新型雙幅板壓制滑輪及其制造技術(shù)
2023-08-04 05:45:02陳創(chuàng)業(yè)朱國和
起重運(yùn)輸機(jī)械 2023年13期
陳創(chuàng)業(yè) 朱國和
上海振華重工(集團(tuán))股份有限公司長興分公司 上海 201913
0 引言
滑輪作為承載部件之一,廣泛應(yīng)用在各種起重運(yùn)輸機(jī)械中。在滑輪繩槽中纏繞著鋼絲繩,通過卷筒的驅(qū)動將力傳遞到鋼絲繩上,實(shí)現(xiàn)升降或使機(jī)構(gòu)實(shí)現(xiàn)往復(fù)等運(yùn)動,從而搬動重物,在力的傳遞過程中,鋼絲繩與滑輪槽內(nèi)壁發(fā)生相互擠壓和摩擦[1,2]。隨著鋼絲繩的速度和載荷不斷提高,如何設(shè)計(jì)實(shí)用可靠便于制造的滑輪是多年來的難題。
在解放初期,國內(nèi)沒有生產(chǎn)滑輪的專業(yè)廠,直到改革開放初期,滑輪主要仍由國外進(jìn)口,之后國內(nèi)廠家逐步用鑄造方法生產(chǎn)。從技術(shù)層面看,近30 a 來滑輪技術(shù)進(jìn)步明顯,但始終離不開以熱加工為主(鑄造、鍛造、熱軋)的生產(chǎn)方式[3-5]。
傳統(tǒng)鑄造和鍛造滑輪因自重較大、轉(zhuǎn)動慣量大、交貨周期長和成本高等缺點(diǎn)日益跟不上用戶需要,且生產(chǎn)成本高、產(chǎn)品價(jià)格昂貴,許多用戶不愿采用[6-8]。市場上常規(guī)滑輪主要為鑄造滑輪或熱軋滑輪,鑄造滑輪采用整體實(shí)型、砂型和熔模鑄造,但組織致密度差,不可避免地會存在疏松、氣孔、粘砂等鑄造缺陷,需要對工件進(jìn)行修補(bǔ),且滑輪自重大,相應(yīng)的轉(zhuǎn)動阻力也大[9-11]。
后來發(fā)展的熱軋滑輪繩槽精度差,產(chǎn)品一致性不佳。熱軋滑輪的幅板與輪緣由一塊鋼板熱軋成型,只能采用單幅板結(jié)構(gòu),幅板厚度受到輪緣厚度制約無法自由調(diào)整,總體幅板厚度偏厚,熱軋成型工藝導(dǎo)致滑輪繩槽精度差,圓周方向繩槽厚度不均勻,滑輪高速轉(zhuǎn)動時(shí)產(chǎn)生跳動和異響,嚴(yán)重時(shí)產(chǎn)生變形。由于熱軋滑輪采用輪緣整體熱軋方式生產(chǎn),輪緣內(nèi)部的硫化物、氧化物、硅酸鹽等非金屬夾雜物被壓成薄片狀,導(dǎo)致滑輪材質(zhì)出現(xiàn)分層。而分層使鋼件力學(xué)性能大幅惡化,嚴(yán)重時(shí)會出現(xiàn)層間撕裂,對滑輪質(zhì)量影響很大,所以,熱軋滑輪輪緣精度差,使用壽命短。此外,軋制時(shí)表面氧化較嚴(yán)重,滑輪表面會產(chǎn)生脫碳,脫碳后滑輪硬度降低,耐磨性和壽命都會大幅下降。熱軋過程中滑輪表面會有氧化鐵皮脫落,對后續(xù)加工造成不利影響,故熱軋滑輪廢品率高。
