超高強韌稀土鎂合金直筒段鍛造成形工藝
2023-07-17 01:13:36王兵劉飛胡婉婷袁德勇高歡
宇航材料工藝 2023年3期
關鍵詞:工藝
王兵 劉飛 胡婉婷 袁德勇 高歡
(首都航天機械有限公司,北京 100076)
文摘 基于航天型號對超高強韌稀土鎂合金構件產品的迫切需求,本文以航天器中的直筒段產品為研究對象,采用近等溫鍛造擠壓成形工藝技術,開展VW84M 高強韌稀土鎂合金材料的鍛造工藝性能研究,分析了直筒段的工藝結構特點,制定了直筒段的鍛造成形工藝,通過三維建模、數值模擬技術和成形工藝試驗,研究了直筒段的成形過程,分析了坯料的金屬流動、溫度變化特點,并通過成形工藝試驗試制出鍛件產品。結果表明,VW84M 稀土鎂合金在440 ℃的鍛造溫度時,在合適的擠壓速度下具備良好的塑性成形性能,該材料具備實際工程應用能力;數值模擬得到的擠壓載荷為64.72 MN,實際擠壓載荷為60 MN,相差7.8 %,數值模擬結果與工程試驗有較高的結合度;工藝試驗得到的直筒鍛產品,切、軸向力學性能指標優于預期,抗拉強度不小于340 MPa、屈服強度不小于210 MPa、延伸率不小于6 %的指標值。直筒段產品金屬流線分布較為均勻,切向力學性能優于軸向。
0 引言
鎂及其合金具有比強度和比剛度高、耐振動性好、電磁屏蔽性佳及可回收性好、資源豐富等優點,被廣泛應用于汽車、飛機和電子等行業[1]。然而低強度限制了鎂合金的廣泛使用,尤其是在航空航天等高技術領域,因此,研究人員對鎂合金的強度提出了更高的要求,通常要求其力學性能與2A14 高強鋁合金的力學性能相當[2]。稀土(RE)元素因其特殊的核外電子結構而具有獨特的物理和化學性質,已成為鎂合金中最有效和最具發展潛力的化學元素,稀土元素釓和釔在鎂合金中具有最佳的固溶強化和時效強化效果,是超高強稀土鎂合金設計的首選添加元素[3-5]。
