某汽車空調風門注射模設計
2023-06-25 12:46:12劉慶東陽迎軍
模具工業 2023年5期
關鍵詞:設計
劉慶東,陽迎軍
(1.廣州工程技術職業學院 機電工程學院,廣東 廣州 510075;2.桂林電器科學研究院有限公司,廣西 桂林 541004)
0 引言
隨著勞動力價格的不斷上漲,導致產品的生產成本也隨之增長。為了降低產品總體生產成本,傳統的模具設計理念也發生了轉變。由于三板模的制造成本一般比兩板模高,傳統的設計理念是盡可能制造兩板模。三板模相對于兩板模的優勢在于成型塑件在脫模時能與澆道凝料自動分離,節省人工切除澆道凝料的工序。在勞動力成本不斷增長的今天,由于不需要專人做切除澆道凝料的工作,采用三板模降低了總體生產成本。近年來越來越多的模具用戶傾向于要求模具具有塑件與澆道凝料自動分離的功能,傳統的模具只有采用點澆口和潛伏澆口才可以實現塑件與澆道凝料在脫模時自動分離,而采用側澆口需要人工分離塑件與澆道凝料,現介紹一種應用在側澆口模具上實現塑件與澆道凝料自動分離的機構。
1 塑件工藝分析
圖1 所示為某汽車空調風門,塑件為板狀帶鉸鏈和錐齒輪的結構,外形尺寸為74 mm×45 mm×13 mm,材料為ABS(丙烯腈-丁二烯-苯乙烯),成型后塑件外部采用TPU(熱塑性聚氨酯彈性體)包膠,ABS流動性中等,成型收縮率為0.5%。

圖1 塑件結構
塑件平面壁厚為1.5 mm,最大壁厚為3 mm,尺寸、精度、表面質量及結構符合注射成型要求。成型塑件模具設計的難點:①客戶要求模具采用側澆口,成型塑件與澆道凝料能夠自動分離;②鉸鏈處的凸軸和通孔的抽芯;③錐齒輪處的抽芯。
2 模具結構設計
2.1 分型面設計
根據塑件的產量及外形尺寸,模具采用1 模4腔結構的成型方案。分型面設計如圖2 所示,塑件為板狀帶鉸鏈和錐齒輪結構,取塑件的最大輪廓處作為分型面,分型面為階梯面。為了使成型塑件在開模后留在動模一側,型腔設計在定模一側,成型塑件小孔的型芯設計在動模一側。由于塑件的鉸鏈和錐齒輪部位阻礙脫模,鉸鏈處須設計2 個斜導柱側抽芯機構,錐齒輪處因為空間狹小,設計為斜推桿側抽芯機構。
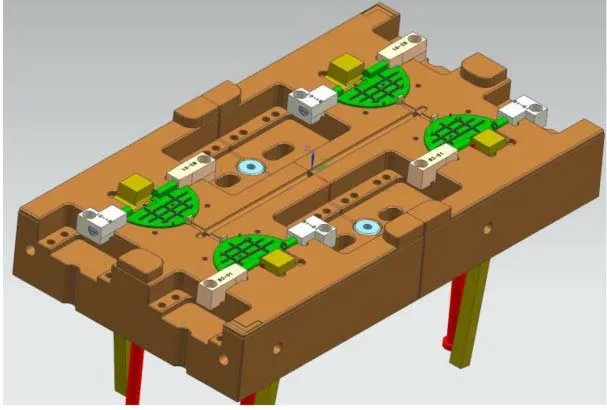
圖2 分型面設計
2.2 成型零件設計