近年來,國內(nèi)有廠家研發(fā)了采用高分子材料制造的各種滑輪,或在鋼滑輪的繩槽里貼上可更換的塑料套[12,13],但只能用于有輕量需求、工作頻率不高的部位,對于承受重載的起重機(jī)(如集裝箱起重機(jī)),對滑輪的質(zhì)量和可靠性要求極高,則必須用鋼制滑輪。
隨著起重機(jī)械等行業(yè)高速、高效以及自動化、智能化的發(fā)展需要,鋼絲繩運(yùn)轉(zhuǎn)速度高達(dá)400 ~600 m/min甚至更大,且吊運(yùn)節(jié)拍很快,滑輪需要頻繁起制動,對滑輪性能要求較高,主要包括:
1)自重輕 較輕的自重意味著轉(zhuǎn)動阻力和轉(zhuǎn)動慣量小。為減少繩槽磨損,需減輕滑輪自重以適應(yīng)頻繁起制動和高速運(yùn)行,同時(shí)延長滑輪和鋼絲繩的使用壽命;
2)承載能力好 隨著鋼絲繩的技術(shù)進(jìn)步,同直徑鋼絲繩的許用承載能力比舊標(biāo)號提高約15%~20%,故要求滑輪也相應(yīng)提高承載能力。繩徑100 mm、滑輪直徑3 000 mm、承載數(shù)百噸的滑輪已在海工等工程中使用;
3)輪緣可個(gè)性化定制 輪緣參數(shù)(如繩槽角度)個(gè)性化定制以適用于不同使用場合的不同需要。
因此,研究、開發(fā)一種自重輕、承載能力好、輪緣可定制的新型滑輪是非常必要和迫切的。
1 新型雙幅板壓制滑輪
針對現(xiàn)有技術(shù)中存在的上述缺陷,本文提出一種鋼質(zhì)減重型雙幅板壓制滑輪及其制造方法,其具有結(jié)構(gòu)設(shè)計(jì)合理、強(qiáng)度和剛度高、自重輕、輪槽耐磨、使用壽命長等特點(diǎn),能完全替代常規(guī)的熱軋滑輪。雙幅板壓制滑輪的結(jié)構(gòu)如圖1 所示,滑輪包括輪轂、連于輪轂上的幅板及連于幅板上的輪緣。輪轂采用20 鋼材質(zhì)鋼管,設(shè)置為管狀結(jié)構(gòu);幅板采用Q355 或Q345 材質(zhì)鋼板,共有2 塊,均為空心圓環(huán)形板狀,并設(shè)置為八字支撐框架結(jié)構(gòu)連于輪轂上;輪緣采用35 鋼材質(zhì)的角鋼,為U 形截面圓環(huán)狀結(jié)構(gòu),輪緣外側(cè)面連于幅板上,輪緣內(nèi)側(cè)面為繩槽;2 塊幅板連于輪轂上,輪緣連于幅板上,輪轂、2 塊幅板與輪緣之間構(gòu)成一梯形截面。2 塊幅板上均設(shè)有2 ~10 個(gè)對稱的減輕孔。減輕孔內(nèi)均設(shè)有支撐管,支撐管采用20 鋼無縫管。
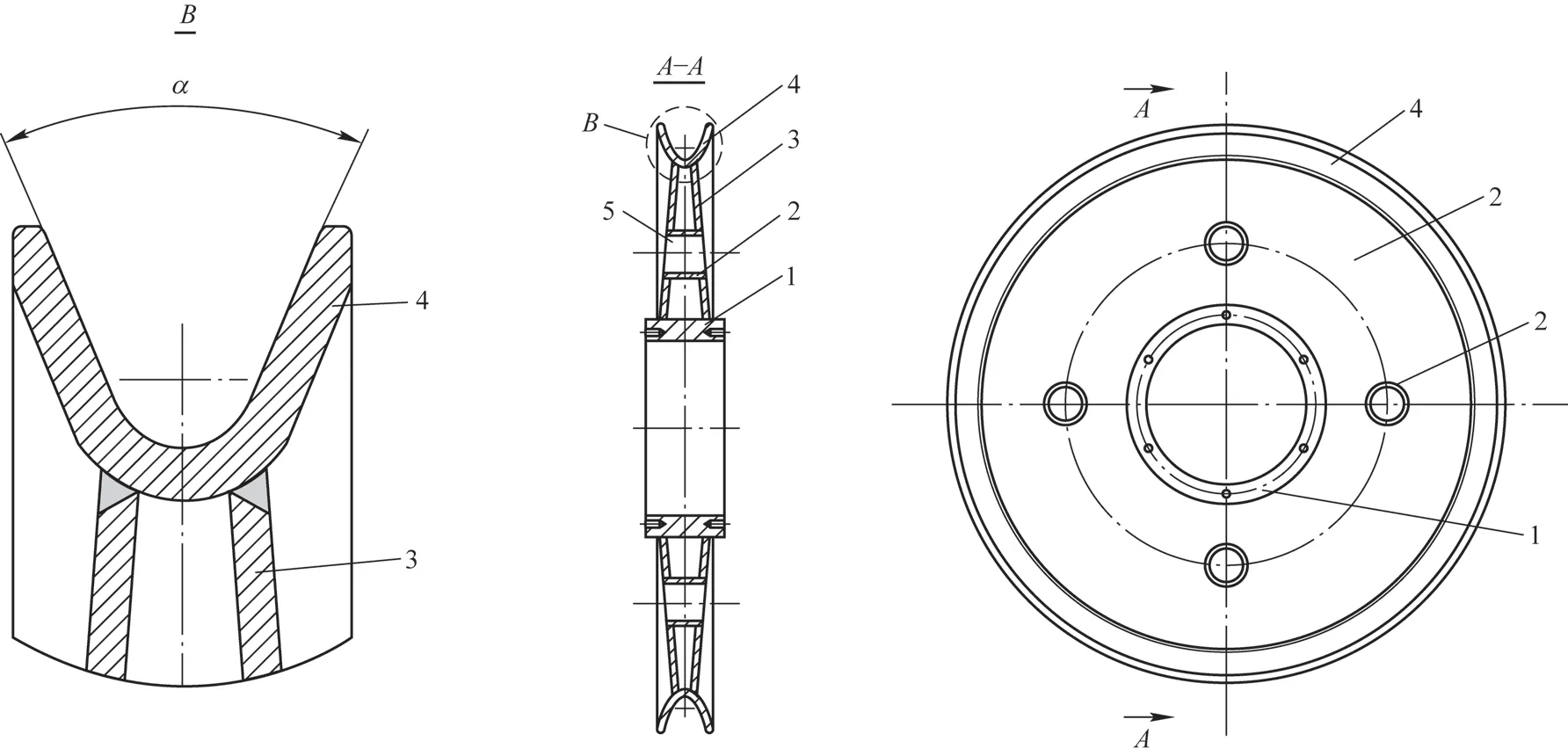
圖1 雙幅板壓制滑輪的結(jié)構(gòu)示意圖
