氣缸套等離子束淬火/滲硫層 “等耐磨性”試驗研究
2023-06-25 08:42:28齊俊平王新華王守忠
車用發動機 2023年3期
齊俊平,王新華,王守忠
(1.周口職業技術學院汽車與機電工程學院,河南 周口 466000;2.河南警察學院刑事科學技術系,河南 鄭州 450046;3.商丘職業技術學院農學院,河南 商丘 476005)
缸套是發動機的關鍵件之一,其主要失效形式是磨損[1],通過檢測已失效的缸套內徑發現,磨損量大多數自下而上逐漸增大。缸套的使用壽命取決于其最大內徑[2],因此,如何減小缸套上部的磨損量,提高其內表面磨損均勻性,成為研究熱點。文獻[3]針對此問題提出了“等耐磨性”處理措施:對工作條件比較苛刻的上部采用強處理,而對工作條件相對優越的下部進行弱處理。但這種處理措施使缸套內表面在缸套的逐漸失效過程中易被磨損成雙“倒喇叭狀”,仍存在一定的不合理性。文獻[4]研究表明,通過改變等離子多元共滲的掃描處理速度、距離和電流等工藝參數,可達到氣缸套內表面“等耐磨性”處理的目的,但存在掃描軌跡較為單一的問題。一般來說,金屬材料的硬度越高,耐磨性越好。文獻[5]控制等離子束淬火工作電流隨掃描行程逐漸增大,使缸套內表面的硬度自上而下逐漸提高,基本上實現了缸套內表面的“等耐磨性”。但缸套和環是配套使用的,如果僅提高缸套內表面的硬度,勢必會加大環的磨損量,也達不到延長發動機整體使用壽命的目的[6]。因此,在提高硬度的同時,還要求缸套內表面具有良好的自潤滑性能[7]。相關研究表明[8-9],采用低溫離子滲硫技術可在缸套內表面制備出FeS薄膜,能夠減少缸套與環配副時的磨損量,提高缸套與環的密封性能,對于提高發動機的動力性、經濟性、可靠性和環保性等有重大意義。但有關缸套內表面等離子束淬火/滲硫層“等耐磨性”的研究目前還未見報道。
本研究以某95型柴油機硼鑄鐵缸套為對象,利用DGR-4M/5A 數控等離子束專用機床,選取等距變速組合方式,控制等離子束淬火掃描速度隨工作行程自下而上逐漸降低,實現非等強化處理,再對缸套內表面進行低溫離子滲硫處理,分別制備出等離子束淬火和等離子束淬火/滲硫兩種工藝下的缸套試樣,通過臺架試驗,重點探討了淬火/滲硫缸套 “等耐磨性”機理。
1 試驗材料與方法
1.1 試驗材料
試驗原材料為某硼鑄鐵缸套,規格尺寸為10 mm×200 mm×100 mm,內表面顯微硬度為300 HV,化學成分見表1。

表1 硼鑄鐵缸套化學成分
1.2 試樣的制備