稀土元素的加入雖然提升了鎂合金材料的強度,但降低了其塑性變形能力,在鍛造成形時極易開裂。為此,研究稀土鎂合金的鍛造成形工藝,對推廣鎂合金在航天領域的應用具有重要意義。雖然目前國內已經開發出鎂稀土合金材料,但局限于小規格的產品,暫未見大規格零件產品的相關報告,國外因技術封鎖,目前查不到相關資料。本文以稀土鎂合金為成形用原材料,選取Φ750 mm 的長直筒段為研究對象,采用有限元模擬軟件Deform-3D 對成形過程進行數值模擬,并進行工藝試驗,研究大規格稀土鎂合金構件的鍛造成形工藝,為高強韌性稀土鎂合金在航天產品中的運用積累技術基礎。
1 直筒鍛成形工藝分析
直筒段零件輪廓尺寸如圖1所示,材質為稀土鎂合金,材料牌號為VW84M,鍛件最終熱處理狀態為固溶時效態,零件壁厚50 mm,凈重171 kg,屬于大尺寸規格的稀土鎂合金產品。
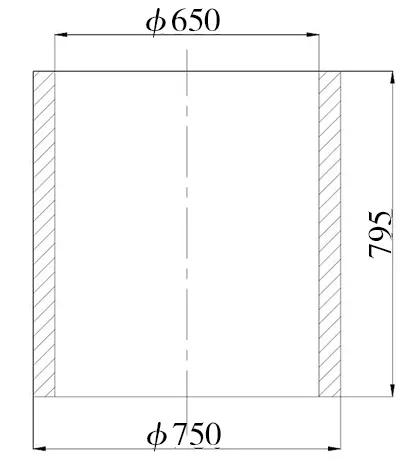
圖1 直筒段零件輪廓圖Fig.1 Outline drawing of straight tube part
對于此類型零件,選用大尺寸規格的稀土鎂合金鑄錠作為原材料,采用塑性成形方式進行制造時,可選用擠壓或輾環的方式進行。在選用輾環方式時,由于輾環工藝的限制,如坯料溫度和工裝溫度無法準確控制,易造成鍛坯開裂,對產品的尺寸及性能無法有效保證。鍛造擠壓工藝可保證成形時的溫度條件,相對來說,更適合于對溫度敏感的稀土鎂合金產品的成形制造。基于60 MN 模鍛液壓機裝備,選用立式擠壓成形工藝方式制造此直筒段產品。
