基于前饋-廣義預測控制的篦冷機先進控制
2023-08-01 12:33:13薛美盛謝忻南饒偉浩秦宇海
化工自動化及儀表 2023年2期
薛美盛 謝忻南 饒偉浩 秦宇海
摘 要 水泥生產系統中,篦冷機具有多變量、大時間滯后、強干擾的特性,基本無法采用常規控制器實現自動控制,且手動控制效果常常不理想,因此提出一種基于前饋-廣義預測控制的篦冷機先進控制方法。采用篦冷機固定板風機電流作為前饋量,可以克服篦冷機篦下壓力較難控制的問題。該算法已經在某水泥廠篦冷機上成功實現并投運,極大地改善了控制品質。
關鍵詞 廣義預測控制 水泥生產 篦冷機 篦下壓力 前饋控制
中圖分類號 TP273? ?文獻標識碼 A? ?文章編號 1000?3932(2023)02?0152?07
水泥是重要的基礎原材料,在經濟建設中具有不可替代的作用。改革開放以來我國的水泥工業得到了快速發展,水泥年產量由1978年的0.6億噸,增長至2020年的24億噸[1]。同時,2021年1~5月全國規模以上水泥產量9.2億噸,同比增長19.2%,1~5月累計產量繼續保持近五年較高水
平[2]。水泥生產燒成系統設備主要由預熱器、分解爐、回轉窯與篦冷機組成,其中篦冷機作為余熱回收的主要設備,對整個生產過程的節能減排起主導作用。目前,我國大多數水泥生產企業采用DCS對整個水泥生產過程進行控制[3]。但是由于水泥生產過程具有多變量、強耦合、大滯后的特點,多數水泥生產設備仍采用手動控制,且控制效果不佳。
針對存在大時間滯后的工業過程,已經發展出許多種類不同的預測控制算法。ROUHANI R和MEHRA R K提出以沖激響應模型為基礎的模型控制算法(Model Algorithmic Control,MAC)[4],CUTLER C R和RAMAKER B L提出以階躍響應模型為基礎的動態矩陣控制算法(Dynamic Matrix Control,DMC)[5],這些算法在石油化工領域成功應用[6]。基于離散時間模型的預測控制算法以CLARKE D W等提出的廣義預測控制(Generalized Predictive Control,GPC)[7,8]為代表。
針對水泥生產中篦冷機的控制問題,喬景慧等提出一種基于案例推理的熟料冷卻過程智能控制系統與基于模糊規則推理的前饋補償模型[9],該方法無法很好地處理篦冷機中料層厚度對篦冷機壓力的影響。劉浩然等提出一種基于分類優化貝葉斯結構算法的篦冷機參數狀態分析算法[10],使用生料量等工藝變量預測篦下壓力,從而實現對篦下壓力的控制。薛美盛等提出一種基于PID與超馳控制的篦下壓力控制方法[11],實現了篦冷機的先進控制,但忽略了大時間滯后的影響。
筆者針對水泥生產中篦冷機篦下壓力的控制問題,提出一種基于前饋-廣義預測控制的先進控制算法,以降低篦冷機對象大時間滯后與料層厚度擾動對篦下壓力的影響。算法實施后,對比手動控制、PID控制與純廣義預測控制,篦冷機壓力回路的控制品質提升顯著。
1 問題分析
1.1 篦冷機工藝流程簡介
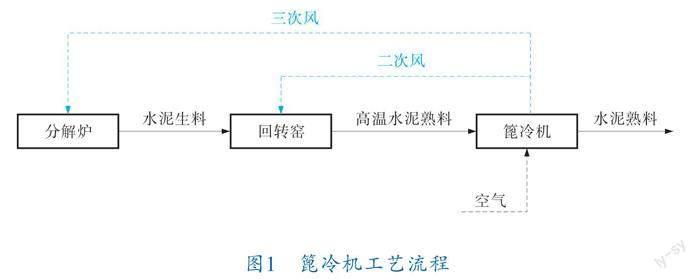