缸套內表面等離子束淬火處理在DGR-4M/5A專用數控機床上進行,掃描軌跡選擇交叉網紋,電離介質為氬氣,工作行程170 mm(從距缸套下端25 mm處開始掃描)。等離子束淬火工藝參數優化后如下:氬氣氣體流量7.5 m3/h,壓力0.45 MPa,波頭數16個,電弧電壓50 V,工作電流75 A,掃描距離8 mm,掃描速度在252~146 m/s范圍內逐漸降低。將淬火后的缸套內壁用丙酮清洗吹干后,采用LDM2-25離子化學熱處理爐進行低溫離子滲硫,滲硫介質為固體硫,優化后的工藝參數如下:工作電流25 A,工作電壓1 000 V,真空度160 Pa,溫度230 ℃(選用WGG2光學高溫計測溫),時間2.5 h。試樣滲硫結束后隨爐冷卻至室溫。
1.3 試樣的組織性能測試
水冷條件下分別從裝機試驗前后的缸套上,用線切割法縱向切取試樣若干,尺寸為8 mm×4 mm×4 mm,經磨制和拋光后分別做成金相和SEM試樣,經4%硝酸酒精進行輕腐蝕或深腐蝕,腐蝕時間分別為30 s和60 s。在XJG04金相顯微鏡上觀察淬火層的組織形貌;用HVS-1000A顯微硬度計測試淬火層硬度和深度,載荷為0.5 N,時間為 10 s;用JSM-7001F場發射掃描電鏡(附帶EDS)、DX-2700型X射線分析儀對復合滲硫層表面與橫截面形貌、相結構、磨損表面形貌以及淬火層殘余奧氏體含量進行測試分析;采用WS-2005涂層附著力自動劃痕儀測試滲硫層與基體結合強度。
1.4 臺架磨損及檢測
被測缸套分別為等離子束淬火和等離子束淬火/滲硫試樣,在CZ2102柴油機試車臺上全速全負荷進行120 h試驗,配合環均為合金鑄鐵活塞環(硬度300 HV)。試驗前后用酒精清洗試件并吹干,采用75-150數顯電子內測千分尺測量試驗前后缸套內徑,采用活塞環開口間隙專用測量儀測量試驗前后活塞環開口間隙,試驗結果均取3次測試結果的平均值。
2 試驗結果與分析
2.1 淬火層組織性能測試分析
圖1示出淬火變速掃描缸套表面宏觀形貌和縱剖面形貌。從圖1a可見,淬火層表面宏觀形貌為交叉網紋硬化帶,與平行螺旋線掃描工藝相比,交叉網紋掃描軌跡可使活塞環徑向和切向受力更均勻,提高了缸套與環配副的摩擦學性能[10]。自下而上,掃描軌跡逐漸趨于清晰,連續性逐漸提高。從圖1b可見,原材料組織由珠光體+石墨+少量磷共晶+復合硼化物組成,淬火層縱剖面組織由隱針馬氏體+殘余奧氏體組成,與基體之間沒有明顯的過渡區。自下而上淬火層的深度在0.114~0.153 mm之間逐漸增大,殘余奧氏體含量在5.2%~3.1%之間減少,馬氏體含量增加,組織尺寸細小化。