根據直筒段零件圖,確定產品的鍛件如圖2 所示。在底部設置厚為20 mm 的連皮,內外徑壁厚單邊余量2~3 mm,鍛件重約205 kg。
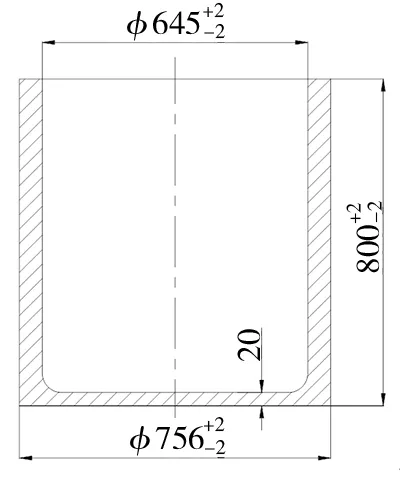
圖2 鍛件產品輪廓圖Fig.2 Outline drawing of forgings
在擠壓成形時,為避免速度差的影響,擠壓用毛坯要求外形尺寸均勻,據體積相等原則,并結合鍛件余量,毛坯尺寸定為Φ640 mm×335 mm,Ra不低于12.5 μm。
2 數值模擬研究
2.1 模型建立
鎂合金直筒段成形時,壁厚較薄,稀土鎂合金對溫度敏感,若溫度與擠壓速度控制不當,極易產生裂紋或過熱現象。本研究采用UG 軟件建立成形模型,利用Deform-3D 軟件進行數值模擬,對成形過程進行仿真分析。零件為VW84M 稀土鎂合金,在帶環境箱的Instron5982 試驗機上進行等溫壓縮實驗,獲得材料的應力應變曲線關系見圖3。模擬時,對于回轉體對稱結構的直筒段,選取八分之一模型進行計算。坯料與模具設為近等溫狀態,坯料加熱溫度440 ℃,為延長使用壽命,將模具定溫400 ℃,模具材料選用5CrMnMo,在鍛造過程中,模具與坯料之間發生熱交換,換熱系數取5 W/(m2·K)[6]。坯料網格劃分網格3×104個(圖4),最小網格尺寸6.1 mm,擠壓頭壓下速度定為10 mm/s,數值模擬模型見圖5。
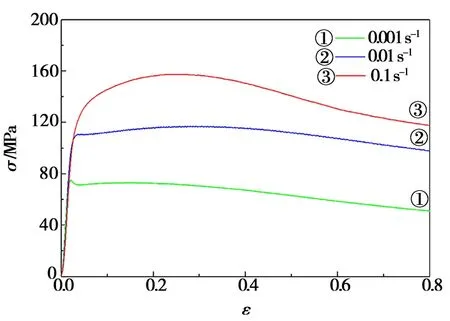
圖3 440℃時應力-應變曲線Fig.3 Stress-strain curve at 440 °C
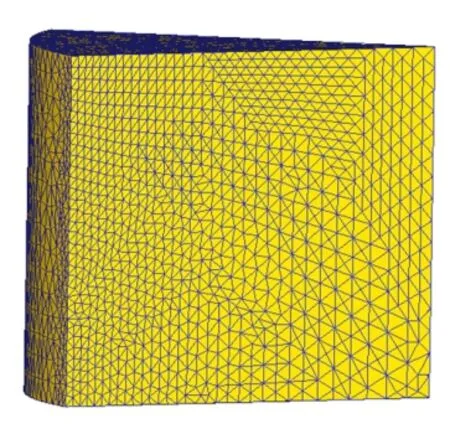
圖4 網格劃分圖Fig.4 Grid plot
