不同形貌微織構鈦合金切削刀具性能比較研究
2023-08-11 13:52:59祁志旭陳興媚劉洋王利
河北工業科技 2023年1期
關鍵詞:有限元
祁志旭 陳興媚 劉洋 王利
關鍵詞:切削刀具;微織構刀具;鈦合金;有限元;層次分析
中圖分類號:TG506.9 文獻標識碼:A DOI: 10.7535/hbgykj.2023yx01002
在切削加工過程中,刀具前刀面與切屑之間的高速相對滑動導致切屑-刀具界面處產生了較高的切削溫度和強烈的摩擦,使刀具產生了難以消除的磨損,影響刀具的使用壽命和工件的表面質量。尤其是在切削鈦合金等難加工材料的過程中,切屑嚴重黏附于刀具表面,導致刀具磨損更甚,嚴重影響工件表面的完整性[1]。因此,改善刀-屑界面的摩擦行為對延長刀具壽命、提高切削效率和加工精度等具有重要的現實意義。對此,國內外學者從刀具材料設計[2]、刀具涂層技術[3]、冷卻潤滑技術[4]和刀具表面技術[5]等方面展開了大量的研究。其中刀具表面技術是改善刀-屑界面摩擦特性的低成本、高性能的有效途徑之一,表面織構就是刀具表面技術的典型應用。仿生學和表面織構摩擦學研究表明,表面織構的應用可以改變摩擦學性能,為改善摩擦行為提供了一種新途徑。
在使用微織構刀具切削過程中,切削力、切削溫度、刀具磨損和工件殘余應力等是衡量微織構刀具切削性能優劣的關鍵[6-10],改變織構形貌和織構幾何參數是提升刀具切削性能的有效手段。KISHAWY等[6]設計了適用于任何加工材料、刀具幾何狀態和加工參數的微織構刀具優化分析模型,并結合AISI1045鋼管的切削驗證了分析模型的有效性,結果表明,與無織構刀具相比,最佳結構分布的微織構能夠有效消除衍生切削和降低切削過程中的切削力。YANG等[7-8]通過實驗和有限元仿真技術分別研究了微坑織構幾何參數對切削溫度和切削力的影響,得到了分別以切削溫度和切削力為單一評價標準的兩組微坑織構最佳幾何參數組合。以上研究均只討論了不同織構形貌同一幾何參數或同一織構形貌不同織構幾何參數的微織構刀具在確定的切削參數下對單一切削性能要素的影響,并沒有通過研究織構刀具在不同切削參數下對多種切削性能要素的影響來判斷刀具切削性能的優劣。
