疊層材料低頻振動制孔工藝參數優化實驗研究
2023-07-17 01:13:38聶鵬馬義迪李海偉張鍇鋒李正強
宇航材料工藝 2023年3期
關鍵詞:實驗
聶鵬 馬義迪 李海偉 張鍇鋒 李正強
(沈陽航空航天大學機電工程學院,沈陽 110136)
文摘 CFRP/Ti疊層結構在一體化制孔的過程中易出現復合材料分層、撕裂、灼傷和孔出口毛刺等制孔缺陷。本文基于低頻振動輔助鉆削技術,進行工藝實驗,經過二次優化后得到最優加工參數。實驗結果表明,在轉速400 r/min、進給量12 mm/min、振幅75 μm 與轉速500 r/min、進給量21 mm/min、振幅75 μm 兩組加工參數下的制孔質量較好,使用較高轉速和較大進給量能夠提高加工效率。
0 引言
近年來,在各類航空航天產品的一直升級進步中,碳纖維增強復合材料(CFRP)發揮著越來越重要的作用[1-2]。CFRP 有著優異的物理和化學性能,在滿足航空航天產品性能要求的同時,能夠有效減輕產品結構質量。鈦合金相比于目前廣泛使用的合金鋼,擁有更高的力學強度、熱穩定性及更好的抗腐蝕性,在重量上相較于合金鋼也更具優勢[3-4]。
疊層材料將兩種材料的優異性能結合在一起,提高了結構強度的同時滿足了航空航天產品輕量化的要求[5-6]。由CFRP 和鈦合金組成的疊層材料目前多應用于航空發動機部件、構架和機身蒙皮,其連接方式多為螺栓連接或鉚接,需要在結構裝配之前鉆制大量的預制孔,而疊層材料的制孔需要較高的精確性,通常使兩種材料疊層放置加工來提高孔的位置精確性[7]。但制孔過程中易出現鉆削力大、鉆削溫度偏高、排屑困難等問題,會有材料分層、撕裂、毛邊和灼傷等制孔缺陷產生,難以一次性加工出高質量高精度的裝配孔,缺陷形式如圖1所示[8]。
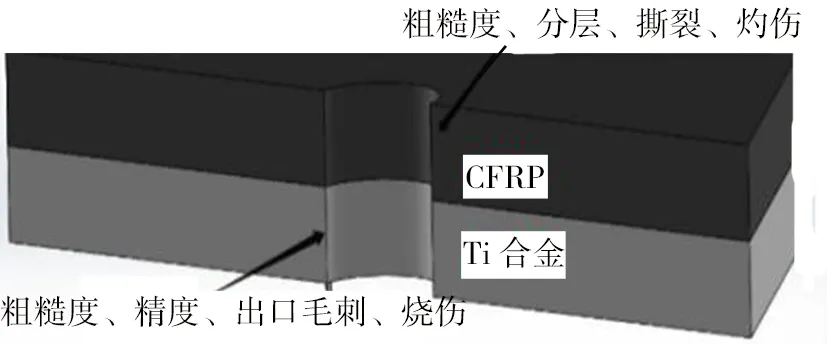
圖1 疊層材料制孔損傷示意圖Fig.1 Schematic diagram of hole making damage in laminated materials
本文基于低頻振動輔助鉆削技術對疊層材料進行工藝實驗,得到最優加工參數,可以有效抑制制孔損傷,提高制孔精度,對航空航天器的實際生產具有一定的指導意義。
1 實驗
1.1 實驗設備
實驗使用VCM-850E 數控加工中心,配合安裝法國MITIS PG8040 振動刀柄(圖2)。刀具采用型號為W6K303WY1100T0 硬質合金長桿鉆頭,雙切削刃,規格:8 mm×26 mm×150 mm,刀具的頂角為115°,螺旋角為25°。測量儀器采用海克斯康三坐標測量儀、VHX-1000三維顯微鏡、粗糙度測量儀。