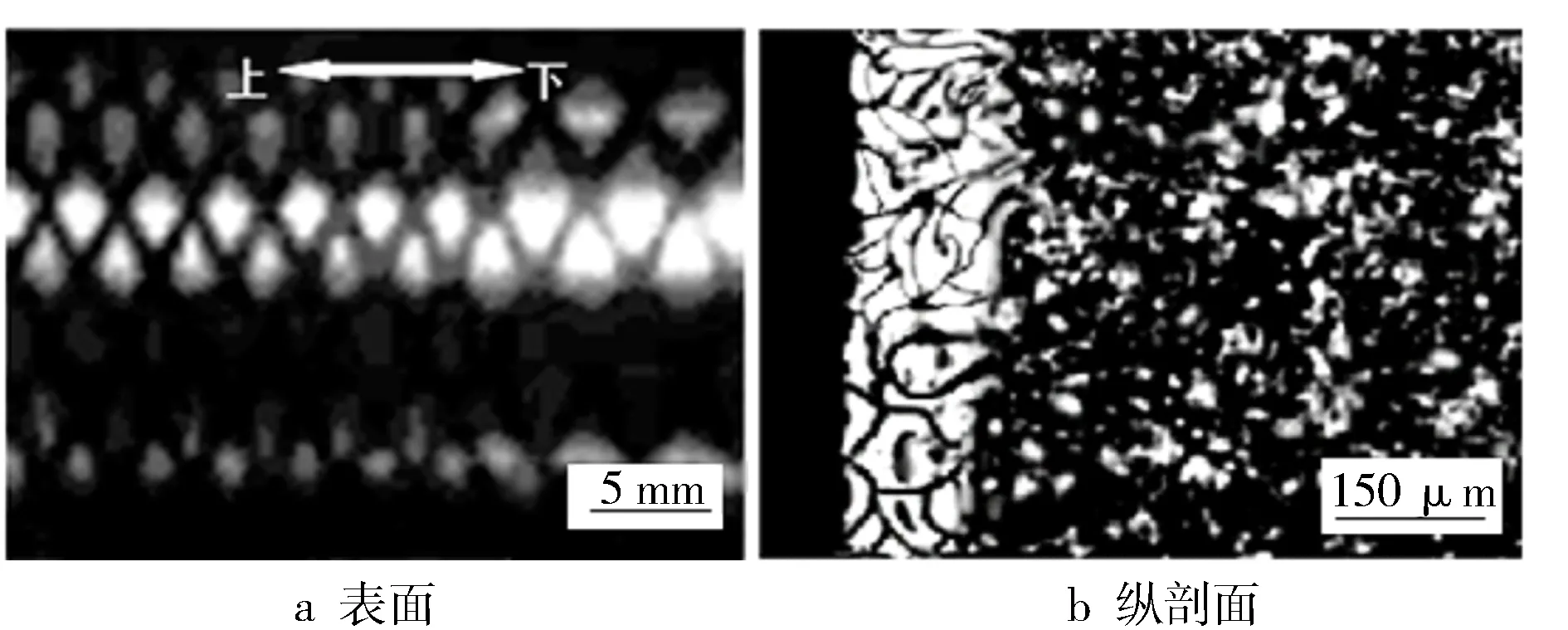
圖1 淬火變速掃描缸套表面宏觀形貌和剖面微觀形貌
表2列出淬火缸套內表面不同部位顯微硬度和磨損量的測試結果。不同部位的顯微硬度自下而上在950~1 043 HV之間逐漸提高,相對原材料硬度300 HV明顯提高。磨損量基本為0.009 mm,表明淬火缸套內表面磨損具有“等耐磨性”。等距變速淬火掃描對缸套內表面產生的強化效果(如淬火層硬度提高、深度增大等)自下而上逐漸增強[11],與缸套不同部位實際工作條件(如溫度升高、壓力增大、潤滑條件惡化等)的變化對耐磨性的要求基本一致[12],是其表面磨損具有“等耐磨性”主要機理所在。
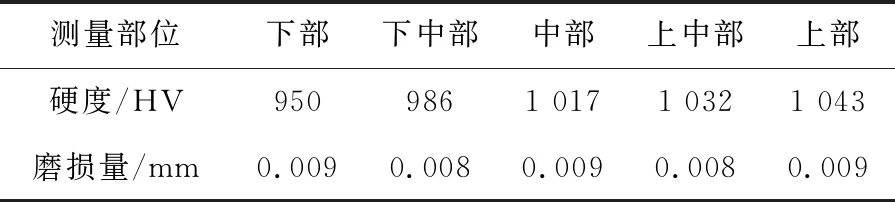
表2 淬火缸套內表面不同部位硬度和磨損量
2.2 淬火/滲硫層組織性能測試分析
2.2.1 表面和橫截面形貌
圖2示出缸套內表面等離子束淬火/滲硫層微觀形貌和縱截面形貌。從圖2a可見,滲硫層表層的硫化物顆粒尺寸較大,次表層的顆粒尺寸較小,凹凸不平,顆粒間存在明顯的空隙,表明滲硫層表面為疏松多孔結構。從圖2b可見,滲硫層的縱剖面形貌為連續分布的灰白色帶狀,并與基體緊密結合,沒有明顯的過渡區域,硫化物與交叉網紋掃描軌跡相互嵌合在一起,屬于典型的冶金結合。經測試,滲硫層的厚度自下而上在6.5~7.6 μm之間逐漸增加,最大增加16.9%。

圖2 淬火/滲硫層表面和縱截面形貌
2.2.2 X射線衍射譜和結合強度
圖3示出缸套內表面淬火/滲硫層X射線衍射譜和與基體結合強度測試結果。從圖3a可見,其相結構由α-Fe+FeS+FeS2組成,其中FeS衍射峰的高度明顯高于FeS2的衍射峰,表明FeS的含量明顯高于FeS2[13]。通過EDS 分析,滲硫層的S/Fe自下而上在0.81~0.92之間逐漸增大,說明滲硫層中的硫化物主要以超級潤滑FeS相為主,滲硫層中FeS含量逐漸提高,FeS2含量逐漸減少。從圖3b可見,滲硫層與基體的結合強度為52.5 N。根據薄膜與基體結合強度的定性評價標準[14],當結合強度在40~60 N 之間時,屬于結合良好范圍,可見硫化物薄膜與基體的結合強度較高。

圖3 滲硫層X射線衍射譜和與基體結合強度
2.2.3 力學和摩擦學性能
