職業教育學生項目化教學案例研究—以搭建基于PLC 控制的智能化禽舍試驗臺架為例
2023-07-01 08:23:00馬靜
新疆農機化 2023年3期
馬靜
(新疆天山職業技術大學,新疆 烏魯木齊 830017)
0 引言
課程項目化教學是近年職業本科院校積極推行的一種教學模式,教學過程以學生為中心,項目為載體,多學科理論知識為依據,在項目推進的同時輸出理論知識,培養了學生的職業素養和成就感[1]。職教改革實施方案中指出自2022 年起實踐課程原則上不少于課程量的50%[2]。職業教育“手腦并用,做學合一”的理念早期由教育家黃炎培等人提出,目的是培養符合國家需要的實用型技能人才[3]。項目化教學應用于各學科領域,通常以“任務驅動、目標主導、理論輔助”[4],理論與實踐研究已趨于成熟并不斷延伸,在工業領域培養出一批職場“大國工匠”[5]。不少職業院校對項目化教學進行了實踐,深圳職業技術學院就高職《機械設計基礎》課程進行項目化教學實踐,以校企合作模式進行,項目難度隨年級升高逐漸提高,將課程知識按項目化教學分解、重構并實施教學,效果明顯[6]。邵陽職業技術學院向浩對電氣控制線路裝配與調試課程進行了項目化實施,分析了教學法和教學模式等,展示了創新性教學方法及教學成果,激發了學生的學習興趣[7]。
對于智能禽舍的研究,Raden[8]等人通過嵌入式技術利用傳感器實時檢測禽舍NH3含量及舍內溫度。黃佳[9]對家禽生長環境系統進行了包括環境信息檢測和檢測數據傳輸的網絡結構建設,可將監控數據顯示在LCD顯示屏上。劉洽[10]對散養家禽舍的環境監控以PLC為基礎進行了系統研究,以多種傳感器、執行構件和遠程終端等模塊設計了禽舍控制系統,實現了移動端對執行機構的控制處理及自動化養殖。
1 項目化教學實施基礎
智能制造專業群項目實訓教學注重學生編程、三維建模及工程實操,對設計和工藝分析等均有培養與體現[11],多學科交叉,多種加工方式并行。學校智能制造專業群實訓設備完善,有六自由度機械臂、數控加工中心、普通車床、鏜床、走絲電火花切割機床、激光打印機、3D 打印機、電子實訓設備等輔助工具,可滿足課程項目化實訓教學需求。
項目化教學在我校職業本科層次學生中反響強烈,隨著項目的實施不斷深化理論課程,發現問題及時解決,教學過程中師生共同做中學、學中做,以考核的形式促進學生積極參與,實施效果明顯。
2 項目實訓綜合設計
2.1 教學目的及實訓準備
小規模養殖設備智能化程度較低,結構設計和環境監控存在問題。通過對內環境控制進行建模和改造,可實現養殖智能化。
2.1.1 教學目標
(1)進一步熟悉機械基礎課程中機械零件的應用,掌握三維建模中從零件繪制、裝配體協調組合仿真、工程圖導入與基本標注內容。
(2)熟悉PLC 指令語言使用、子程序邏輯組合協調運行。
(3)掌握傳感器模數轉換計算應用,熟練操作3D 打印機實現制定模型打印。
(4)了解基本數控加工方式等教學內容,以最終實現裝配試驗臺架運行為任務導向。
實訓過程中3D 打印利用PLA 材料等可實現復雜異變零件的塑性成形[12],數控等機加工根據指令完成切、鉆、銑等操作。
2.1.2 教學過程
整個教學過程如下:成員組合--項目實施對象討論--任務分工--文獻資料查閱--項目具體開展執行--中間環節疑問解決--成果展示。以最終實現裝配試驗臺架運行為任務導向,將課本中大量理論知識融入項目教學活動,盡可能地減少學時。