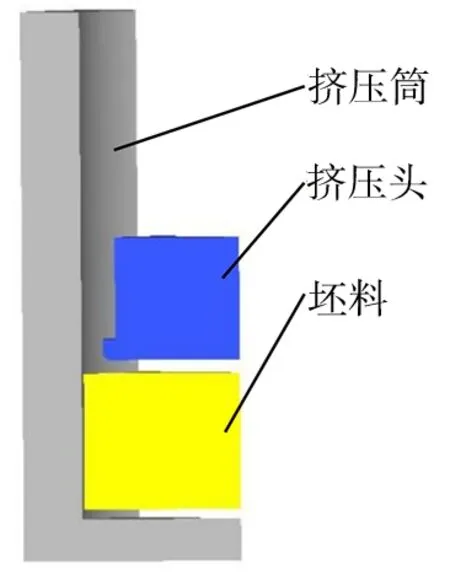
圖5 數值模擬模型圖Fig.5 Numerical simulation model diagram
2.2 成形階段過程定義
直筒段的擠壓成形過程,是在擠壓頭與擠壓筒的作用下完成,擠壓筒固定在下砧座上,擠壓頭固定在動梁上,隨動梁上下運動。根據成形時金屬流動情況,將直筒段的成形過程分為3 個階段(圖6):(1)接觸階段,此時擠壓頭剛與坯料接觸;(2)擠壓階段,此時金屬反向流動,屬于擠壓成形中的主要階段;(3)擠壓末期階段,此階段底部連皮形成。可看出,整體成形過程平穩,金屬流動無異常現象。
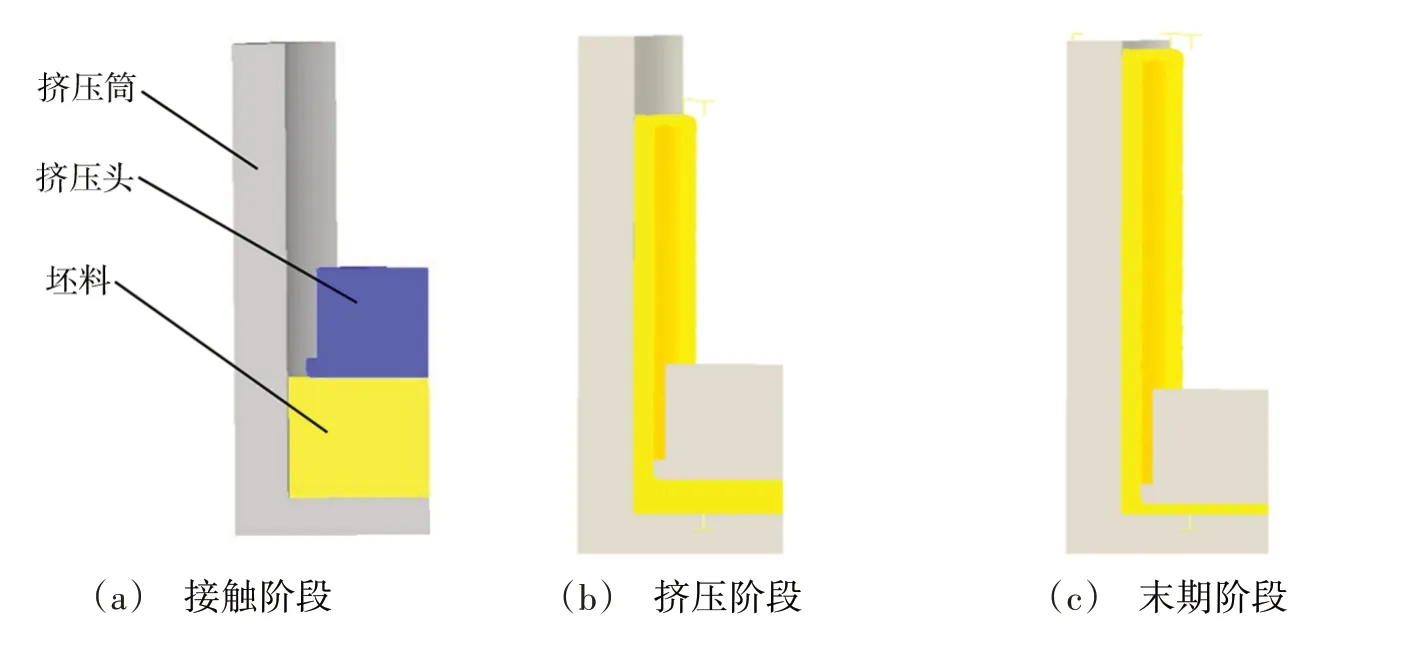
圖6 成形過程Fig.6 Forming process
2.3 數值模擬結果分析
2.3.1 速度場分析
圖7為成形過程不同階段速度場云圖,在擠壓頭與坯料剛接觸階段,坯料的上端部流動速度最大,最大值為13.4 mm/s,坯料其他處金屬在擠壓模具的作用下呈現反向流動的趨勢。在擠壓階段,已經擠壓成形的直壁段相對靜止,主要大變形流動處于擠壓頭大端部與坯料的接觸處,金屬流動速度較大,最大值為14.8 mm/s,底部處金屬的流動方向相比于接觸階段的“由里向外”變化為“近垂直向下”。在末期階段,已成形直壁段保持相對靜止,底部金屬呈現“垂直向下”流動趨勢,在末期階段,底部金屬為鍛件的連皮部分,隨著擠壓接近尾聲,此處金屬厚度較小,變形抗力急劇增加,在額定的擠壓力作用下,金屬流動十分困難,速度場接近靜止。
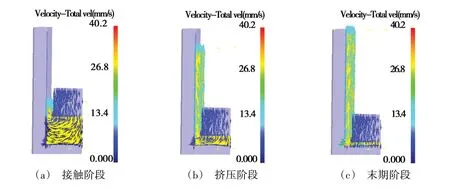
