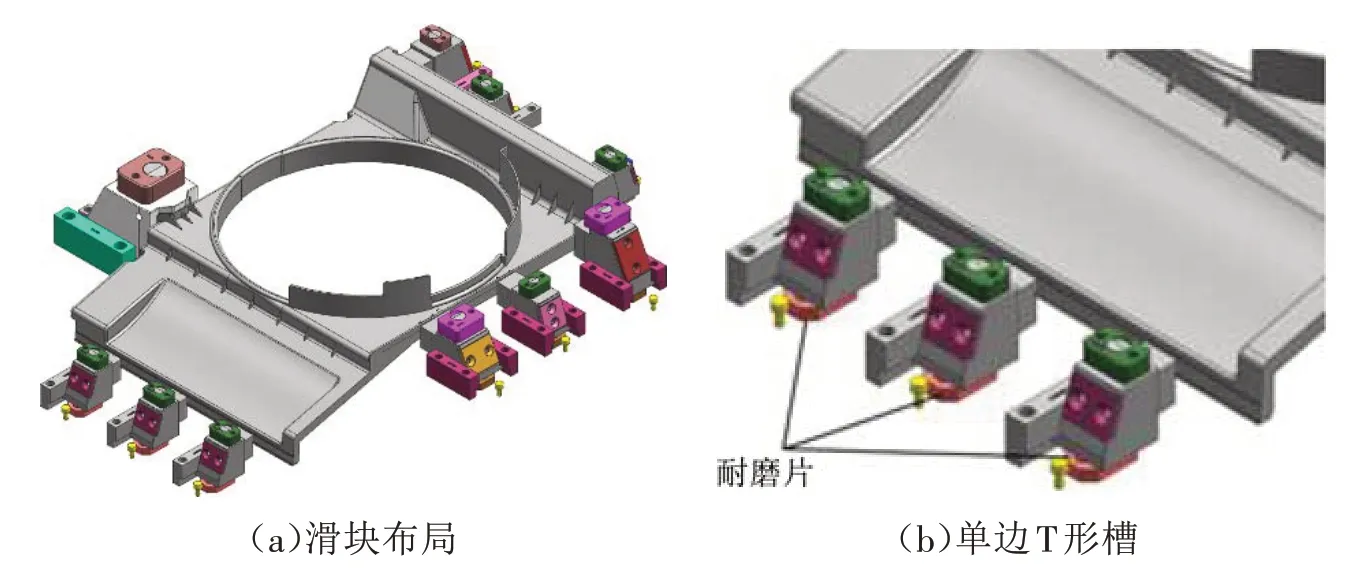
圖4 滑塊設計
2.4 熱流道澆注系統設計
成型塑件尺寸較大,兩端的高度差為206 mm,落差較大,且塑件中間有尺寸較大的圓孔,影響熔體在型腔中的流動。成型塑件圓孔輪廓上2個高度較高且壁厚較薄的加強筋,需要有足夠的壓力,熔體才能將加強筋處型腔充滿。綜合上述特點,成型塑件采用多點式熱流道進澆,由順序閥控制3 個熱流道管[6,7],澆注系統如圖5所示。
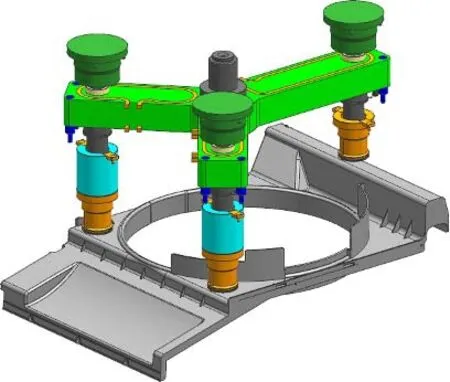
圖5 澆注系統
為了判斷圖5 所示的澆注系統的合理性,通過模流分析軟件進行驗證。
(1)熔接線分布如圖6(a)所示,主要分布在不同熱流道管的熔體匯合處,這些熔接線形成的原因主要是熔體在型腔中流動時,熔體前鋒的溫度較低,當兩股熔體相遇時會形成一條不規則的曲線,這是不可避免的。但可以通過調整模具溫度或在可能出現熔接線的位置設置推桿,讓熔接線顏色變淡,使之符合塑件外觀要求。

圖6 模流分析
(2)困氣位置分布如圖6(b)所示,主要位于塑件側面的加強筋和扣位等拐角處,這些位置的排氣較困難。解決方案是在可能出現困氣的位置設置推桿或在分型面上設置排氣槽,使型腔中的空氣能順利排出[8]。
2.5 推出系統設計
塑件內表面沒有扣位,采用推桿推出,由于內表面有1條較長的凹槽,且加強筋分布不均勻,導致成型塑件在不同位置的包緊力不同,推桿的布局也不均勻。在加強筋密集、凹槽的位置,包緊力較大,設置的推桿密度也較大,在成型塑件平坦的位置,包緊力較小,設置的推桿密度也較小。推桿的直徑為φ16 mm,共設置21 根推桿,推出系統如圖7所示。
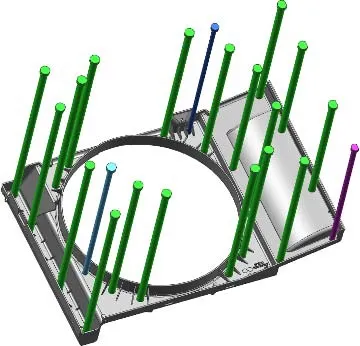
圖7 推出系統
2.6 冷卻系統設計
為了使型腔中高溫的熔體快速冷卻、定型和固化,必須將模具溫度控制在一定的范圍,且模具溫度必須均勻,以防止成型塑件脫模后在冷卻過程中變形。動模的冷卻系統如圖8(a)所示,采用直通水路與水井水路相結合的方式,在塑件凹坑的位置設置5 個水井,水井直徑為φ20 mm,為了使模具溫度均勻,用直通水路將5個水井并聯,在動模的其它位置采用直通水路,與型腔壁的距離保持一致,約為15 mm。定模的冷卻系統如圖8(b)所示,主要采用直通式水路,直徑約為φ10 mm,與型腔壁的距離也保持約為15 mm。所有水路設置為并聯,確保進入管道中的冷卻水都是常溫,有利于保持模具溫度均勻,用集水塊連接所有直通水路,方便模具拆裝時水路的接駁[9,10]。