某水泥廠設計日產2 500 t水泥熟料,采用第3代半篦冷機。篦冷機主要作用是對高溫水泥熟料進行冷卻。水泥熟料在回轉窯中完成煅燒后進入篦冷機,在篦冷機中冷卻形成固體。同時,利用水泥熟料的余熱與空氣進行熱交換,二次風進入回轉窯助燃,三次風進入分解爐助燃。篦冷機工藝流程如圖1所示。
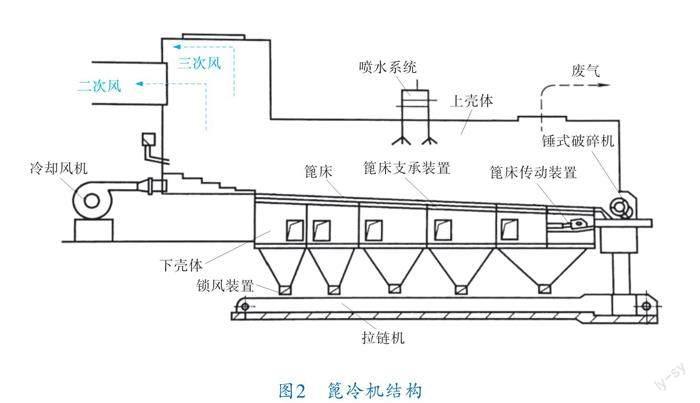
現場篦冷機(圖2[12])由篦上區與篦下區組成,篦上區與篦下區由篦床分隔開。冷風由風機通過篦下區進入篦冷機,通過篦床時對水泥熟料進行冷卻,變為高溫熱風并進入篦上區。高溫熱風經由篦上區進入回轉窯與分解爐,從而完成對高溫水泥熟料余熱的回收。篦床由固定板與活動板構成,高溫水泥熟料首先落入固定板,然后經過活動板。水泥熟料經過活動板時,活動框架在篦床上做往復運動推動水泥熟料向前運動,活動框架的運動速度稱為篦速。整個篦冷機分為3段,水泥熟料在每段篦冷機的冷卻過程如圖1所示。經由二段、三段吹出的熱風稱為二次風、三次風。
篦冷機控制主要涉及以下工藝參數:料層厚度、篦下壓力、二次風溫、篦速、固定板G15風機電流。其中篦下壓力與G15風機電流是表征料層厚度的變量。篦下壓力與料層厚度為正相關。G15風機為固定板下的引風機,該風機為離心式風機,負荷越大,電流越小,因此G15風機電流與料層厚度為負相關。料層過厚時,篦下壓力過高,空氣熱交換效率低,不利于余熱回收,影響節能效果。料層過薄時,出料溫度過高導致水泥質量下降。因此,可以通過控制篦下壓力與G15風機電流將料層厚度控制在理想范圍內。將篦下壓力控制在7.5 kPa可以保證料層厚度穩定,篦下壓力的大小由篦速控制。篦速代表了篦冷機推料的速度,轉速越大,推料越快,料層越薄,篦下壓力越小,反之越大。將G15風機電流控制在260~280 A保證料量的穩定,避免出現堆料與推空的情況。
1.2 篦冷機控制的難點
從篦速到篦下壓力的模型存在較大滯后,如果采用手動控制,現場工作人員需要不斷地調整篦速設定值,且會出現較大的偏差。某水泥廠篦下壓力控制指標為7.5 kPa,采用手動控制壓力常常會升到9.0 kPa。采用PID控制會出現Bang?Bang控制的效果,即如果篦下壓力高于設定值,篦速會升至安全值上限,直到篦下壓力開始下降,一旦篦下壓力下降到設定值以下,篦速會降至安全值下限,如此不斷循環。針對這種情況,筆者決定采用廣義預測控制解決被控對象時間滯后較大的問題。
篦冷機中篦下壓力存在較大擾動,主要體現為垮窯皮,即從回轉窯突然落下一塊體積很大的水泥熟料,此時這塊熟料還未進入活動板,因此篦下壓力還未受到影響。如果仍根據篦下壓力控制篦速,會導致這塊料進入活動板時堆料,造成篦下壓力過高。如果此時提高篦速,有可能導致固定板推空,導致后面料層過薄。針對這種情況,筆者在廣義預測控制的基礎上,采用可以指示固定板料層厚度的G15風機電流作為前饋量,解決由于垮窯皮造成的料層過厚或過薄的問題。
2 前饋-廣義預測控制算法
2.1 廣義預測控制器設計
采用遞推最小二乘法[13]建立篦下壓力與篦速的差分方程模型。由于廣義預測控制算法需要對高維矩陣進行求逆,所需計算量較為龐大,因此采用階梯式廣義預測控制算法[14]以降低計算量。