佟欣等[9]利用實驗和仿真技術深入研究了微織構幾何參數變化對銑削過程中的銑削力、銑削溫度、刀具磨損和刀具前刀面粗糙度的影響,發現變密度微織構刀具的銑削性能優于均勻分布密度的微織構刀具;并通過模糊綜合評價確定了最優的織構分布密度。雖然該研究比較全面地分析了微織構參數對多個切削性能要素的影響,但是仍然是在單一織構形貌和確定的切削參數下的分析研究。
OLLEAK等[10]建立了不同形貌的微織構刀具切削鈦合金的三維有限元模型,從切削過程中的切削力、溫度、應力等方面,比較全面地分析了不同織構形貌對多個切削性能要素的影響,能夠較為直觀地了解到何種形貌的微織構適合此環境的鈦合金切削。但由于使用單一切削參數進行研究,并不能夠觀察在切削參數變化的情況下,織構刀具對切削性能的影響。目前也很少檢索到關于研究不同形貌的微織構刀具在不同切削參數條件下對切削性能影響的報道。尤其是在鈦合金切削領域,微織構形貌和切削參數的變化直接影響加工效率和工件精度,合適的微織構形貌更有利于刀具在切削鈦合金過程中切削性能的提升[5]。因此研究不同形貌微織構刀具在不同的切削參數下切削鈦合金,以研究刀具的切削性能是有一定的必要性。
本研究將運用數值模擬的手段分別揭示微織構刀具和無織構刀具在不同切削參數下對鈦合金切削過程中的切削力、切削溫度和刀具磨損等切削要素的影響,并運用層次分析法確定適合鈦合金切削環境的微織構刀具類型,以期為微織構刀具設計提供理論參考。
1 微織構刀具切削有限元模擬
1.1 微織構刀具設計
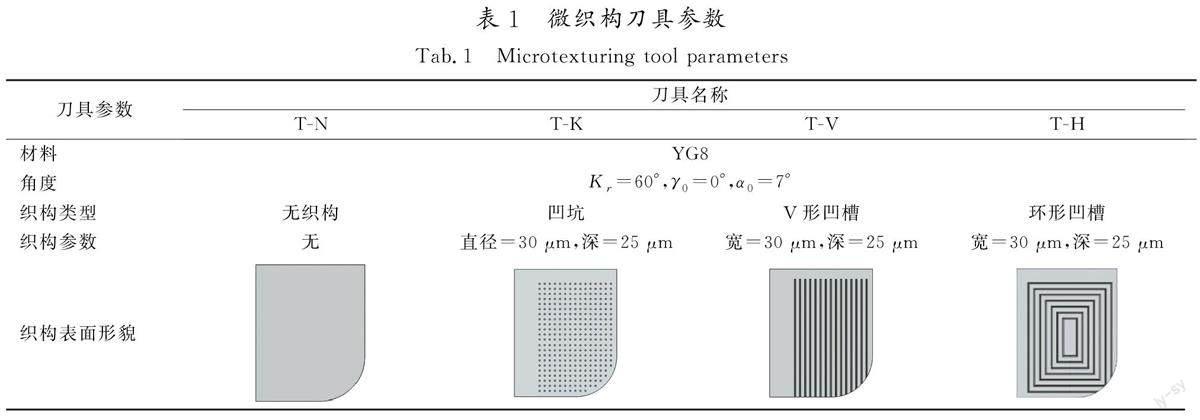
根據相關微織構刀具的研究文獻,結合切削材料的特殊性和微織構刀具制造的可行性,本次研究選用NMYGFD 硬質合金刀具[11]并選取了3種微織構形貌。基于Solid Works構建了凹坑(T-K)、V形凹槽(T-V)、環形凹槽(T-H)和無織構(T-N)刀具的三維模型,且微織構刀具的刃邊距和織構間距均為100 μm。刀具具體參數如表1所示。
1.2 切削模型與網格設計
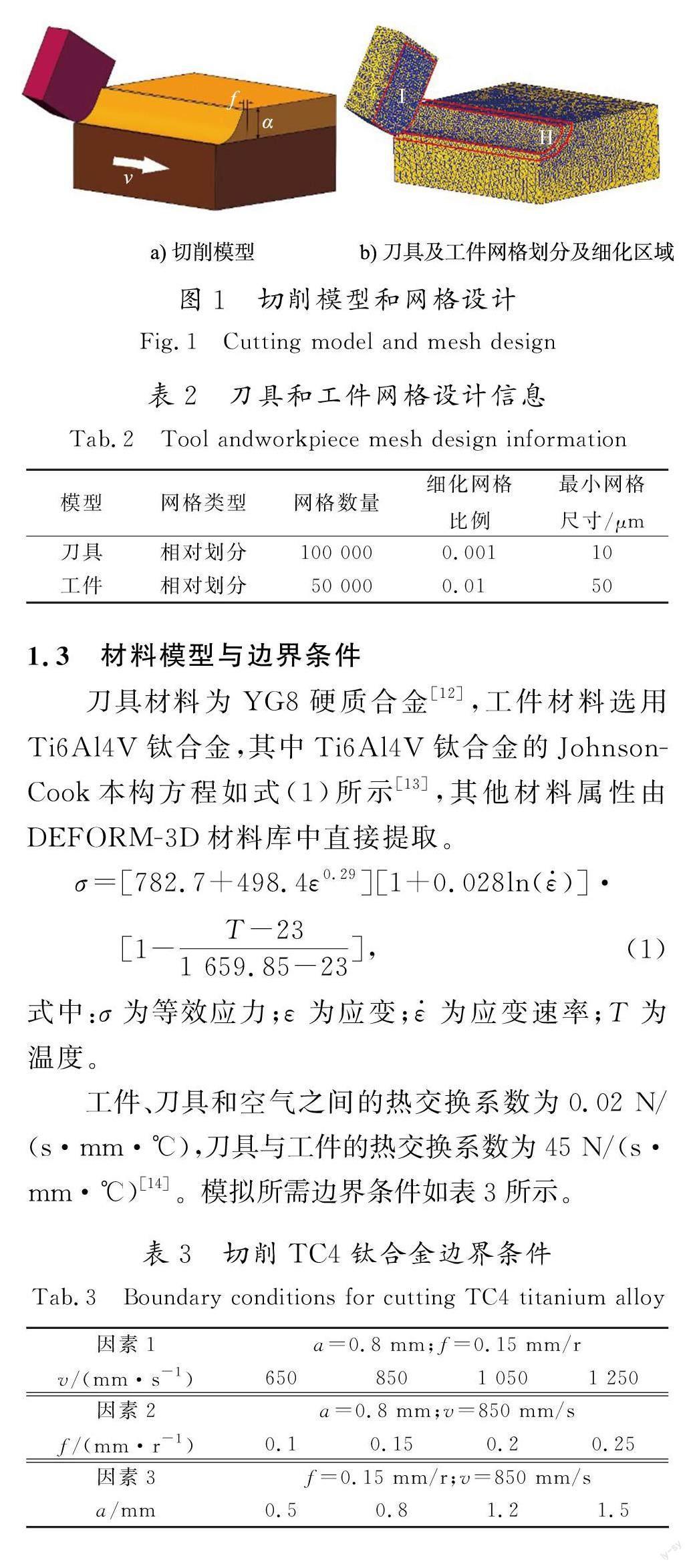
