汽車高光立柱模內熱切澆口凝料注射模設計
2023-06-25 12:46:14陳垚,梁思
模具工業 2023年5期
陳 垚,梁 思
(廣東東亞電器有限公司,廣東 佛山 528306)
0 引言
模具質量及生產效率是影響成型塑件的品質、產量及制造成本的直接因素,塑件的快速更新換代對模具設計水平提出了更高的要求,設計的模具滿足大批量生產成為焦點。現以材料為PMMA 的汽車高光立柱進行模內熱切成型,以降低制造成本及提高生產效率。
1 高光立柱結構分析
1.1 塑件結構特點
汽車高光立柱外形尺寸為353 mm×85 mm×23 mm,基本壁厚為3 mm,塑件結構如圖1 所示。塑件材料為PMMA,外觀要求較高,成型后塑件表面不允許有熔接痕、流痕、收縮痕,飛邊等缺陷,表面光澤度要達到鏡面效果。客戶指定了待成型塑件進澆口位置,如圖2所示,從側邊搭底進澆。從成型塑件外觀可知,對成型質量、后期注射生產效率、剪切澆口凝料、模具制造成本等有較高的要求。

圖1 汽車高光立柱

圖2 澆口位置
1.2 模具設計重點
高光立柱為PMMA 外觀件,表面要求高光,其特性為高透光、質較脆,受其指定進澆口限制,處理澆口凝料容易爆裂。通過澆注系統設計剪切完澆口凝料后,達到不影響成型塑件的外觀目的,且為了提高生產效率,減少人工剪切澆口凝料的不良率,決定在進澆口處運用模內熱切技術。
1.3 塑件材料
塑件材料選擇PMMA 是因為其特點為透光性好、高光性好、不易感光變色,機械強度較高,有一定的耐熱、耐寒和耐氣候性,耐腐蝕、絕緣性良好,但質脆,易溶于有機溶劑,如作透光材料,其表面硬度低,容易擦傷、劃傷。成型的塑件缺口處抗沖擊強度低,易因應力產生而開裂。
2 模具設計方案
2.1 澆注系統
模具采用熱流道澆注系統,1 個針閥式熱噴嘴由電磁閥控制進澆,熔體依次通過搭底進澆口進入型腔,采用運熱水方式控制模具溫度,型腔全周采用分型面排氣,動模增加排氣鑲件,待成型塑件有3個倒扣,采用斜推桿加推塊抽芯結構脫模,模具采用1模2腔布局。
模具澆注系統采用單嘴針閥式熱噴嘴轉普通流道進澆,如圖3 所示,其中熱噴嘴采用單獨澆口套,有效控制熱流道系統對模具溫度的影響。考慮PMMA材料質脆,容易開裂,在滿足熔體填充型腔情況下,將搭底進澆口高度設為0.8 mm,如圖4 所示。注射時,模具合模,模內熱切合模狀態如圖5 所示,并啟動圖6所示的開關控制器6,注塑機按照設定條件進行注射及保壓,保壓結束后,通過液壓機從模內熱切進油嘴7 進油,驅動高壓液壓缸5 帶動模內切刀2往上切0.8 mm,使澆口凝料與成型塑件分離,澆口截面定型后,模內切刀2 啟動回退。塑件冷卻后開模,推出成型塑件,完成一個成型周期,后期不需要人工剪切澆口凝料工作,提高了生產效率。

圖3 澆注系統
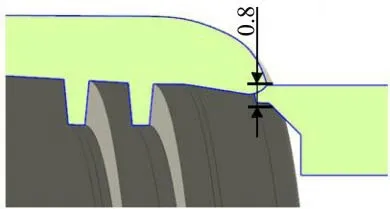
圖4 澆口高度
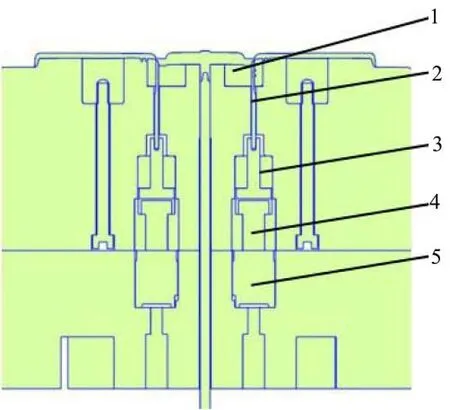
圖5 模內熱切合模狀態