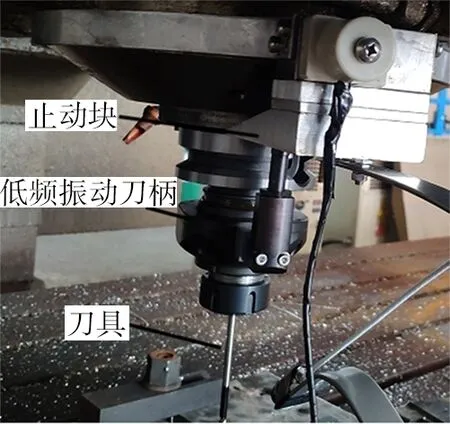
圖2 低頻振動刀柄及安裝Fig.2 Low frequency vibration tool and installation
1.2 材料
疊層材料工件CFRP厚度為2 mm,纖維牌號T300,鋪層順序[0°/45°/-45°/90°],鈦合金板厚度3 mm。
1.3 實驗方案
根據上海交通大學王昌贏[9]進行疊層材料普通鉆削實驗,當鉆入順序為CFRP→Ti 時,加工參數對制孔精度影響非常明顯,當鉆入順序為Ti→CFRP時,加工參數對制孔精度的影響并不明顯。因此本實驗選擇的鉆入順序為CFRP→Ti。實驗分為兩部分,分別是正交實驗與二次優化實驗。
根據低頻振動鉆削加工通常使用的轉速參數,確定正交實驗的轉速為400 r/min,其余參數見表1。每組通過低頻振動鉆削得到10個加工孔,并檢測制孔質量,綜合正交實驗測量結果初步確定一組優化參數。
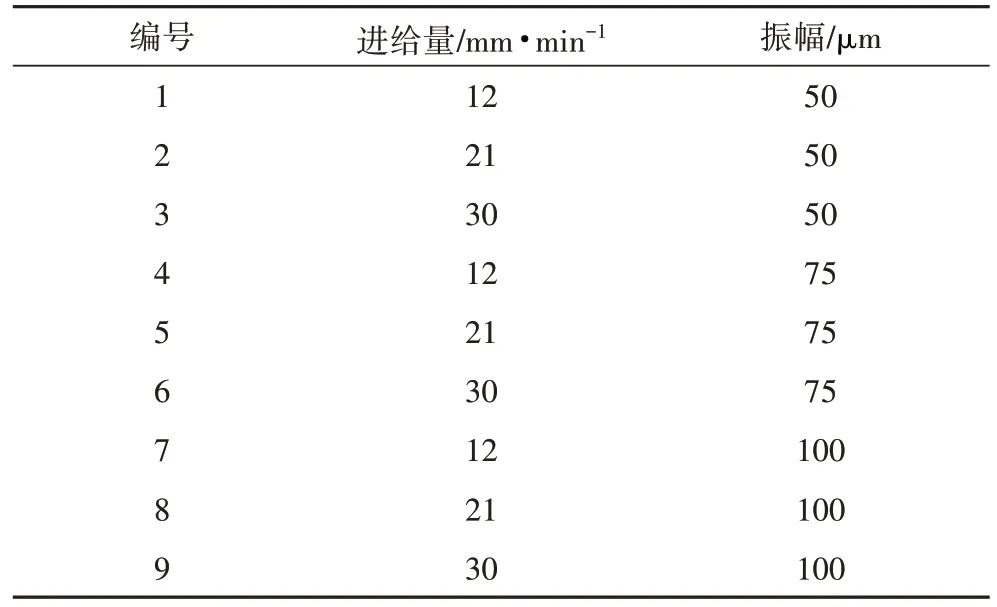
表1 正交實驗參數表Table.1 Orthogonal experiment parameter table
二次優化實驗是基于正交實驗,對初步優化參數進行進一步優化,即在制孔效果較好的參數值附近選擇其他參數再次試驗,得到更精確的優化參數。
2 結果與分析
2.1 正交實驗分析
正交實驗的加工參數下,得到CFRP 復合材料及鈦合金板的加工結果及鈦合金切屑形狀如圖3所示。通過正交實驗,對CFRP 的孔徑誤差與孔壁粗糙度以及鈦合金的孔徑誤差與切屑角度進行測量,鈦合金切屑形狀為扇形,測量標準為扇形角度的大小,測量的結果計算10個孔的平均值,如圖4、圖5所示。
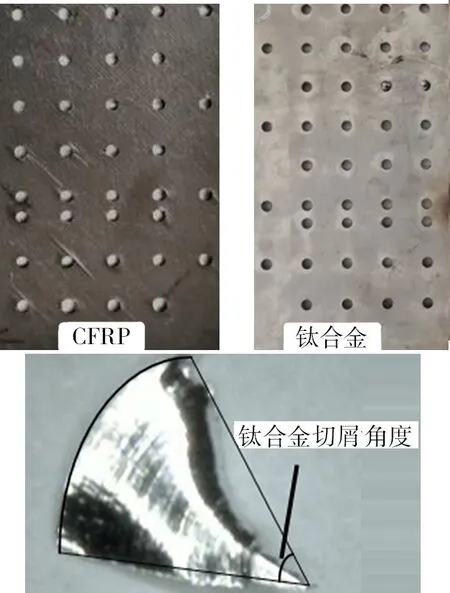
圖3 正交實驗結果及鈦合金切屑角度示意圖Fig.3 Orthogonal experimental results and diagram of titanium alloy chip size
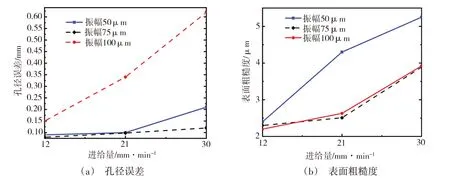
圖4 CFRP制孔質量測量Fig.4 CFRP hole quality measurement
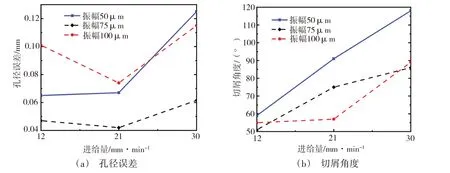
圖5 鈦合金孔徑誤差及切屑角度測量Fig.5 Measurement of hole diameter error and chip angle of titanium alloy