篦冷機篦下壓力與篦速的差分方程模型為:
y(k)=-0.9955y(k-1)-0.0027u(k-250)
其中,y(k)為當前控制周期篦下壓力(kPa);y(k-1)為上一控制周期篦下壓力(kPa);u(k-250)為前250控制周期篦速(r/min),控制周期為1 s,前250控制周期的滯后由真實數據建模所得。
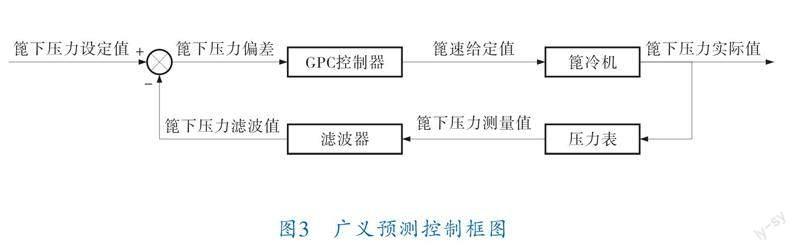
廣義預測控制的結構框圖如圖3所示。
2.2 前饋-廣義預測控制
將可以表征料層厚度的G15風機電流作為前饋量,根據某水泥廠現場實際條件,G15風機電流在270 A時表示料層厚度處于最佳值;G15風機電流在260~280 A時,料層厚度處于較為合適的范圍;當G15風機電流大于280 A時,表示料層過薄,應降低篦速;當G15風機電流小于260 A時,表示料層過厚,應提高篦速。由于G15風機電流存在一定噪聲,先對其進行濾波,采用均值濾波,將當前時間前20個采樣周期的電流值進行均值濾波。同時,判斷電流的變化趨勢:將連續3個采樣點和與之間隔3 s的另外連續3個采樣點做差,若其值均大于0或小于0,則判斷變化趨勢為上升或下降。
前饋控制器的補償邏輯為:當G15風機電流偏離270 A時,如果在270~275 A,且還在上升,說明料量較少,且料量仍在減少,此時應小幅降低篦速;當G15風機電流在275~280 A,且還在上升,說明料量較少,且料量仍在減少,270~275 A區間內的補償不足,此時應以更大幅度降低篦速;當G15風機電流在280 A以上時,說明料量已經非常少,有推空的危險,此時應以最大幅度降低篦速,直到降為下限。當G15風機電流在265~270 A,且還在下降,說明料量較多,且料量仍在增加,此時應小幅提高篦速;當G15風機電流在260~265 A,且還在下降,說明料量較多,且料量仍在增加,且265~270 A區間內的補償不足,此時應以更大幅度提高篦速;當G15風機電流在260 A以下時,說明料量非常多,會發生垮窯皮的情況,此時應以最大幅度提高篦速,將大量的水泥熟料快速向前推。前饋-廣義預測控制框圖如圖4所示。
在GPC控制量的基礎上,根據以上邏輯對G15風機電流進行前饋補償。不滿足條件時,如電流在270~275 A,但電流沒有增加趨勢,說明料量雖然較少,但是在慢慢回升,此時不需要補償,按照GPC給出的控制量即可。
3 前饋-廣義預測控制系統的實現
3.1 先進控制系統通信結構
筆者設計的篦冷機先進控制系統布署在一臺先進控制服務器上,先進控制服務器與現場DCS通過局域網連接,基于OPC協議實現通信。先進控制系統通信結構如圖5所示。
篦冷機先進控制系統通過OPC接口與現場DCS實現數據的讀取與寫入,采集現場工藝數據,經先進控制算法計算后,將控制量寫入現場DCS。篦冷機先進控制系統通過控制界面實現與現場工作人員的交互,現場工作人員可以通過控制界面實時監測關鍵數據,并通過控制界面設置先進控制算法的投運與否、被控工藝變量的給定值以及各個控制量的上下限。
3.2 先進控制系統界面
