基于Anybus X?gateway網關搭建三菱FX5U PLC與KUKA機器人網絡
2023-07-19 09:04:12劉思遠
化工自動化及儀表 2023年3期
摘 要 闡述在某智能制造產線上通過Anybus X?gateway網關實現三菱FX5U PLC和KUKA機器人互聯的過程,包括硬件連接和參數配置,為自動化現場設備其他方式互聯的實現提供參考。
關鍵詞 數據交互 Anybus X?gateway CC?Link網絡 EtherCAT網絡
中圖分類號 TP273? ?文獻標識碼 B? ?文章編號 1000?3932(2023)03?0343?05
作者簡介:劉思遠(1984-),講師,從事PLC、變頻器和伺服技術的系統設計與應用研究,190133384@qq.com。
引用本文:劉思遠.基于Anybus X?gateway網關搭建三菱FX5U PLC與KUKA機器人網絡[J].化工自動化及儀表,2023,50(3):343-347.
工業物聯網和工業4.0已成為自動化領域不可逆轉的趨勢,這也使得工業現場越來越多的設備需要實現互聯,不同工業網絡之間也要實現通信連接。現場總線、工業以太網和無線網絡是現場設備實現互聯的主要橋梁。
HMS公司于1995年提出的Anybus產品概念——一種可接入任何網絡的接口卡,可以解決系統集成過程中眾多標準從站產品的接入問題[1]。Anybus X?gateway是網絡到網絡的網關,可實現CC?Link和EtherCAT兩個網絡之間的無縫內部連接,主要功能是在兩個網絡之間快速傳輸循環I/O數據。該網關在兩個網絡上都作為從站。數據傳輸是完全透明的,每個方向擁有最大數據容量512 Byte。該網關作為具有獨立功能的子系統,通過原網絡協議與控制系統進行通信,使工業現場設備能夠交流和共享信息。
某智能制造產線的一個工作站采用FX5U PLC作為控制器、KUKA機器人作為工件的搬運機構,為了實現兩種不同接口協議的三菱PLC和KUKA機器人的數據交互,選取HMS公司的新型網關Anybus X?gateway予以實現。
1 研究背景
1.1 系統介紹
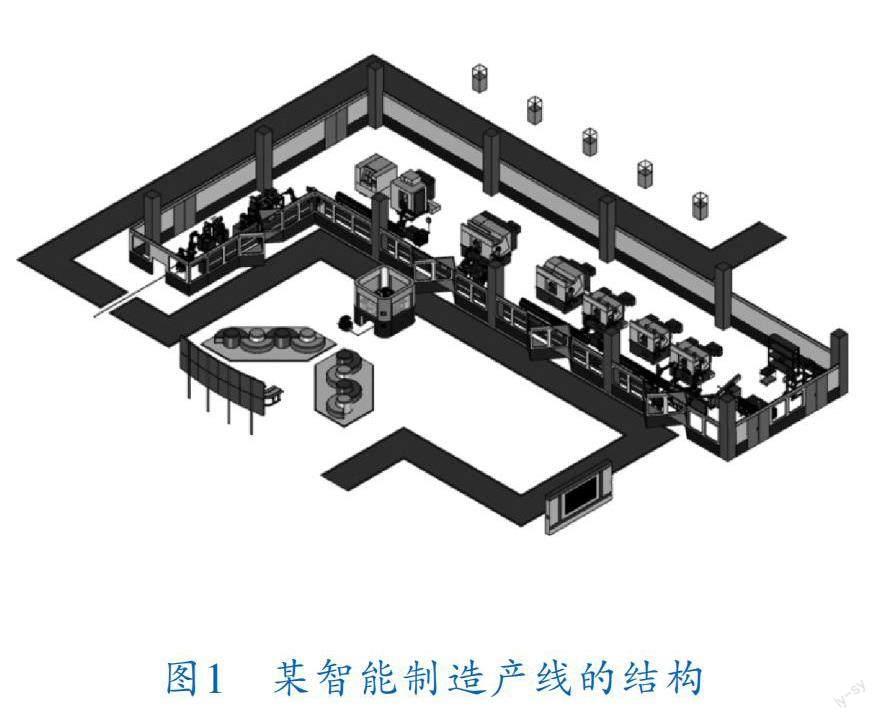
某智能制造產線的結構如圖1所示,該產線由15個工作站組成,可以實現3大類別13種型號產品由原材料到成品入庫的完整加工過程。生產流程為:MES下單→全體控制站領取并下發生產計劃→原料切斷、洗凈→生產加工、刻印→產品檢測→AGV小車運輸入庫等。同時,該產線還有嚴格的安全防護措施來保證各個工作站的正常運行。
1.2 工作站硬件說明
1.2.1 工作站機械結構
產線上第11號工作站的結構如圖2所示,工作站主要由卡環壓入區、軸承暫存區、工件送入區、電氣控制柜及KUKA機器人等部分組成。主要在本站FX5U PLC的控制下,通過KUKA機器人的搬運,實現工件、卡環和軸承的組裝與檢測過程(圖3)。