為便于模具零件制造,動、定模鑲件各分為2件,每件成型2 個塑件。為了保證合模精度,在動、定模鑲件上設計了用于定位的虎口結構。
定模鑲件如圖3所示,其為模具的型腔板,采用整體式結構,考慮塑件成型時的排氣要求,在定模鑲件周圍的分型面上設計了排氣槽,排氣槽由一級排氣槽和二級排氣槽構成,靠近型腔為一級排氣槽,深度為0.01 mm,遠離型腔為二級排氣槽,深度為0.2 mm,排氣槽寬度為6 mm。
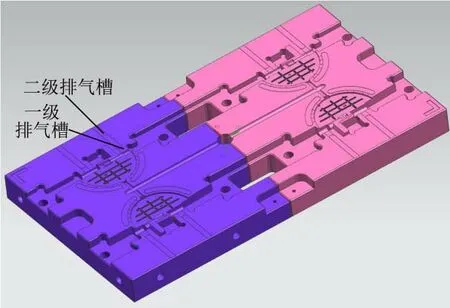
圖3 定模鑲件
動模鑲件如圖4 所示,由于塑件的凸起高度較小,沒有排氣需求,動模鑲件也采用整體式結構。考慮成型塑件開模后留在動模一側,成型塑件小孔的型芯也設計在動模一側,為了加工方便,成型小孔的型芯采用鑲件結構。
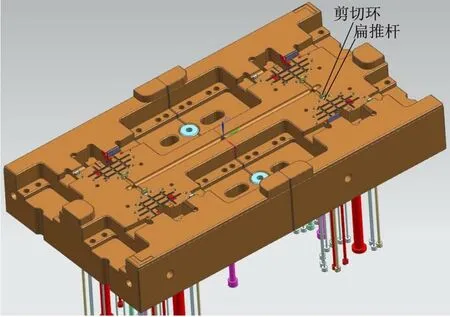
圖4 動模鑲件
塑件成型后外部要包膠,外觀要求不高,定模鑲件材料選用國產S136,熱處理硬度為50~52 HRC;動模鑲件材料選用H13,熱處理硬度為48~50 HRC。
2.3 澆注系統設計
澆注系統如圖5 所示。模具采用1 模4 腔的側澆口澆注系統,這樣設計的好處是既能滿足塑件成型質量要求,又可以簡化模具結構,降低模具生產成本。一級分流道直徑取φ6 mm,二級分流道直徑取φ4 mm,澆口截面形狀為矩形,尺寸為0.75 m×1.4 mm。
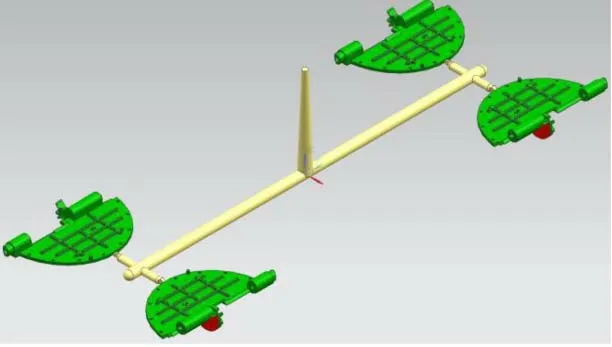
圖5 澆注系統
2.4 抽芯機構設計
圖6 所示為抽芯機構,塑件鉸鏈處的凸軸和通孔以及錐齒輪處阻礙脫模,必須設計抽芯機構。鉸鏈處凸軸的長度為2.3 mm,通孔的長度為15 mm,采用斜導柱側抽芯機構可滿足要求。錐齒輪處由于空間狹小不宜設計滑塊,采用斜推桿側抽芯機構。考慮塑件開模后要求留在動模一側以及滑塊設計在動模一側的模具結構較為簡單,因此將抽芯滑塊和斜推桿設計在動模一側。
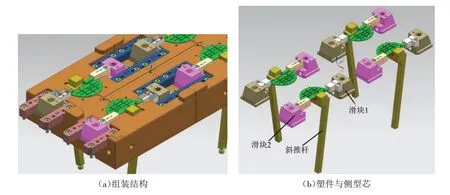
圖6 抽芯機構
2.5 推出機構設計