篦冷機先進控制系統的控制界面如圖6所示。左側為一段篦冷機的控制參數,包含篦速給定值(r/min)、篦下壓力檢測值與設定值(kPa),現場工作人員可以根據現場工況調整篦下壓力的設定值。右側為固定板G15風機電流(A)、二段篦速給定值(r/min)、一/二段篦速差值設定。打開/關閉開關可以單獨設定二段篦冷機是否自動控制。二段篦冷機篦速通常需要與一段篦冷機篦速保持一定的差值,因此僅需要設置差值,現場工作人員可以根據現場工況調整一/二段篦冷機篦速差值。
3.3 先進控制系統控制算法實施
筆者設計的前饋-廣義預測控制器參數如下:采樣周期T=1 s,控制周期T=1 s,預測前景P=80,控制前景P=20,柔化因子α=0.978,階梯因子β=1,控制量權重因子λ=5,控制器單個控制周期變化量ΔU=0.2。當篦下壓力偏差過大時(|e(t)|>0.2 kPa)需要增強控制器作用,使被控量快速回到設定值,調整階梯式廣義預測控制器參數為:采樣周期T=1 s,控制周期T=1 s,預測前景P=80,控制前景P=20,柔化因子α=0.965,階梯因子β=1,控制量權重因子λ=2,控制器單個控制周期變化量ΔU=0.2。
前饋補償參數設置為:采樣周期T=1 s,控制周期T=10 s。當G15風機電流小于260 A時,需要快速提升篦速,每個控制周期內篦速在GPC控制量的基礎上增加0.5 r/min;電流處于260~265 A且在下降時,需要以中等速度提升篦速,每控制周期內篦速增加0.4 r/min;電流處于265~270 A且在下降時,需要小幅提升篦速,每控制周期內篦速增加0.3 r/min。電流處于270~275 A且在上升時,每控制周期內篦速降低0.1 r/min;電流處于275~280 A區間且在上升時,每控制周期內篦速降低0.3 r/min;電流大于280 A時,每控制周期內篦速降低0.5 r/min。篦速調節至上下限時不再調節,上下限由現場工作人員根據實際工況給定。
4 前饋-廣義預測控制系統投運效果
在某水泥廠投運前饋-廣義預測控制算法,分別與手動控制、PID控制、GPC控制對比。每種控制模式采集連續投運4 h的數據,對比效果如圖7~10所示。
不同控制模式的最大誤差、絕對誤差積分(Integral Absolute Error,IAE)與篦下壓力標準差見表1。可以看出,GPC與前饋-廣義預測控制算法由于可以應對大時間滯后,控制效果要明顯優于手動控制與PID控制。與手動控制相比,前饋-廣義預測控制算法的IAE降低了65.3%,最大誤差降低了56.0%。與GPC控制相比,前饋-廣義預測控制算法的IAE降低了37.0%,最大誤差降低了27.7%,控制品質明顯改善。
5 結束語
針對水泥生產中篦冷機對象的控制問題,提出了一種以固定板風機電流作為前饋量的前饋-廣義預測控制算法,并在某水泥廠成功應用。該算法克服了篦冷機對象存在大時間滯后與大干擾的問題,使得篦下壓力的控制品質明顯改善。該算法已經長期投運,提高了篦冷機余熱回收效率,也提高了現場設備的自動化程度,同時簡化了操作人員工作,降低了他們的勞動強度。
參 考 文 獻
[1] 劉作毅.談水泥行業碳減排路徑[J].中國建材,2021(7):98-99.