2.2 實訓項目機械結構原理
項目實訓成果為智能化禽舍試驗臺架(圖1),其體積為0.125 m3,基于Solidworks 建模、S7-200 SMART PLC 編程控制,由太陽能電池供電實現自動化運行。設計控制系統使用PLC 實現自動監控,將理論課程應用于實踐設計中,實現經濟節約智能化、自動化改造。
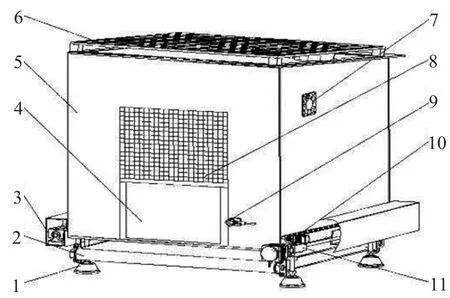
圖1 家禽舍整體結構
試驗臺架主要由電氣控制系統機架,主體機械結構包括清糞輸送帶,食槽內有輸送飼料無軸螺旋攪輪和內部底網設計清糞集蛋系統組成。整體結構如圖1。
圖1 中家禽舍門前側儲食桶定點定時排下飼料至食槽內,無軸螺旋輸送實現飼料輸送。其中攪輪、食槽和儲食桶由學生通過CAM 模式三維建模并進行3D 打印。
2.3 整體電氣布控
電氣控制部分配合機械框架設計,試驗臺架以STEP7-MicroWIN 編程軟件編寫PLC 程序,明確系統的控制順序,設計自動控制主程序包括計數指令、定時器控制燈光啟停、溫度調節等;食槽飼料均勻輸送帶定時輸送糞便采取聯動定時控制,以及由步進電機驅動的清糞集蛋系統。設計的控制系統如圖2,PLC 主程序如圖3。在實訓過程中學生了解了具體要實現的動作指令,布置任務自行查閱相關資料,借助設備實現子程序功能,再綜合連串。
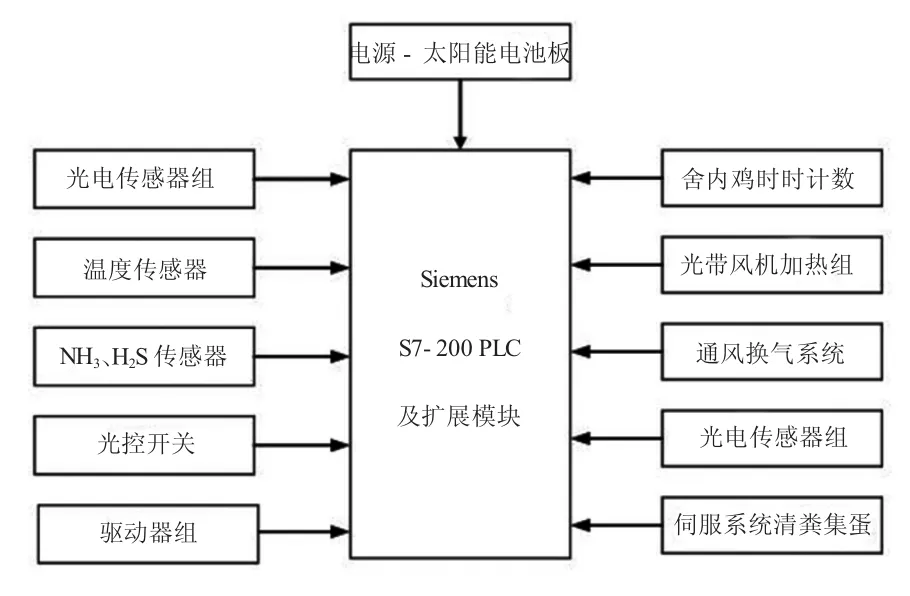
圖2 控制系統結構圖

圖3 PLC 主控制程序
整體系統包括清糞集蛋系統、實時家禽數量統計系統和溫控系統。根據基于LED 光照環境中光照強度對肉家禽生理行為影響的相關研究,設計禽舍光源補色為橘黃光[13],之后設計飼料均勻輸送機構等部件。
2.4 關鍵結構設計
2.4.1 清糞集蛋系統設計
清糞集蛋系統如圖4,推桿在伺服驅動帶動下沿底網平面做往返運動,初始狀態推蛋桿在禽舍門口下方,工作時伺服電機逆時針旋轉90°沿底網斜面前進,推蛋桿與底網無間隙,將家禽蛋推至集蛋槽內,返程時伺服電機順時針旋轉90°,清糞刷向下與底網接觸將底網上的雜物清除。

圖4 清糞集蛋系統
以上動作完成底網清掃和底網上推桿推蛋動作,經學生多次試驗,為保證家禽蛋完好無損傷,調整推桿前進運動速度為0.02 m/s,電氣系統順序動作,底網下方清糞布隨電機旋轉將排泄物傾倒在一側,方便集中收集。集蛋槽內裝柔性攪輪,攪輪一側軸端與帆布同步帶連接,清糞同時通過攪輪將槽內家禽蛋從另一側排下。為保證攪輪工作穩定性,電機線速度調整為0.05 m/s[14]。推桿、攪輪均由學生通過三維建模操作數控加工設備或3D 打印設備完成。
2.4.2 數量統計
家禽數量統計系統的原理如圖5,利用光電傳感器反應次數檢測禽舍家禽數量。具體為將兩個光電傳感器分別安裝在舍門外側和內側,傳感器接收端對準門口通道并保持水平,相對距離約300 mm。傳感器型號為洛施達M12 微小型紅外激光漫反射光電傳感器(NPN 型),單頭檢測距離150 mm,穩定性強,受日光燈和太陽光亮度影響小,數據精準。
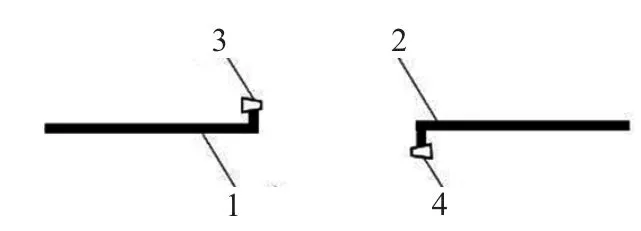
圖5 禽舍家禽數量統計