考慮到正交切削的特點與模擬計算的時間和準確性,本研究構建刀具和工件部分切削模型。刀具和工件的尺寸分別為2.5 mm×2 mm×1 mm 和5 mm×4.5 mm×2.5 mm。基于刀具和工件尺寸,將正交切削簡化為以工件固定,刀具直線運動的切削形式,并通過DEFORM-3D進行切削模擬。如圖1 a)所示。對于刀具和工件的網格劃分采用四面體單元。為保證計算的精度和效率,對刀具微織構和工件切削部分進行局部網格細化,如圖1 b)區域Ⅰ和Ⅱ。刀具和工件的網格信息如表2所示。
2 仿真結果分析與討論
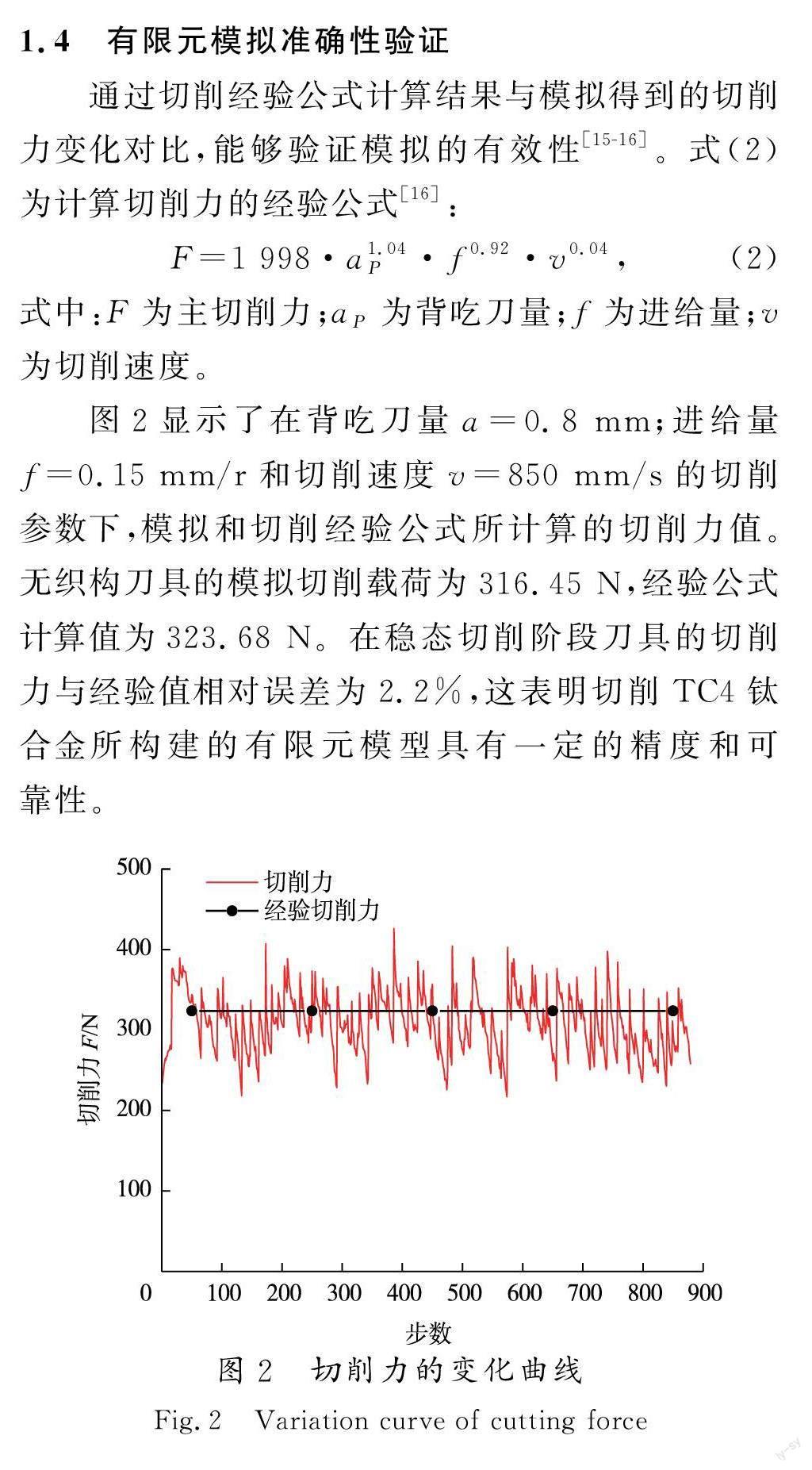
2.1 切削力仿真結果分析
圖3為不同切削參數下的切削力的變化趨勢。可以看出當進給量和背吃刀量一定時,微織構刀具T-V,T-H 和T-K在切削過程中的切削力隨切削速度的增大呈現先減小后增大的變化趨勢,而無織構刀具T-N 在切削過程中的切削力隨切削速度的增大而增大的變化趨勢。這是由于在普通切削速度的條件下,隨著切削速度的增大,切屑卷曲程度加大,微織構刀具的刀-屑接觸面積減小,降低了摩擦力,使得切削力逐漸變小,但當速度大于1 050 mm/s后,材料的應變速率上升導致鈦合金屈服強度變大占據主導地位,使得切削力呈現了上升的趨勢。而無織構刀具的切削力主要由材料切削過程中的屈服強度占據主導,故呈現逐漸增大的趨勢。當進給量和切削速度一定時,4種不同形貌的微織構刀具在切削過程中的切削力均隨背吃刀量的增加而增加,當背吃刀量和切削速度一定時,隨著進給量的增加,刀具在切削過程中的切削力同樣呈現逐漸增加的變化趨勢。主要原因是在于背吃刀量或進給量的增加導致單位時間內切除材料增多,使切屑變寬或變厚,使刀具與切屑的摩擦增大,刀具磨損加劇,最終切削力增大。以凹槽微織構刀具切削為例,刀具在不同背吃刀量下穩態切削過程中的切屑形態如圖4所示。圖中明顯可以看出隨著背吃刀量的增加,切屑寬度增加,切削力反映在圖3 b)中即為逐漸增加趨勢。
由圖3還可以看出,在改變切削速度進行切削的過程中,微織構刀具中刀具T-H 的切削力最低,其次是刀具T-V,刀具T-K 最大,同時也能夠看出在改變切削參數進行切削時,微織構刀具對鈦合金切削過程中的切削力并沒有明顯的改善作用。這與其他研究人員的結論不一致,主要原因在于微織構刀具的織構參數對切削力有顯著影響,本次研究針對的3種微織構均是確定的唯一織構參數,在切削過程中該參數的微織構可能對材料造成了二次切削以及微織構有效性降低等情況[17]。