[2] 中國建筑材料聯合會行業工作部.2021年1~5月份水泥行業運行情況[J].中國建材,2021(7):108.
[3] 張穎.我國水泥工業電氣自動化的實現[J].產業與科技論壇,2012,11(15):243.
[4] ROUHANI R,MEHRA R K.Model Algorithmic Control (MAC);Basic Theoretical Properties[J].Automatica,1982,18(4):401-414.
[5]? CUTLER C R,RAMAKER B L.Dynamic matrix control—A computer control algorithm[J].Proceedings of the Acc San Francisco,1980.DOI:10.1109/JACC.1980.4232009.
[6] 王偉.廣義預測控制理論及其應用[M].北京:科學出版社,1998.
[7] CLARKE D W,MOHTADI C,TUFFS P S.Generalized Predictive Control?Part Ⅰ. The Basic Algorithm[J]. Automatica, 1987, 23(2):137-148.
[8]? ?CLARKE D W,MOHTADI C,TUFFS P S.Generalized Predictive Control?Part Ⅱ. Extensions and Interpretations[J]. Automatica,1987,23(2):149-160.
[9] 喬景慧,柴天佑,孫明巖,等.基于案例推理的篦冷機熟料冷卻過程智能優化控制[J].東北大學學報(自然科學版),2009,30(12):1673-1677.
[10] 劉浩然,孫美婷,王海羽,等.基于分類優化貝葉斯結構算法的篦冷機參數狀態分析及其算法收斂性分析[J].計量學報,2019,40(4):662-669.
[11] 薛美盛,王一豐,秦宇海.水泥熟料煅燒過程先進控制系統的設計與實現[J].化工自動化及儀表,2020,47(2):103-109;130.
[12] 李海濤,郭獻軍,吳武偉.新型干法水泥生產技術與設備[M].北京:化學工業出版社,2006.
[13] 朱豫才.過程控制的多變量系統辨識[M].長沙:國防科技大學出版社,2005:133-135.
[14] 吳剛.預測控制研究及在工業鍋爐自動控制中的應用[D].合肥:中國科學技術大學,1989.
(收稿日期:2022-03-22,修回日期:2023-03-03)
Advanced Control of Grate Cooler Based on Feedforward?Generalized Predictive Control
XUE Mei?sheng1, XIE Xin?nan1, RAO Wei?hao1, QIN Yu?hai2
(1. Dept. of Automation of School of Information Science and Technology, University of Science and Technology of China;?2. Jiangsu Panvieo Energy Saving Technology Co., Ltd.)
Abstract? ?In the cement production system, the grate cooler has? characteristics of the multi?variable, large time delay and the strong disturbance. Making use of conventional controllers to realize auto?control of the grate coolers becomes? impossible basically and the manual control is often unsatisfactory. In this paper, an advanced control method for the grate cooler based on feedforward?generalized predictive control was proposed. Through taking fan current of the grate coolers fixed plate as the feedforward value,? the difficulty in the grate coolers pressure control was overcomed. This algorithms successful and long?term application in a cement plant greatly improves the control quality.
Key words? ?generalized predictive control, cement production, grate cooler,pressure under grate, feedforward control
作者簡介:薛美盛(1969-),副教授,從事先進控制與優化的研究,xuems@ustc.edu.cn。
引用本文:薛美盛,謝忻南,饒偉浩,等.基于前饋-廣義預測控制的篦冷機先進控制[J].化工自動化及儀表,2023,50(2):152-157;180.