1.2.2 工作站主要電氣部分
該工作站中主要選用的電氣部件、軟件及其型號見表1。控制器PLC選用三菱FX5U系列,配有通信模塊FX5?CCLIEF,與產線上的主站實現CC?Link IE Field通信,通過FX5?CCL?MS模塊與KUKA機器人和其他執行機構實現CC?Link通信。機器人選用KUKA的KR6系列小型六軸機器人,負載為6 kg,控制器為KR6 C4。
2 工作站網絡結構
在工作站中,利用Anybus X?gateway網關搭建的網絡結構如圖4所示。Anybus X?gateway實現了PLC側CC?Link網絡和KUKA機器人側EtherCAT網絡的無縫連接,Anybus X?gateway網關在兩個網絡上都作為從站存在。
將網關、機器人、PLC用網線通過硬件連接后,需要在每個硬件的軟件平臺上分別進行配置才能完成網絡的搭建。
3 網絡搭建
網絡的搭建主要有以下3個步驟:
a. 利用Anybus Config Manager X?gateway進行網關的配置;
b. 在work visual 4.0中進行網關接入KUKA機器人的配置;
c. 在GX?WORKS3中進行網關接入FX5U PLC的配置。
3.1 網關配置
給Anybus X?gateway供24 V電源后,即可在電腦上運行Anybus Config Manager X?gateway軟件,利用USB線纜對網關進行相應的配置。需要設置CC?Link網絡和EtherCAT網絡的參數,如圖5所示。設置完成后,將配置下載到網關即可。
3.2 KUKA機器人硬件和參數配置
該工作站選用的機器人控制器為KR6 C4 compact,此型號的控制器可以采用PROFINET、PROFIBUS、DeviceNet、Ethernet及EtherCAT等多種現場總線。
3.2.1 KUKA機器人側通信接口
工作站中,KUKA機器人的控制器側選用的是X65通信接口(圖6),它是機器人控制系統之外的EtherCAT從屬設備連接接口。
3.2.2 將網關接入KUKA機器人
運行work visual 4.0軟件,先將網關的ESI描述文件導入其中,然后通過選擇KUKA外接信號(KUKA Extension Bus(sys?x44))將網關模塊添加進去(圖7),最后建立網關和機器人側I/O地址的映射關系。
需要說明的是,由于KUKA機器人的I/O地址單元是BOOL型,網關I/O地址單元是USINT型,因此需要把機器人的8個BOOL單元組合成1個USINT單元來進行I/O映射。
3.3 FX5U PLC硬件和參數配置
3.3.1 PLC側通信接口