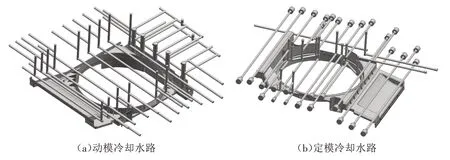
圖8 冷卻系統
3 模具結構
模具外觀結構如圖9(a)所示,在定模座板上設置隔熱板,以切斷注塑機與模具之間的熱量傳遞,并在定模座板上布置冷卻水路,以控制定模座板的溫度;在模具上設置撬模槽,以防止鉗工在拆裝模具時敲打模具;在動模座板與推板之間設置容屑槽,以防止灰塵進入動模座板與推板之間,影響推出系統的復位;在模具上設置模腳,當模具擺放在地面時,由模腳支承模具質量,保護熱流道的電器件;在定模板與動模板之間設置鎖模條,防止模具在轉運過程中出現開模現象,還設置鎖模塊,可加強動、定模板的定位精度;為了使推板運動保持平衡,設置了6根推板導柱和復位彈簧;為了加強動模板的強度,在動模座板上設置了8 根支承柱,如圖9(b)所示。
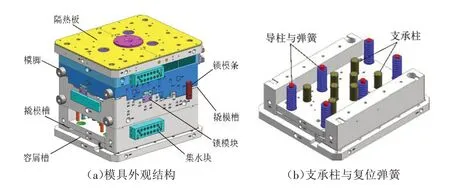
圖9 模具外觀與支承柱及復位彈簧
模具采用兩板模結構和熱流道澆注系統,二維結構如圖10所示。模具工作過程:熔融塑料進入熱流道管中進一步加熱,然后順序閥14控制熱流道管的閥針打開,高溫的熔體進入型腔,經充填、保壓、固化、冷卻、定型后,動模與定模在分型面處打開,同時斜導柱18 驅動滑塊19 做脫模運動。動模與定模完全分開后,注塑機推動模具的推板3、推桿8 等推出機構推出成型塑件。成型塑件取出后,推出機構在復位彈簧6 的推動下復位,然后動模與定模合模,模具完全閉合后,即可開始下一次注射。
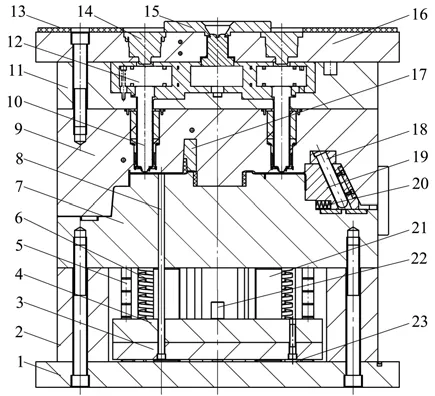
圖10 模具二維結構
4 結束語
塑件外形尺寸較大,但高度小,為了保證模具模板的強度,定模與動模采用整體結構,塑件上扣位的尺寸也較小,為了不影響模具的強度,設計的滑塊采用單邊T形槽結構,并在滑塊上安裝彈簧,輔助斜導柱驅動滑塊運動。模具經實際生產驗證,結構合理,脫模動作穩定可靠,成型塑件質量達到了使用要求。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16