推出機構如圖7所示。由于塑件表面為非外觀面,模具采用加工簡單的推桿推出機構,推出機構由推桿+扁推桿+斜推桿構成。模具型腔深度較淺,塑件的脫模力較小,根據推桿應設計在脫模阻力大的部位原則,推桿沿塑件輪廓分布,但需注意的是澆道凝料也要設計推桿推出,模具設計了3 根推桿推出澆道凝料。
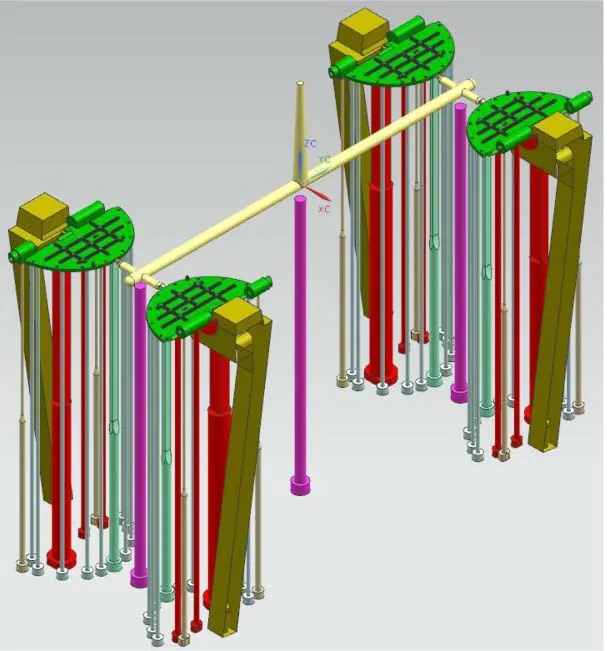
圖7 推出機構
2.6 冷卻系統設計
冷卻系統如圖8 所示。塑件為扁平狀結構,可在型腔的上、下表面設計冷卻水道實現冷卻。模具采用直通式環繞冷卻水道,冷卻水道分別設計在成型塑件上表面的定模板和下表面的動模板內,由于抽芯滑塊的體積較小,不設計冷卻水道。

圖8 冷卻系統
2.7 自動切斷澆口機構設計
模具的特點是設計了自動切斷澆口凝料的機構,如圖9 所示,機構由剪切環和扁推桿構成,利用剪切環與扁推桿的相對運動達到剪斷澆口凝料的目的。剪切環固定在動模板上,扁推桿固定在推桿固定板上,塑件脫模時剪切環不運動,扁推桿在推板的推動下做推出運動,扁推桿推動塑件脫模而將連接塑件與澆道凝料的澆口部位切斷。機構設計要點:①澆口的截面形狀設計為矩形,上表面加工成大斜度,相當于刃口,斜度越大,刃口越鋒利,斜度取30°,同時便于澆道凝料從剪切環中脫出;②在剪切環的旁邊設計扁推桿,扁推桿作用面積大,推出力大,這樣才能有足夠的力切斷澆口凝料;③脆性塑料使用該機構效果更好,韌性塑料要使用較大的斜角,機構不能用于軟膠成型的塑件。
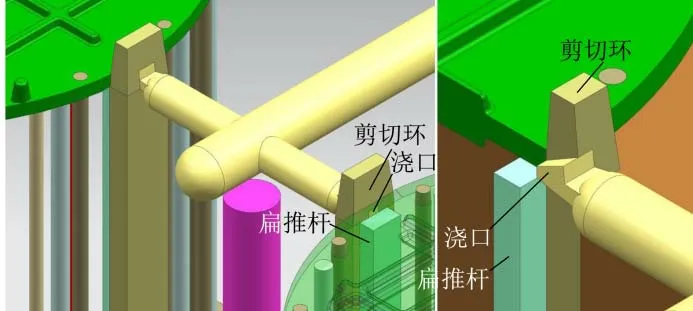
圖9 自動切斷澆口機構
2.8 模具工作過程
模具結構如圖10 所示,注射完畢開模時,固定在定模側的斜導柱5 與裝配在動模側的滑塊4 分離,在斜導柱5 的作用下滑塊4 向外側移動完成鉸鏈處的抽芯。脫模時,塑件在推桿、扁推桿11、斜推桿15 的推動下脫離模具,同時,斜推桿15 完成錐齒輪處的抽芯,扁推桿11 推動塑件通過剪切環10 切斷側澆口凝料。
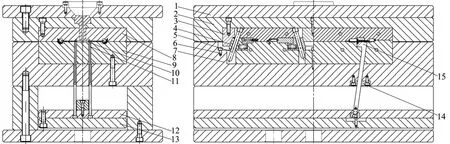
圖10 模具結構
3 結束語
設計制造的注射模經試模驗證:結構合理,動作可靠。模具已投入并批量成型塑件,成型的塑件符合質量要求,該模具對類似塑件的成型提供一定的參考作用。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04