由圖4 可知,CFRP 的孔徑誤差隨進給量的增大逐步增大,使用Pearson 函數對進給量與孔徑精度、表面粗糙度進行相關性分析得到,相關性系數均達到0.9 以上,具有強相關性。分析原因認為,鉆削過程中增大機床每轉進給量會導致軸向鉆削力的增大,增加了刀具與材料的摩擦,加工時的溫度逐漸升高,從而加重了CFRP 孔徑表面的灼燒現象,使復合材料孔徑表面粗糙度與孔徑誤差變大。
對參數分析可得,振幅為50、75 μm 以及進給量為12、21 mm/min 時,CFRP 的孔徑表面粗糙度較小,而在振幅為75 μm 的孔徑誤差較小,加工效果較好。因此得到在振幅為75 μm,進給量為12、21 mm/min時,CFRP取得較好的制孔效果。
由圖5可知,鈦合金的孔徑誤差隨每轉進給量的增大先減小后增大,扇形切屑角度隨進給量的增大而增大,使用Pearson 函數對進給量與鈦合金孔徑誤差、切屑角度進行相關性分析得到,進給量與切屑角度的相關性系數達到0.9以上,具有強相關性。分析原因認為,在鈦合金切屑排出孔外的過程中,尺寸大、溫度高的切屑會對加工孔表面進行二次切削,使鈦合金的孔徑精度受到了一定的影響,但在進給量逐漸增大的過程中,切屑達到了較好的排出角度,減小了二次切削的影響,使孔徑誤差減小。對參數分析可得,在振幅為75 μm、進給量為21 mm/min 時,鈦合金加工質量相對較好。
基于對制孔缺陷的產生機理以及正交實驗的制孔結果分析,綜合考慮CFRP 的孔徑誤差、孔壁粗糙度和鈦合金的孔徑誤差、切屑角度,得出,在振幅為75 μm 以及進給量分別為12 和21 mm/min 時的加工效果相對較好,因此選擇這兩組參數為正交實驗的優化結果,在此結果上進行二次優化實驗。
2.2 二次優化試驗分析
2.2.1 進給量優化試驗
在振幅75 μm、轉速 400 r/min 條件下,進給量優化試驗孔徑誤差如圖6 所示。CFRP 孔壁粗糙度與鈦合金切屑角度如圖7 所示。可知,當進給量為12 mm/min 時,CFRP 的孔徑誤差較小且孔壁粗糙度較低,鈦合金的孔徑誤差與切屑角度也相對較小。因此得到結果,在轉速400 r/min、進給量12 mm/min、振幅75 μm 加工參數下可以取得較好的制孔質量。
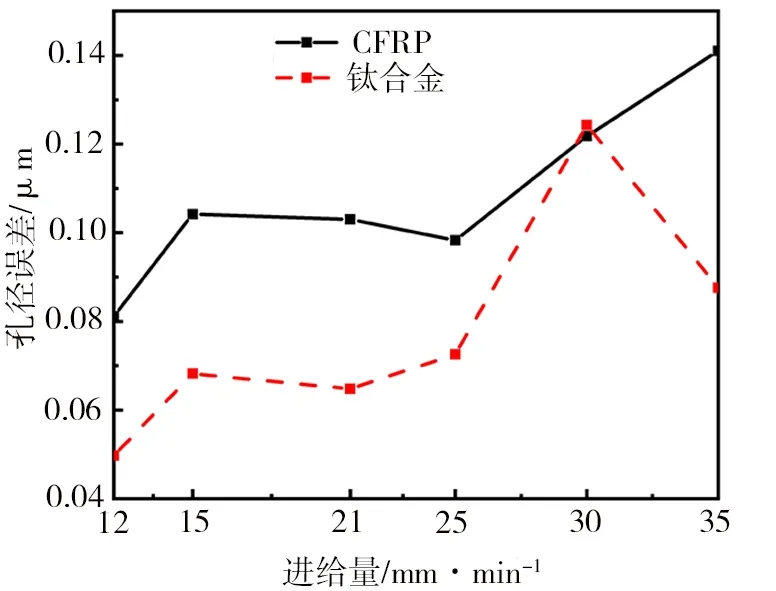
圖6 CFRP與鈦合金孔徑誤差測量Fig.6 Measurement results of aperture error for CFRP and titanium alloys