圖7 成形階段速度場云圖Fig.7 Velocity field nephogram of forming stage
2.3.2 應力場分析
圖8 為成形過程中不同階段應力場云圖,在3 個階段坯料的應力變化趨勢相近,主要表現為已經成形的直壁段的應力為零,待流動成形處金屬的應力趨于一致,這一現象與擠壓成形工藝的局部變形特性相匹配,由此可知,通過擠壓工藝能有效避免低塑性VW84M 稀土鎂合金在體積成形工藝中開裂現象的產生。
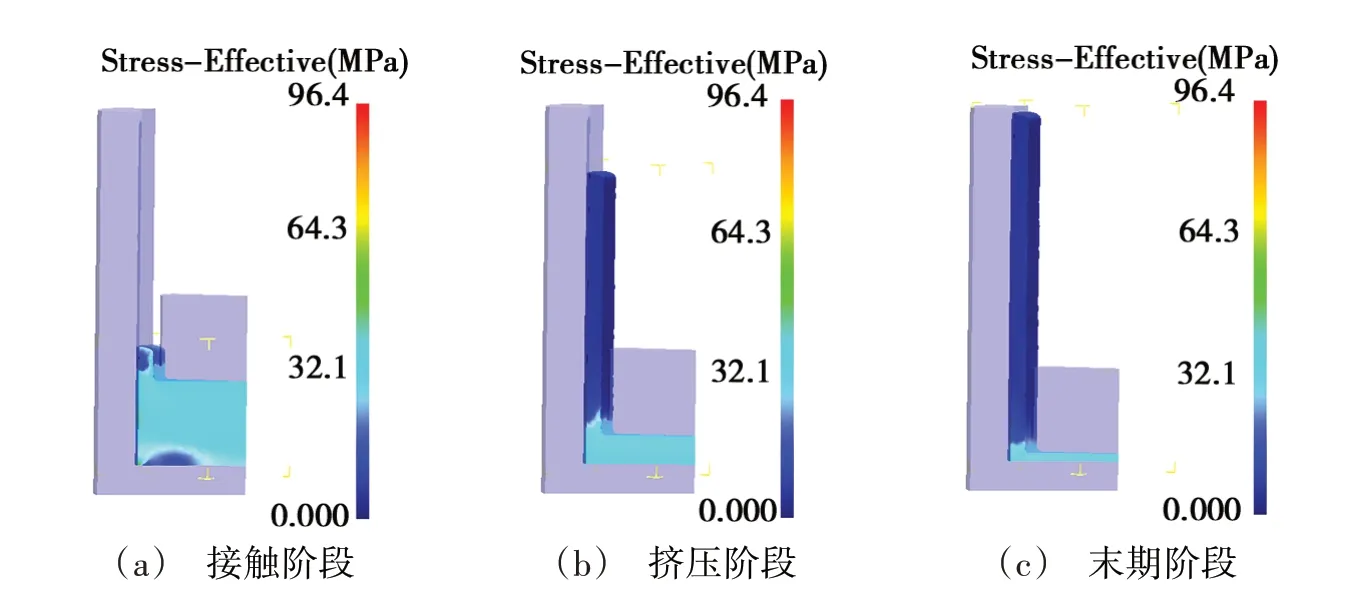
圖8 成形階段應力場云圖Fig.8 Stress field nephogram of forming stage
2.3.3 溫度場分析
圖9 為成形過程中坯料的溫度變化情況。在接觸階段,坯料變形量較小,坯料熱傳遞主要是在與模具接觸之間,在研究中,擠壓速度恒定為10 mm/s,在擠壓階段坯料與擠壓段過渡處金屬存在溫升,最高約459 ℃,此處主要是由于變形熱造成坯料溫升。在已成形端處,坯料溫度降低至430 ℃左右,主要是坯料與外界熱傳導降低,整體而言,坯料與始鍛溫度相差不大,在整個變形過程中,坯料接近于等溫狀態,在模擬時所設定的工況條件可借鑒用于工藝試驗研究。
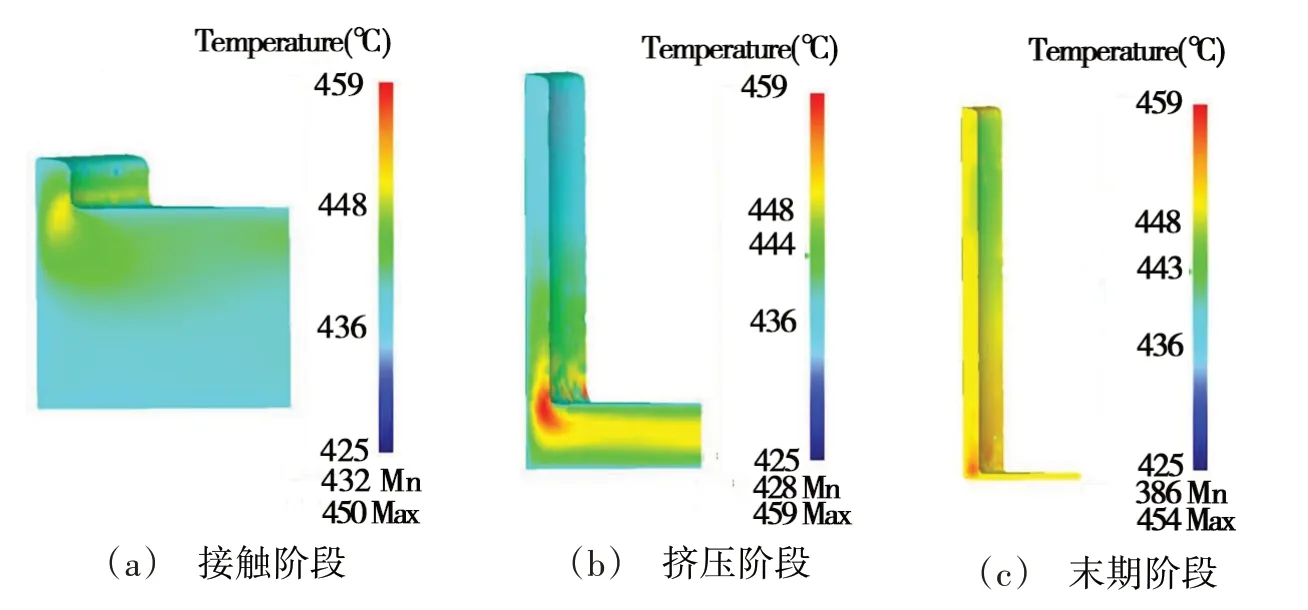
圖9 成形階段溫度場云圖Fig.9 Temperature field nephogram of forming stage
2.3.4 擠壓載荷分析
在成形過程中,擠壓噸位變化明顯(圖10),與成形所分的3個階段吻合度較高。在擠壓接觸階段,擠壓載荷從0 增加至6.32 MN,主要是因為擠壓頭與坯料接觸,需要一定的作用力使坯料發生塑性變形。