水泥生產中喂煤異常的分解爐出口溫度先進控制
2023-07-19 03:51:10薛美盛謝忻南饒偉浩秦宇海
化工自動化及儀表 2023年3期
薛美盛 謝忻南 饒偉浩 秦宇海
摘 要 水泥生產系統中,分解爐具有大時滯、強干擾特性,常規控制算法難以實現閉環控制。分解爐常出現實際喂煤量與給定喂煤量嚴重不符(喂煤異常)的情況,此時,手動控制效果也很不理想,溫度常常超限。為此,提出一種基于廣義預測控制+動態補償+負荷補償的先進控制算法,可以克服分解爐由于大時滯與喂煤異常帶來的難控問題。該算法在某水泥廠分解爐上已經成功投運,極大地改善了溫度回路的控制品質。
關鍵詞 廣義預測控制 動態補償 喂煤補償 水泥生產 分解爐 溫度
中圖分類號 TP273? ?文獻標識碼 B? ?文章編號 1000?3932(2023)03?0304?06
水泥作為一種重要的經濟建設原材料,其生產過程的節能減排對我國實現“2060年碳中和”目標具有重要意義。2020年,全球水泥工業產量達到4.2 Gt,其中我國占53.84%[1]。在我國政府宏觀政策導向作用的影響下,水泥行業節能減排技術應用推廣加速,并取得了顯著成效[2]。我國水泥產業在預分解窯節能煅燒等領域正在迅速跟進世界先進水平,但仍有相當部分預分解窯依然存在噸熟料能耗偏高、環境負荷嚴重等問題[3]。因此,水泥生產中的分解爐先進控制也成為水泥生產節能領域中的重要課題。
目前,針對分解爐控制問題提出的解決方案中,大多數僅適用于分解爐處于正常工況的情況。在先進控制方面,文獻[4]提出一種基于廣義預測控制的分解爐出口溫度控制算法,有效降低了噸熟料能耗。文獻[5]提出一種基于Elman神經網絡與自適應控制的水泥窯先進控制方案,有效降低了氮氧化物的排放。在生產系統改造方面,文獻[6]通過調整分解爐燃燒器的位置,有效提升了水泥窯產量,降低了煤耗。以上水泥窯節能方案都是針對正常工況,尤其是先進控制方面,在分解爐喂煤異常的情況下無法投運。
本課題針對喂煤異常情況下的分解爐出口溫度控制問題,提出廣義預測控制+動態補償+負荷補償先進控制算法,以降低喂煤異常情況對分解爐出口溫度造成的影響。
1 問題分析
1.1 分解爐喂煤工藝流程簡介
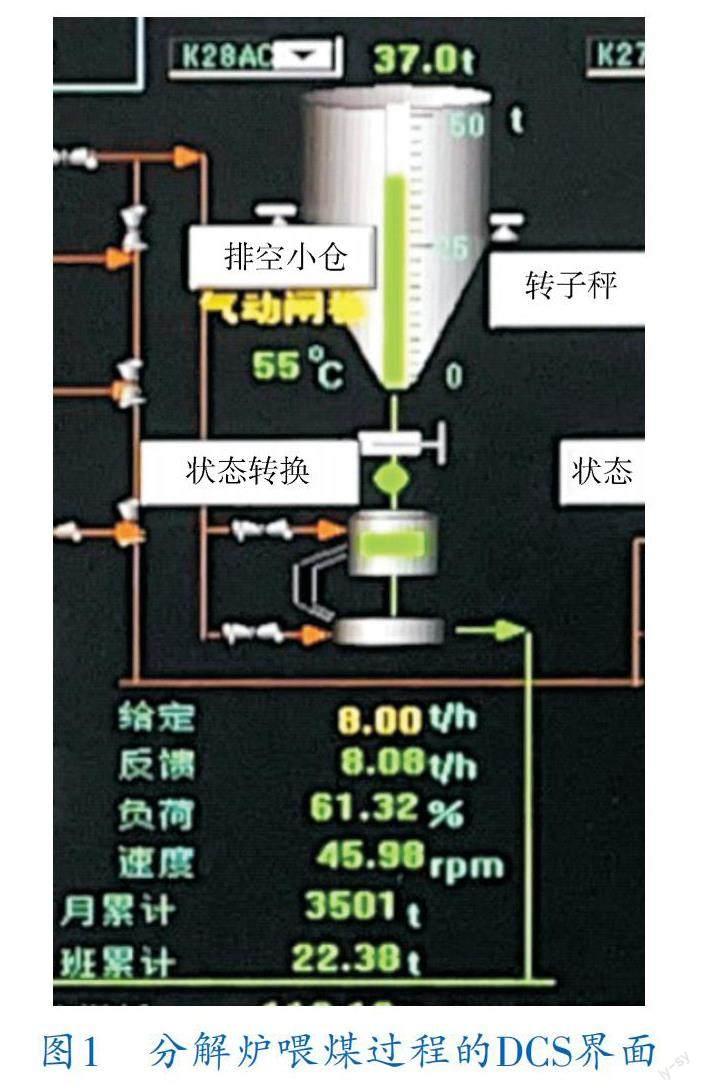
分解爐出口溫度的操作變量是分解爐喂煤量。分解爐喂煤過程的DCS界面如圖1所示。
原煤經煤磨研磨成煤粉后,進入煤倉。煤粉在煤倉中臨時儲存,由煤秤控制喂煤量。煤粉在經過煤秤后會經由轉盤進入分解爐。喂煤的實際數量由煤秤反饋值和轉盤負荷值指示。
1.2 分解爐出口溫度控制問題分析
某水泥分解爐主要存在兩個控制難點:
a. 從喂煤量到分解爐出口溫度存在較大的時間滯后。用手動控制或傳統PID算法難以取得較好的控制效果。
b. 水泥分解爐喂煤煤秤長時間處于異常狀態,這種異常狀態出現的頻率較高,約每20 min出現一次。這種異常狀態的具體表現為:煤秤所給出的喂煤量與實際喂煤量不符,且該煤秤在處于異常情況時不受程序控制。煤秤下方的轉盤負荷可在一定程度上反映喂煤量。正常情況下,喂煤量在7~10 t/h波動,轉盤負荷在70%~85%波動。當煤秤處于異常狀態時,表現為兩種情況,一種是喂煤量突然增大,此時煤秤仍在7~10 t/h波動,但轉盤負荷升至100%以上,如果根據正常情況給定喂煤量定會導致分解爐出口溫度急劇上升,發生危險;另一種是喂煤量突然減小,轉盤負荷降至70%以下,此時分解爐出口溫度急劇下降,導致水泥產品不合格。