圖7 CFRP孔壁粗糙度與鈦合金切屑角度測量Fig.7 Measurement results of CFRP hole wall roughness and titanium alloy chip angle
2.2.2 轉速優化試驗
轉速參數的優化基于進給量 21 mm/min 和振幅 75 μm,在初始設定的 400 r/min 轉速附近進行參數優化,得到轉速參數優化試驗結果如圖8、圖9 所示。CFRP 的孔徑誤差、粗糙度隨著轉速的增大先減小后增大,鈦合金孔孔徑誤差與切屑角度也具有相同變化趨勢。

圖8 CFRP與鈦合金孔徑誤差測量Fig.8 Measurement results of aperture error for CFRP and titanium alloys

圖9 CFRP孔壁粗糙度與鈦合金切屑角度測量Fig.9 Measurement results of CFRP hole wall roughness and titanium alloy chip angle
分析原因認為,在加工過程中,主軸轉速增大,鉆削力會有一定程度的減小,減少了刀具與材料之間的摩擦,使孔徑精度有所提升。隨著轉速進一步增大,加工的熱量會不斷聚集,孔徑發生熱損傷,使制孔質量降低。同時,轉速的不斷增加影響了斷屑效果,使扇形切屑角度變大。對參數分析可得,當轉速為500 r/min、進給量21 mm/min、振幅75 μm 時,CFRP 和鈦合金的孔徑精度較高,粗糙度與鈦合金的切屑角度也相對較小,得到較好的加工質量。
3 結論
基于低頻振動輔助鉆削技術,進行了CFRP/Ti疊層材料的鉆孔工藝試驗,主要獲得以下結論:
(1)在不同進給量參數條件下,得到以下兩組最優參數組合:轉速400 r/min、進給量12 mm/min、振幅75 μm;轉速500 r/min、進給量21 mm/min、振幅75 μm。
兩組參數振幅相同,轉速和進給量不同,均可以取得較好的制孔質量。第一組參數的制孔質量稍優于第二組參數,第二組參數轉速和進給量參數較大,可以節約制孔時間,提高制孔效率。
(2)在保持主軸轉速和低頻振動振幅不變時,增大機床每轉進給量,伴隨軸向鉆削力的增大,造成低頻振動鉆削溫度上升,使刀具與材料的摩擦力增大,產生的熱量積聚在加工區域,使材料發生熱損傷,影響制孔質量。此外,在加工鈦合金材料時,扇形切屑角度隨每轉進給量的增加而變大,使振動鉆削的排屑效果下降,進一步影響加工效果。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55