在擠壓階段,擠壓載荷變形不大,呈水平線性波動,主要是由于變形過程中產生一定的變形熱,使金屬的變形抗力減小。當底部金屬厚度達到50 mm 時,此時成形噸位58.4 MN,擠壓載荷開始快速增加,直到連皮厚度達到所設定厚度20 mm 時,此時載荷值達到80.90 MN,可計算出完整模型載荷值為64.72 MN。在擠壓后期,由于連皮較薄,使金屬流動時所需載荷值極速增加。
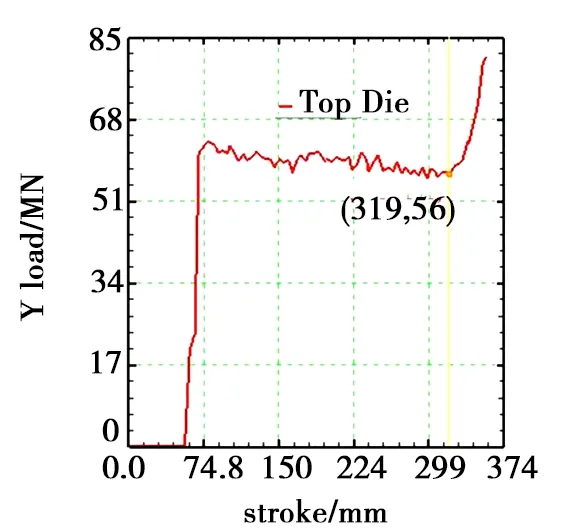
圖10 擠壓載荷曲線Fig.10 Extrusion load curve
3 工藝試驗結果
擠壓成形試驗在60 MN 模鍛液壓機上進行,坯料加熱溫度440 ℃,模具加熱溫度400 ℃,擠壓速度設定為定速10 mm/s。在整個擠壓過程中,從坯料入模到出模,整個過程耗時105 s,過程平穩,實際所用壓力機噸位達到滿載60 MN,與前面模擬得到的成形力64.72 MN 相差7.8%,在合理范圍之內。所得到的產品實物如圖11所示,其內外表面質量完好、無肉眼可見裂紋及折疊等缺陷。在產品的上端處,存在不平整現象,最高點與最低點差值約8 mm。這是由于:(1)VW84M 的塑性相對較差;(2)因擠壓頭與擠壓筒之間存在小量的偏心,同時擠壓時各部處摩擦條件不完全相同,導致各部金屬流動不一致造成,后續可通過機加工方式將端面進行平整。

圖11 直筒段產品實物Fig.11 Straight tube product
對直筒段整體進行熱處理后取樣檢測,力學性能相關值見表1,直筒段切向方向抗拉強度達到380 MPa 以上,屈服強度270 MPa 以上,延伸率7.0 %以上,軸向方向抗拉強度達360 MPa 以上,屈服強度值260 MPa 以上,延伸率6.0 %以上,性能滿足設計指標要求。