表3列出淬火/滲硫缸套內表面不同部位顯微硬度和磨損量測試結果。由表3可知,不同部位顯微硬度相對淬火缸套稍有降低,這主要是FeS的硬度較低(HV50-100)所致[15],但淬火/滲硫缸套內表面的硬度自下而上在928~1 010 HV之間仍呈逐漸提高變化,這得益于淬火層對滲硫層支撐強度的逐漸提高。磨損量基本為0.003 mm,相對淬火缸套減少了66.7%。表明淬火/滲硫缸套內表面耐磨性明顯提高,表面磨損仍具有“等耐磨性”。

表3 淬火/滲硫缸套內表面不同部位硬度和磨損量
圖4示出淬火/滲硫缸套內表面上部和中部的表面磨損形貌。從圖4a可見,上部磨損表面上存在著較多窄而深的犁溝,大部分滲硫層表層已遭受破壞,次表層的硫化物層依然清晰可見,磨損表面上還存在著一定數量的黏著凹坑。但多數劃痕比較細暗,表明劃痕較窄淺。從圖4b可見,缸套中部磨損表面上存在著較多寬而淺的犁溝,大部分滲硫層依然清晰可見,但劃痕比較粗亮,表明劃痕較寬深,還有較多的小麻點和明顯的擦傷痕跡。雖然缸套上部和中部內表面磨損形貌有所差別,但綜合評定兩部位各種磨損所遭受破壞的程度基本相同,這與表3的測試結果一致,由此可以推斷缸套內表面磨損形貌具有“等耐磨”的特征。

圖4 淬火/滲硫缸套上部和中部內表面磨損形貌
試驗結果分析認為,由于淬火層中的殘余奧氏體含量自下而上逐漸減少,馬氏體含量逐漸增加,馬氏體的擴散系數大于殘余奧氏體[16],組織尺寸細小化,晶界面積增大。低溫離子滲硫時,S離子向基材內擴散通道和擴滲深度逐漸增加[17],Fe離子向基材外濺射速度提高,有利于FeS的大量生成,抑制FeS2生成[18],所以滲硫層厚度和S/Fe以及FeS含量自下而上逐漸增加,FeS2含量減少。FeS2為正交或立方晶體結構,不具有固體潤滑性能,而FeS為密排六方晶體結構,具有優良的固體潤滑性能[19],從而表現出較好的減摩性能。滲硫層厚度越大,減摩抗磨維持的時間越長。淬火層硬度自下而上逐漸提高,為FeS提供的支撐作用增強[20],與缸套不同部位實際工作條件(如溫度升高、壓力增大、潤滑條件惡化等)的變化對耐磨性的要求基本一致,是其表面磨損仍具有“等耐磨性”主要機理所在。
2.3 活塞環與缸套配副性測試分析
表4列出環與淬火缸套和淬火/滲硫缸套配副時開口間隙增大量的測試結果。由表4可知,在相同的試驗條件下,環與淬火缸套配副開口間隙增大量較大,為0.049 mm,而與淬火/滲硫缸套配副開口間隙增大量較小,僅為0.017 mm,與淬火缸套配副相比,減小了65.3%,表明淬火/滲硫復合處理有利于改善環與缸套的匹配性。

表4 活塞環開口間隙增大量