新型雙幅板壓制滑輪的制備包括以下步驟:制作輪轂、制作幅板、制作輪緣、焊接、檢驗(yàn)、交付。
新型雙幅板壓制滑輪具有結(jié)構(gòu)設(shè)計(jì)合理、強(qiáng)度和剛度好、自重輕、美觀而簡潔、輪槽耐磨使用壽命較長等特點(diǎn),完全可以替代市場常規(guī)熱軋滑輪,且制造更加靈活,繩槽角度等還可根據(jù)客戶需要進(jìn)行定制,以滿足不同用戶的需求。壓制滑輪的輪緣采用冷加工方式成型,避免了熱加工成型如鑄造、鍛造和熱軋成型中表面氧化和脫碳問題,而表面氧化和脫碳會直接影響滑輪的表面硬度和服役壽命,且加工方式簡單,制造成本低。
2 新型雙幅板壓制滑輪制造的具體步驟
繩槽可由1 條角鋼/板材卷圓對接,或是2 條角鋼/板材半圓對接后焊接成型。為簡化制作工序并增加可靠性,推薦繩槽由1 條90°角鋼卷圓對接后焊接制作而成。輪緣壓制成型后可直接使用,為提高滑輪的耐磨性和服役壽命,輪緣還可經(jīng)過表面淬火處理后使用。繩槽角度α可根據(jù)用戶需要靈活定制,通過調(diào)整和選用不同的壓制模具實(shí)現(xiàn)繩槽角度可調(diào)節(jié),范圍明顯大于同規(guī)格的整體鍛造滑輪、焊接滑輪和軋制滑輪。繩槽角度α常規(guī)有35°、45°或52°可供選擇。2 塊幅板焊接在輪轂上,輪緣焊接在幅板上,輪轂、2 塊幅板與輪緣之間形成一個(gè)梯形截面。滑輪全部由鋼質(zhì)材料制作,輪轂為鋼管,幅板為鋼板,輪緣為鋼板或型鋼制作而成。具體材料可根據(jù)用戶需要和滑輪具體服役工況選用碳素結(jié)構(gòu)鋼或合金結(jié)構(gòu)鋼。2 塊幅板上可根據(jù)需要不設(shè)或設(shè)置減輕孔,減輕孔內(nèi)可以根據(jù)需要不設(shè)或設(shè)置支撐管,幅板表面無需設(shè)置加強(qiáng)筋。幅板上設(shè)置減輕孔時(shí),在2 塊幅板上對稱設(shè)置2 ~10 個(gè)減輕孔,每個(gè)減輕孔內(nèi)推薦采用支撐管以提高滑輪剛度,支撐管推薦選用20 鋼無縫管。雙幅板壓制滑輪的制備方法主要步驟有:
1)制作輪轂 選用碳素結(jié)構(gòu)鋼或合金結(jié)構(gòu)鋼鋼管,按所需規(guī)格加工出滑輪的輪轂,輪轂可優(yōu)選20 鋼;
2)制作幅板 選用碳素結(jié)構(gòu)鋼或合金結(jié)構(gòu)鋼鋼板,按所需規(guī)格加工出2 塊滑輪的幅板,幅板為2 塊經(jīng)落料后沖壓成型的圓形鋼板,幅板采用Q355 鋼板,幅板上可根據(jù)需要設(shè)置減輕孔,減輕孔內(nèi)部可增加支撐管,支撐管5 選用20 鋼無縫管;