針對以上控制難點,本課題提出采用廣義預測控制解決分解爐出口溫度時間滯后大的問題,采用動態補償方法解決由于喂煤異常造成的分解爐出口溫度波動幅度大、波動速度快的問題,采用負荷補償方法根據喂煤量負荷補償解決由于喂煤異常造成的給定喂煤量與實際喂煤量不符的問題。
2 分解爐出口溫度先進控制算法
2.1 廣義預測控制器設計
分解爐出口溫度廣義預測控制器采用廣義預測控制(Generalized Predictive Control,GPC)[7,8]。
采用遞推最小二乘法[9]建立分解爐出口溫度與喂煤量的差分方程模型。分解爐出口溫度與喂煤量的差分方程模型為:
y(k)=-0.9931y(k-1)+0.2614u(k-150)(1)
式中 u(k-150)——150個控制周期前喂煤量,t/h;
y(k)——當前控制周期分解爐出口溫度,? ℃;
y(k-1)——上一控制周期分解爐出口?溫度,℃。
控制周期為1 s,150個控制周期的滯后由真實數據建模所得。
2.2 動態補償
由于分解爐喂煤異常,分解爐工況非常惡劣,溫度波動很大。在這種情況下,由于廣義預測控制抗干擾能力較差,且喂煤異常導致模型失配加重,采用與正常工況相同的控制策略無法得到好的控制效果。因此,在廣義預測控制算法的基礎上,針對分解爐出口溫度波動較大的情況進行動態補償。
動態補償主要應對分解爐出口溫度波動速度較快的情況。首先需要判斷分解爐出口溫度的變化趨勢和變化速度。判斷溫度變化趨勢遵循以下邏輯:
if(y(k)>y(k-d))
&(y(k-d)>y(k-2d))
&(y(k-2d)>y(k-3d))
then flag=1
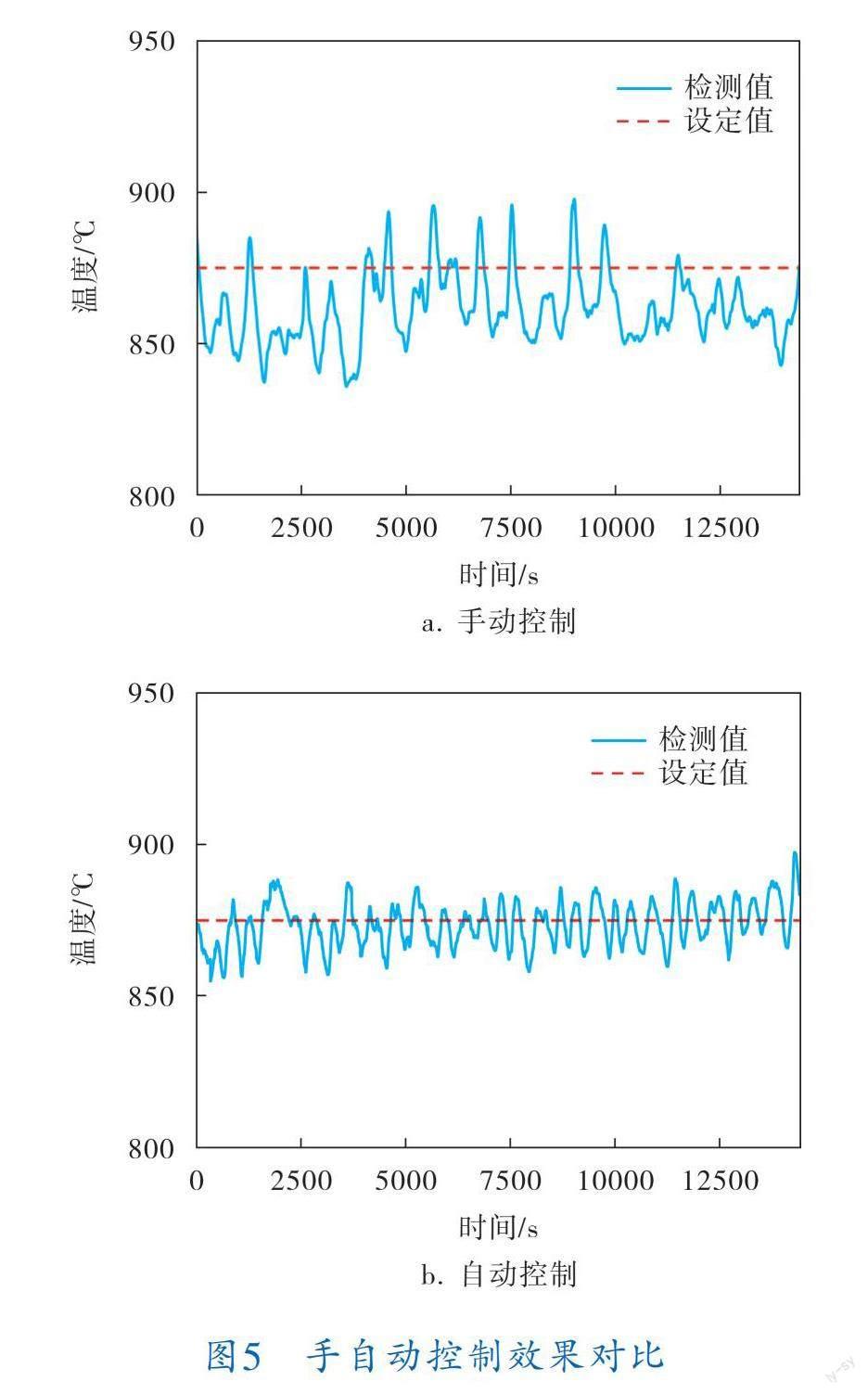
else if(y(k) &(y(k-d) &(y(k-2d) then flag=2 else flag=0 其中,flag為分解爐出口溫度趨勢標志,分解爐出口溫度連續上升時flag=1,分解爐出口溫度連續下降時flag=2,分解爐出口溫度無明顯上升或下降趨勢時flag=0;d為判斷步數,取d=3。 分解爐出口溫度變化的速度Δy(k)的計算式為: 分解爐出口溫度動態補償遵循以下邏輯(表1): a. 當分解爐出口溫度連續上升時,判斷分解爐出口溫度偏差。 b. 當偏差為正且偏差較大時,應快速減少喂煤量,迅速遏制溫度上升趨勢。 c. 當偏差為正且偏差較小時,應慢速減少喂煤量,使溫度不再上升。此時不能快速減煤,否則易造成溫度快速下降。 d. 當偏差為負且偏差較大時,應慢速增加喂煤量。此時由于溫度在回升,不宜快速增加喂煤量,否則可能導致溫度回升過快。 e. 當偏差為負且偏差較小時,不補償,此時溫度在逐漸回升至設定值,且偏差較小。 f. 當分解爐出口溫度連續下降時,判斷分解爐出口溫度偏差。 g. 當偏差為正且偏差較大時,應緩慢減少喂煤量,使溫度回落至設定值。 h. 當偏差為正且偏差較小時,不補償,此時溫度在逐漸回落至設定值,且偏差較小。 