圖5示出環與淬火缸套和淬火/滲硫缸套配副時外表面的磨損形貌。從圖5a可見,與淬火缸套配副環磨損表面上存在著明顯的黏著凹坑和腐蝕脫落現象,凹坑周圍存在著明顯的黏著撕裂痕跡,有較多寬而深的犁溝和明亮的劃痕,磨損表面還存在著一些磨粒或磨屑碎片,顯然其磨損機制以黏著磨損為主、腐蝕磨損和磨粒磨損為輔。從圖5b可見,與淬火/滲硫缸套配副環磨損表面上存在著較多的寬而淺的犁溝和劃痕,犁溝和劃痕的深度明顯減小,磨損表面上還黏附有少量的硫化物薄膜,表明缸壁表面的硫化物薄膜向環磨損表面發生了轉移,顯然其磨損機制以磨粒磨損為主。

圖5 與不同缸套配副環的表面磨損形貌
研究表明,配磨材料的硬度差為零時磨損最小[21]。缸套內壁經等距變速淬火掃描后,顯微硬度由300 HV升高至950~1 043 HV,配副環的硬度僅為300 HV,與淬火缸套硬度差較大。發動機工作時,缸壁如堅硬的銼刀,環如被銼削的材料,環的磨耗較大。再者,環的硬度很低時,在接觸載荷作用下接觸峰點的應力超過材料屈服強度時而產生塑性變形,在跑合階段因機油潤滑不良而發生黏著磨損。所以環與淬火處理缸套配副工作時,其磨損機制以黏著磨損為主,環表面磨損較嚴重,開口間隙增大量較大,配副性較差。
研究表明,欲減少摩擦對偶件的摩擦磨損,對偶件材料須具有良好的減摩和儲油性[22]。滲硫層的相結構由α-Fe+FeS+FeS2組成,表面為疏松多孔結構,具有良好的儲油性能,有利于潤滑油膜的建立,硫化物層主要以超級潤滑FeS相為主,具有優良的減摩作用。發動機工作時,環與缸套表面之間的摩擦磨損主要發生在潤滑油膜和FeS超級潤滑層之間,降低甚至避免了黏著磨損現象的發生,所以環與淬火/滲硫缸套配副工作時,磨損機制以磨粒磨損為主,環表面磨損較輕,開口間隙增大量明顯減小,配副性得以改善。
3 結論
a) 硼鑄鐵缸套經等距變速等離子束淬火處理后,淬火層組織由隱針馬氏體+殘余奧氏體組成;隨掃描速度逐漸降低,自下而上,殘余奧氏體含量逐漸減少,馬氏體含量增加,尺寸細小化,硬度提高,不同部位的磨損量均在在0.009 mm以下,表面磨損形貌具有“等耐磨”的特征;
b) 淬火/滲硫缸套組織主要由α-Fe+FeS+FeS2組成,自下而上,FeS厚度和含量逐漸增加,淬火層對FeS支撐強度逐漸提高,不同部位的磨損量均在0.003 mm以下,表面磨損形貌具有“等耐磨”的特征;
c) 在相同的臺架試驗條件下,環與淬火缸套配副時開口間隙增大了0.049 mm,與淬火/滲硫缸套配副時開口間隙僅增大了0.017 mm,淬火/滲硫復合處理有利于改善缸套與活塞環的匹配性,延長發動機的整體使用壽命。