3)制作輪緣 選用碳素結(jié)構(gòu)鋼或合金結(jié)構(gòu)鋼角鋼或板材,繩槽由角鋼或板材折彎后,由1 條卷圓對接或2 條卷圓對接后焊接成型,輪緣優(yōu)選35 號角鋼制作,繩槽角度α可根據(jù)用戶需要靈活定制,通過調(diào)整和選用不同的壓制模具實(shí)現(xiàn),繩槽角度α常規(guī)有35°、45°、52°可選;
4)焊接 將2 塊幅板設(shè)置呈梯形支撐框架結(jié)構(gòu),其大口端焊接在輪轂上,將輪緣焊接在2 塊幅板小口端,2 塊幅板與輪轂、輪緣之間構(gòu)成梯形截面;
5)檢驗(yàn)、交付 對經(jīng)步驟1)~步驟4)完成的滑輪進(jìn)行噴砂、表面噴漆,之后進(jìn)行打碼、激光刻印防偽標(biāo)志和序列號,再經(jīng)檢驗(yàn)(探傷檢驗(yàn)、涂裝檢驗(yàn))合格后,即可發(fā)貨。
步驟4)中焊接成型的滑輪可直接使用,還可經(jīng)表面淬火處理,滑輪經(jīng)表面中頻率感應(yīng)淬火后使用,淬火后進(jìn)行低溫消應(yīng)力處理,使滑輪繩槽的表面硬度可達(dá)HB280 ~HB330,淬硬層深度≥2 mm,2 mm 處深處硬度≥HB250。探傷檢驗(yàn)方式選用超聲+磁粉探傷。主體結(jié)構(gòu)焊接完工的雙腹板壓制滑輪實(shí)物如圖2 所示。裝配涂裝完工的雙腹板壓制滑輪如圖3 所示。

圖2 主體結(jié)構(gòu)焊接完工的雙腹板壓制滑輪

圖3 裝配涂裝完工的雙腹板壓制滑輪
制作完成后的滑輪質(zhì)量顯著輕于同規(guī)格的整體鍛造滑輪、焊接滑輪和熱軋滑輪,減重比例為10%~45%。底徑810 mm 的壓制滑輪實(shí)測質(zhì)量為111 kg,底徑810 mm 的整體鍛造滑輪質(zhì)量為200 kg;底徑810 mm 的焊接滑輪質(zhì)量為153 kg,底徑810 mm 的熱軋滑輪質(zhì)量為124 kg,按照減重比例折算,底徑810 mm 的熱軋滑輪比同規(guī)格整體鍛造滑輪減重約45%,比同規(guī)格焊接滑輪減重約27%,比同規(guī)格熱軋滑輪減重約10%。該新型滑輪已獲批國家專利授權(quán)。
3 結(jié)語
雙幅板壓制滑輪應(yīng)用范圍寬廣,適用于港口碼頭的起重裝備(如岸邊集裝箱起重機(jī)、抓斗卸船機(jī)、輪胎式集裝箱起重機(jī)、門式起重機(jī)、抓斗和集裝箱吊具附件等)、大型浮式起重機(jī)、船舶工程起重機(jī)、石油鉆機(jī)平臺起重機(jī)、工廠礦區(qū)的各類起重機(jī)、水利(水閘)起重裝備、工程履帶起重機(jī)等,有良好的實(shí)用性和市場前景。使用該技術(shù)制造的滑輪已在多個(gè)項(xiàng)目中得到應(yīng)用和驗(yàn)證,截至目前無不良反饋,取得了良好的經(jīng)濟(jì)效益和社會效益。展望未來,新型雙幅板壓制滑輪發(fā)展前景良好,市場前景廣闊。