工作站中,控制器的模塊配置如圖8所示,控制器通過模塊FX5?CCL?MS與KUKA機器人通信。FX5?CCL?MS是作為CC?Link系統的主站或智能模塊站而動作的智能功能模塊,通過在主站中使用主站·智能設備站模塊,能夠以FX5U CPU模塊構建CC?Link系統。在此系統中設置機器人站號為6,占用了3個站。
3.3.2 配置PLC側CC?Link網絡參數
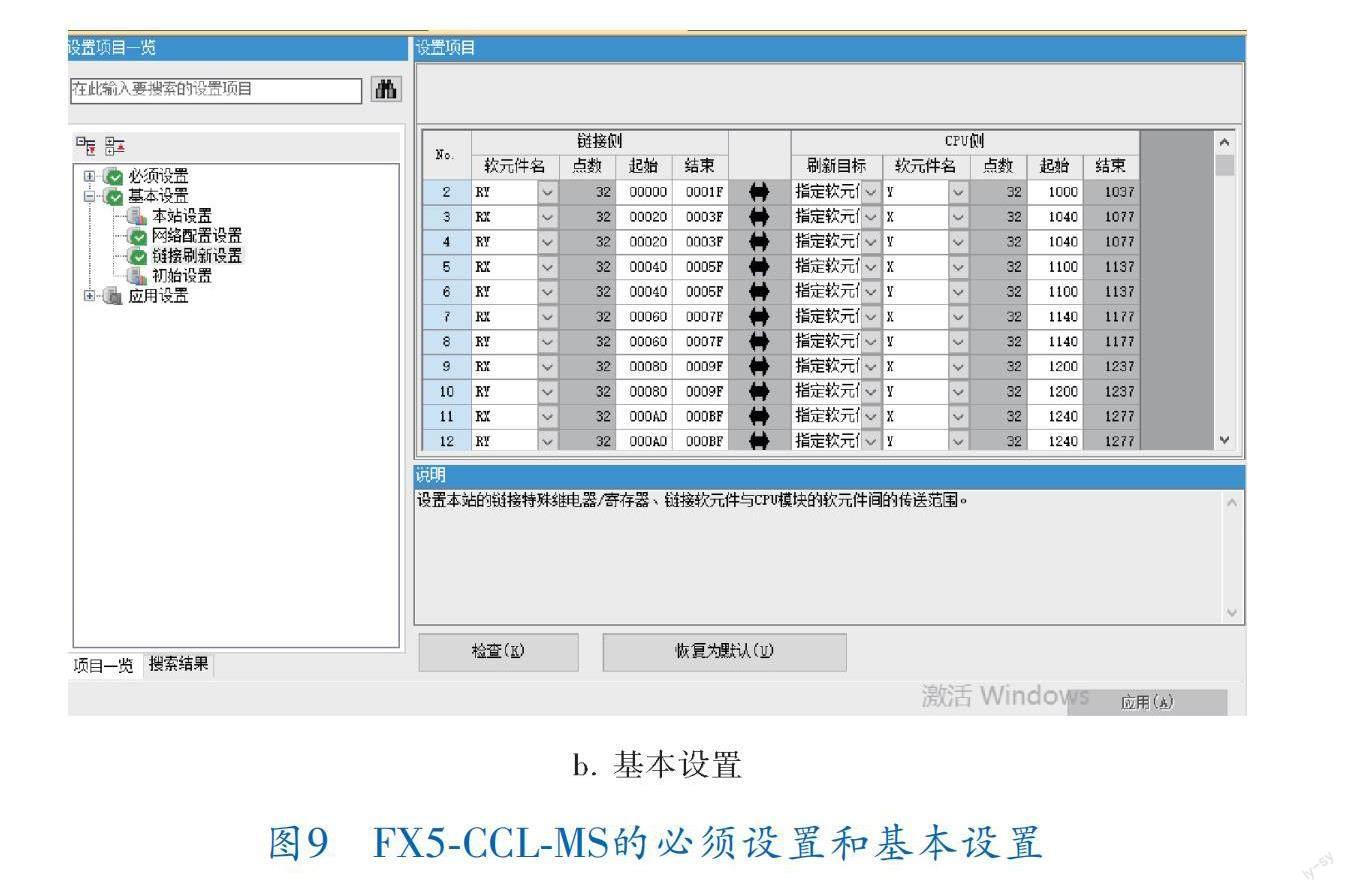
在軟件GX?WORKS3中對FX5?CCL?MS進行必須設置和基本設置。必須設置包括站類型、模式及傳送速度等,基本設置包括CC?Link配置和鏈接刷新設置,如圖9所示。設置完成后,需要將項目下載到PLC中。
4 仿真驗證
完成了上述設置后,在GX?WORKS3打開軟元件監視界面,設置起始地址為X1241,在KUKA機器人的操作面板上設置輸出端18信號有效,并發送數據。此時,可以看到X1241信號已經得電,證明PLC與KUKA機器人通信成功(圖10)。
5 結束語
多種工業網絡標準共存是短時間內難以改變的事實,這就要求相關技術人員具備高效互聯的能力。筆者搭建了一種利用Anybus X?gateway網關實現兩種工業現場廣泛被使用的以太網協議進行通信的網絡結構,通過在控制器上的仿真,驗證了該網絡的可行性。Anybus X?gateway網關可縮短開發周期,具有較強的推廣應用價值。
參 考 文 獻
[1] 李正軍,李瀟然.現場總線與工業以太網[M].北京:中國電力出版社,2018.
(收稿日期:2022-07-12,修回日期:2022-10-13)
Constructing the Network between FX5U PLC and KUKA Robot Based on Anybus X?gateway
LIU Si?yuan
(Suzhou Vocational Technical School )
Abstract? ?Realizing the interconnection between FX5U PLC and KUKA robot based on Anybus X?gateway on an intelligent manufacturing production line was expounded, including hardware connection and parameter configuration to provide reference for other ways of interconnection of the auto?equipment.
Key words? data interaction, Anybus X?gateway, CC?Link network, EtherCAT network