i. 當偏差為負且偏差較大時,應快速增加喂煤量,使溫度不再下降。 j. 當偏差為負且偏差較小時,應慢速增加喂煤量。 分解爐喂煤補償量計算式為: 2.3 負荷補償 在廣義預測控制算法和動態補償的基礎上,針對喂煤異常的情況,利用可以反映真實喂煤量的轉盤負荷進行負荷補償。 負荷補償的整體思路為:在廣義預測控制加動態補償計算所得的喂煤量的基礎上,轉盤負荷較高時減小喂煤量,轉盤負荷較低時增加喂煤量。 負荷補償有減煤補償與增煤補償兩種計算方法。 減煤補償應對轉盤負荷突然增加的情況。負荷突然增加時,需要快速減少喂煤量,否則會造成分解爐出口溫度急劇上升,但是當負荷增加到一定程度后需要降低減煤速度以防止喂煤量低于危險下限。因此,減煤補償采用與轉盤負荷反比例函數有關的計算公式。減煤補償計算式為: 增煤補償應對在負荷突然增加,經過減煤補償后負荷開始降低的情況,此時需要增加喂煤量,以防止由于喂煤量減少且負荷下降造成分解爐出口溫度急劇下降的情況。同時,增加喂煤量的速度應較為緩慢,以防止快速增煤導致負荷再次升高。因此,增煤補償采用與轉盤負荷一次函數有關的計算式。增煤補償計算式為: 其中,γ為增煤補償系數,取較低數值以降低增煤速度;α為負荷補償控制數,當α=90時,即表示轉盤負荷小于90%時,喂煤量向上補償。 3 分解爐先進控制系統 3.1 先進控制系統實現 分解爐出口溫度先進控制系統通過OPC協議與現場DCS連接,實現對現場工藝數據的采集與控制數據的寫入。 分解爐出口溫度先進控制系統的控制界面如圖2所示。左側為分解爐出口溫度檢測值與設定值,現場工作人員通過滑條設置分解爐出口溫度設定值。右側為喂煤量檢測值、喂煤量設定值與喂煤量負荷值,現場工作人員可以實時監測喂煤量設定值。下方為分解爐出口溫度自動控制開關與喂煤負荷補償開關,現場工作人員可以根據喂煤是否異常決定喂煤負荷補償是否開啟。 3.2 先進控制系統控制算法實施 某水泥廠分解爐出口溫度廣義預測控制+動態補償+負荷補償先進控制算法的整體控制結構框圖如圖3所示。 主回路為廣義預測控制回路。本課題所設計的廣義預測控制器參數為:采樣周期Ts=1 s,控制周期Tc=1 s,預測前景P=80,控制前景Pu=20,柔化因子α=0.988,階梯因子β=1,控制量權重因子λ=4500,控制器單個控制周期變化量ΔU=0.05。當分解爐出口溫度偏差過大時(|e(k)|>5)需要增強控制器作用,使被控量快速回到設定值,調整階梯式廣義預測控制器參數α=0.985,λ=3800。 當啟用負荷補償時,說明分解爐處于不穩定狀態,應加大控制器單個控制周期變化量ΔU=0.1。分解爐出口溫度動態補償參數設置見表2。 趨勢標志flag與溫度偏差e(k)為判斷當前動態狀態的變量。例如,當前分解爐出口溫度連續上升flag=1,且溫度偏差為正大偏差e(k)>+3,即設置動態補償系數k=8.0。分解爐出口溫度動態補償溫度系數根據實際情況設置為k=0.01。 負荷補償參數設置見表3。先進控制系統根據分解爐出口溫度偏差決定補償模式。當分解爐出口溫度大于設定值且轉盤負荷大于80%時,為減煤補償。當分解爐出口溫度偏差小于-3 ℃時為增煤補償。先進控制系統根據轉盤負荷決定補償的控制參數。 