光電傳感器工況時常開,家禽進入禽舍時“,1”“、2”先后接收信號,家禽外出時“,2”“、1”順序接收信號,即:順序1-2 進,2-1 出,進入數量總和與出去的數量總和的差為舍內家禽的數量,如式(1)
式中S—舍內家禽數量,n—進入舍內家禽數量之和,m—從禽舍出去的家禽數量之和。
將上述邏輯計算進行基于STEP 7-MicroWIN 平臺以Siemens SMART-200 PLC 控制器等硬件基礎編寫家禽計數梯形程序,1,2 傳感器對應自增計數器INC,每次增1,之后減法指令SUB 將通道1 數據減去通道2 數據,其差值即為舍內家禽數量。最后通過MOV_DWS 雙字節指令顯示SUB 結果。對于特殊應用場景下的處理,采用系統重置措施,計數歸零重新開始。
2.4.3 保溫與通風換氣設計
引導學生理論結合實際,各類環境參數設定要結合實際養殖情況。通過查閱相關文獻得知禽舍內溫度低于13 ℃或高于30 ℃時都會導致產蛋率降低、飼料消耗下降[15]。采用合理橫向間歇性通風方式可以使室內溫度變化差值控制在2 ℃以內[16],安裝通風扇,借助PLC 利用有害氣體濃度傳感器閾值設定控制間歇通風,采用機械式溫控器,使內部溫度可在13~30 ℃范圍內調節[17],連接風機加熱器,低溫時鋁殼體加熱擴散效率突出。利用PLC 程序定時器間歇控制加熱器工作實現供暖,維持內部環境適宜溫度。圖6 為項目實訓禽舍試驗臺架。
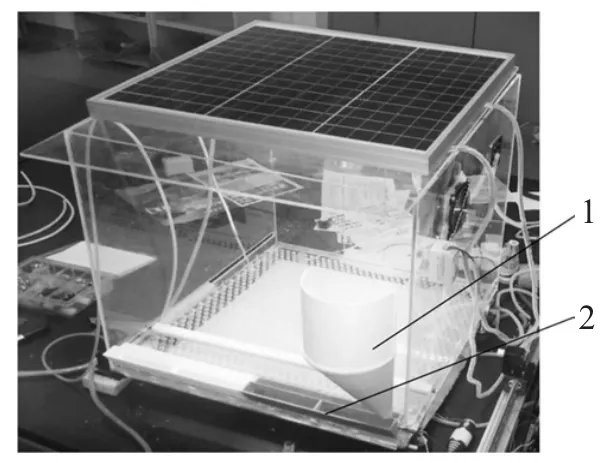
圖6 項目實訓禽舍試驗臺架
3 實訓效果
課程實訓過程中學生任務分工明確,充分發揮主觀能動性,相互配合,是教學活動的“主角”,教師是輔助項目推進的“配角”,項目式教學中學生邊學邊做,鼓勵學生參加各類競賽,隨進度推進有意識地提高制作質量、增強時間觀念,培養了學生綜合思維及合作意識。
通過搭建基于PLC 控制的智能化禽舍試驗臺架綜合項目實訓課程的實施,培養了智能制造專業群學生在數控加工、3D 打印技術、CAD 繪圖、Solidworks 建模和PLC 編程等方面的操作與應用,對機械基礎、電機拖動和傳感器應用等理論課程理解均有加深,提升了專業認知與實踐能力。
4 結論
項目化教學突出了職業教育的優勢,以項目為載體,學生為中心,通過師生合作,讓學生親身實踐專業技能與知識。同時項目化教學可以培養動手能力強、創新能力強、工程思維全的應用型人才。但項目化教學還存在諸多問題,實施過程尚需結合相關政策、專業師資及學科特點等方面進行綜合考慮。
猜你喜歡
內蒙古教育(2021年20期)2021-03-08 01:09:14
甘肅教育(2020年14期)2020-09-11 07:57:50
計算機教育(2020年5期)2020-07-24 08:53:38
裝備制造技術(2020年12期)2020-05-22 09:25:38
家庭影院技術(2019年11期)2019-12-09 09:14:30
東方教育(2017年19期)2017-12-05 15:14:48
電子制作(2017年8期)2017-06-05 09:36:15
唐山文學(2016年2期)2017-01-15 14:03:59
信息記錄材料(2016年4期)2016-03-11 15:22:54
江蘇高職教育(2014年4期)2014-02-28 11:40:57