圖6 熱流道系統
2.2 模具溫度控制系統
PMMA 材料要求模具溫度為60~80 ℃,在注射成型過程中,模具中的熔體將熱量不斷地傳遞到型腔壁,使模具溫度升高。模具溫度高有利于熔體快速填充型腔,模具溫度低則熔體流動性差,會造成成型塑件尺寸穩定性差、型腔填充不滿、成型塑件開裂等問題,因此需設定良好的模具溫度控制系統,以保證模具溫度的穩定性。定模部分加設隔熱板輔助控制模具溫度,熱噴嘴處單獨設置冷卻水路,有利于熱噴嘴區域散熱,導套附近加設單獨的冷卻水路,防止導柱擦傷,其余均為熱水水路,控制模具溫度的冷卻系統如圖7、圖8所示。

圖7 定模冷卻水路

圖8 動模冷卻水路
2.3 排氣系統
注射成型過程中,型腔內會產生氣體,這些氣體需要排出,以避免成型塑件產生外觀不良或成型周期延長的問題。模具定模鑲件設置全周排氣結構,動模推塊、鑲件、斜推塊均加工排氣槽并增加透氣鋼鑲件,如圖9、圖10所示。

圖9 定模排氣
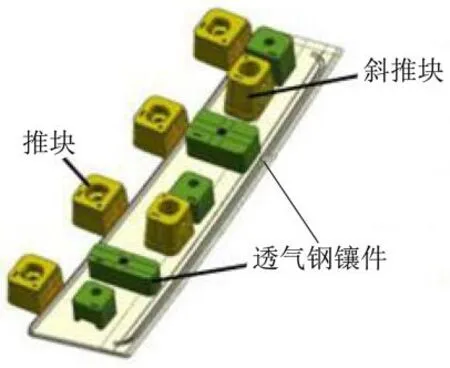
圖10 動模排氣
2.4 推出系統
推出系統如圖11所示,塑件上有半圈裝配用加強筋,高度為2 mm,在加強筋上均勻布置推塊1,這樣既方便成型塑件的脫模,又可以改善排氣。斜推塊3 作為模具的主要側向抽芯零件,根據塑件3 個倒扣脫模方向及脫模距離,設置斜推桿4傾斜角9°,斜推座6 內部滑動塊往下傾斜角5.5°,推出行程設為100 mm,抽芯倒扣脫模距離為15.8 mm,完成斜推側向脫模運動,其中推塊1 與斜推塊3 同時推出,可防止成型塑件加強筋位粘附在斜推塊3 上,使塑件能順利脫模推出。

圖11 推出系統
3 模流分析
3.1 工藝參數設置
塑件運用Moldex 3D 軟件進行模流分析,材料PMMA工藝參數設置如表1所示。

表1 材料PMMA工藝參數設置
3.2 熔體充填流動分析
熔體充填流動分析結果如圖12所示,采用模內熱切澆口凝料從待成型塑件中間進料的方式,成型塑件主體面進澆平衡、單向流動、無短射現象。

圖12 充填流動分析
3.3 成型塑件
成型塑件Z方向在約束狀態下變形量為-0.06~0.93 mm,如圖13所示。

圖13 Z方向變形量
塑件總體翹曲Z方向最大變形量為0.93 mm,變形集中在塑件兩端,客戶要求塑件最大允許變形量為1 mm,分析結果顯示變形量符合尺寸要求。
4 結束語
模內熱切結構已應用于多款高光立柱模具上,量產后模具結構穩定可靠,解決了常規剪切澆口凝料后,在塑件澆口位置容易剪傷及爆裂的難題,為成型類似高光質脆塑件的模具澆口凝料處理提供了參考。