4 分解爐先進控制系統投運效果 4.1 負荷補償投運效果 負荷補償投運效果如圖4所示,可以看出,在約400 s的位置,喂煤量在煤秤出現異常時進入負荷補償。此時,負荷快速上升,負荷補償進入減煤補償模式,喂煤量快速下降至下限。喂煤量減少至下限后可以防止因喂煤異常導致分解爐出口溫度過高。在約900 s的位置,分解爐出口溫度下降且轉盤負荷下降,此時進入增煤補償模式,防止分解爐出口溫度快速下降。 4.2 系統整體投運效果 在某水泥廠投運分解爐出口溫度先進控制算法,與手動控制進行對比,結果如圖5所示,每種控制算法采集投運4 h的數據。從圖5可以看出,手動控制的最大誤差39.18 ℃,算得絕對誤差積分226 774,分解爐出口溫度標準差11.69;自動控制的最大誤差22.67 ℃,算得絕對誤差積分90 756,分解爐出口溫度標準差7.56。 由先進控制系統投用前后的對比分析結果可知,采用廣義預測控制+動態補償+負荷補償的控制效果明顯優于手動控制。 5 結束語 本課題以某水泥廠為背景,針對水泥生產過程中喂煤異常時分解爐出口溫度的控制問題,提出廣義預測控制+動態補償+負荷補償的先進控制算法,并在水泥廠分解爐上成功投用。解決了在分解爐煤秤異常情況下的溫度控制問題,使分解爐出口溫度可以長時間運行于自動控制模式。 本課題提出的負荷補償方法僅適用于喂煤異常的情況。如果在煤秤正常的情況下使用該方法會造成喂煤量波動較大,反而不利于分解爐出口溫度的控制。所提動態補償方法的應用場景不限于溫度波動較大的分解爐出口溫度,在水泥廠篦冷機篦下壓力的控制中也取得了良好效果。 參 考 文 獻 [1]? ?付立娟,楊勇,盧靜華.水泥工業碳達峰與碳中和前景分析[J].中國建材科技,2021,30(4):80-84. [2]? ?陳元順.淺析中國水泥行業發展[J].中國建材,2021(9):122-124. [3]? ?董劍,王迪,陳施華,等.我國水泥工業產能及能耗現狀淺析[J].新世紀水泥導報,2016,22(2):1-6;93. [4]? ?薛美盛,王一豐,秦宇海.水泥熟料煅燒過程先進控制系統的設計與實現[J].化工自動化及儀表,2020,47(2):103-109;130. [5]? ?崔洪坤,蔡業堃,劉國華.水泥窯低氮煅燒自適應控制系統的設計與研發[J].新世紀水泥導報,2021,27(2):24-29. [6]? ?張小龍,趙思鑫,閆永強.2 500 t/d水泥生產線的節能改造[J].水泥技術,2021(2):93-96. [7]? ?CLARKE D W,MOHTADI C,TUFFS P S.Generalized Predictive Control?Part Ⅰ.The Basic Algorithm[J].Automatica,1987,23(2):137-148. [8]? ?CLARKE D W,MOHTADI C,TUFFS P S.Generalized Predictive Control?Part Ⅱ.Extensions and Interpretat?ions[J].Automatica,1987,23(2):149-160. [9]? ?朱豫才.過程控制的多變量系統辨識[M].長沙:國防科技大學出版社,2005:133-135. (收稿日期:2022-04-20,修回日期:2022-12-29) Advanced Control over Calciner Exit Temperature in?Abnormal Coal Feeding in Cement Production XUE Mei?sheng1, XIE Xin?nan1, RAO Wei?hao1, QIN Yu?hai2 (1. Dept. of Automation of School of Information Science and Technology, University of Science?and Technology of China; 2. Jiangsu Panvieo Energy Saving Technology Co., Ltd.) Abstract? ?In the cement production system, large time delay and strong interference characterize the calciner and conventional control algorithms is difficult to achieve closed?loop control. The actual coal feeding amount which seriously inconsistent with the given coal feeding amount (coal feeding is abnormal) often troubles the calciner. At this time, the control quality of manual control is unsatisfactory and the temperature of the calciner often exceeds the limit. In this paper, an advanced control algorithm based on generalized predictive control and dynamic compensation and coal feeding compensation was proposed, which can overcome the control problems caused by the large time delay and abnormal coal feeding in the calciner temperature control. This algorithms successful operation in a calciner greatly improves the control quality. Key words? ?generalized predictive control, dynamic compensation, coal feeding compensation, cement production, calciner, temperature