其中切向方向力學性能略高于軸向方向,切向方向的抗拉強度標準差優于軸向,屈服強度低于軸向,相差不大,兩者延伸率標準差相同。金相組織如圖12 所示,可以看出,顯微組織主要由α-Mg 基體和塊狀相組成,在擠壓變形過程中,塊狀相破碎充分且沿變形方向呈流線分布。
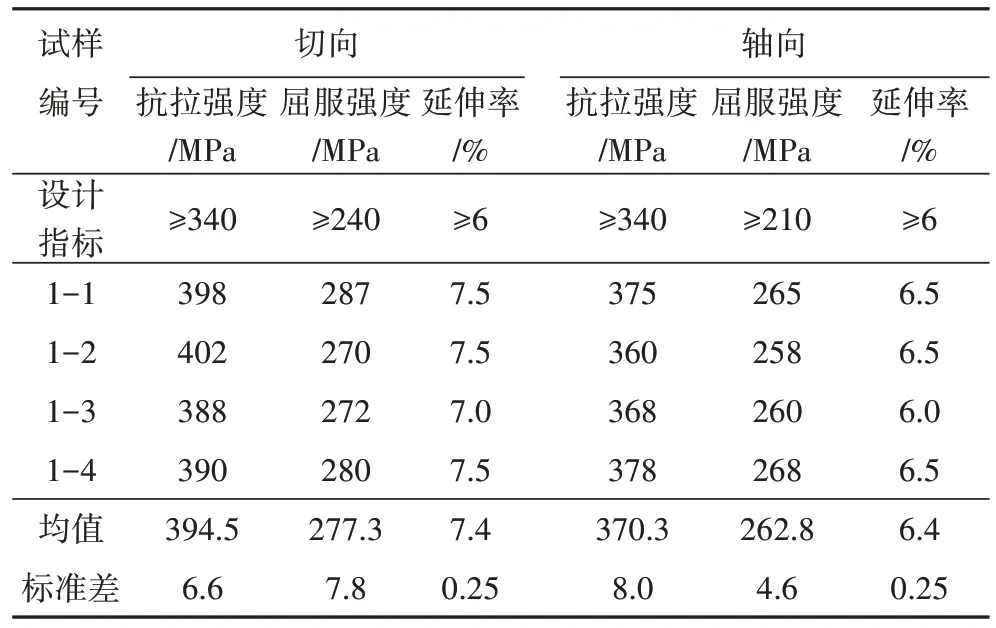
表1 力學性能值Tab.1 Mechanical property value
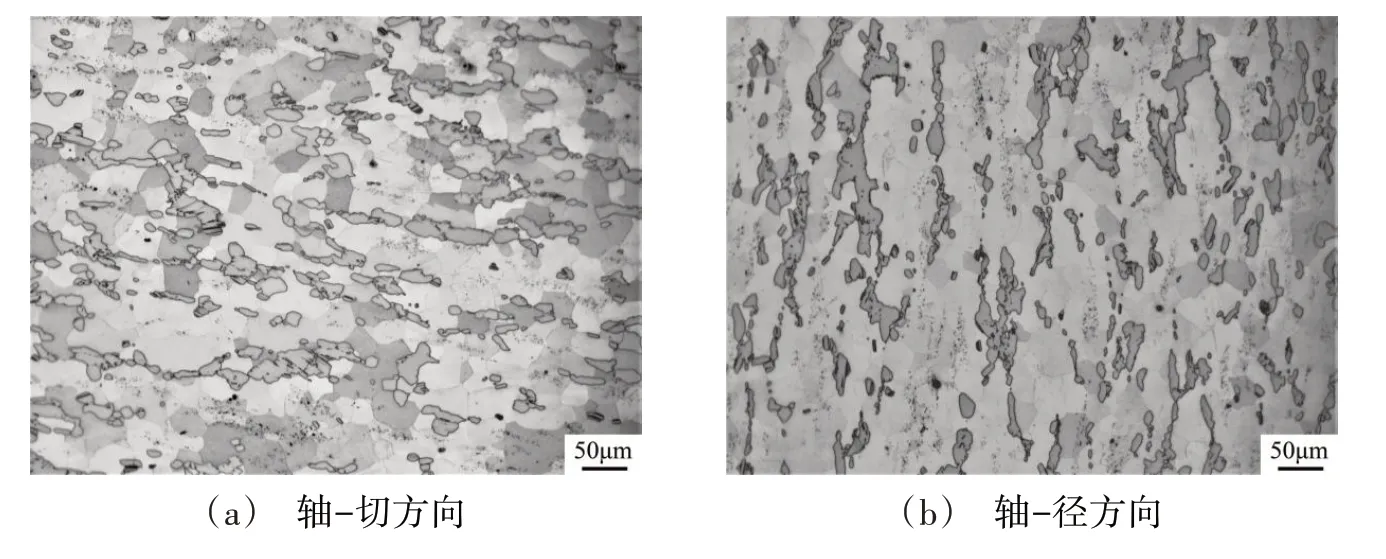
圖12 熱處理后金相組織照片Fig.12 Photos of metallographic structure after heat treatment
4 結論
(1)通過分析直筒段產品的工藝結構特點,采用鍛造工藝中的擠壓成形方式制定了該產品成形工藝,并結合數值模擬技術,分析了VW84M 稀土鎂合金直筒段產品的成形過程中金屬流動、溫度變化的特點,VW84M 稀土鎂合金在440 ℃的鍛造溫度時,在合適的擠壓速度下具備良好的塑性成形性能,該材料具備實際工程應用能力,具有較好的運用前景。
(2)數值模擬得到的擠壓載荷為64.72 MN,實際擠壓載荷為60 MN,相差7.8%,數值模擬結果與工程試驗有較高的結合度,可為后期其他類型的產品開發提供技術保障。
(3)工藝試驗得到的直筒鍛產品,切、軸向力學性能指標優于預期,抗拉強度不小于340 MPa、屈服強度不小于210 MPa、延伸率不小于6 %的指標值。直筒段產品金屬流線分布較為均勻,切向力學性能優于軸向。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52