2.2 切削溫度仿真結果分析
在切削過程中所消耗的能量絕大部分會以不同形式轉化為熱量,過高的切削溫度會直接影響工件的表面質量和刀具的使用壽命,研究切削溫度的變化規律對提高刀具切削性能和工件表面質量具有明顯的實際意義。圖5為切削鈦合金過程中刀具的溫度分布(v=850 mm/s,a=0.8 mm,f=0.15 mm/r,Step 400)。可以看出刀具T-V,T-H 和T-K切削最高溫度均低于刀具T-N,且未出現大面積的高溫區域,只在距離切削刃一段距離的某些點出現最高溫度,然后以此為中心向四周逐漸遞減,而刀具T-N則出現大面積高溫區域,并以此為中心向四周逐漸遞減,可以看出微織構刀具對切削溫度的分布具有一定的改善作用。
不同切削參數下的切削溫度的變化如圖6所示,隨著切削速度或進給量的增加,刀具切削溫度逐漸增大;隨著背吃刀量的增加刀具T-K 和T-N 的切削溫度逐漸增加,而刀具T-V 和T-H 的切削溫度先增加后減小。這主要是因為切削速度、背吃刀量和進給量的增加會導致刀具與切削的摩擦力、單位時間材料切除量和切削力等的增加,進而切削溫度逐漸升高,而刀具T-V 和T-H 在背吃刀量增加到1.2 mm 之后切削溫度呈現降低趨勢,主要是由于凹槽微織構的存在隨著切削厚度的增加切屑更易卷曲斷裂,帶走部分熱量,切屑卷曲程度可從圖4中體現。
圖6表明,微織構刀具的切削溫度低于無織構刀具,主要是因為微織構的存在使得刀-屑間的接觸成為間斷接觸且易卷曲斷裂,刀-屑接觸時間較短,使切屑帶走更多的切削熱。但不同類型的微織構刀具對切削面的降溫效果存在明顯差異。隨著切削速度或進給量的增加,T-V 刀具的切削溫度最低,其降溫效果最好,與無織構刀具相比,降溫25% ~37%;但隨著背吃刀量的增加,T-H 刀具表現出較好的降溫效果。
2.3 刀具磨損結果分析
圖7顯示了刀具磨損分布情況(v=850 mm/s,a=0.8 mm,f=0.15 mm/r,Step=800)。4種刀具磨損均出現在切削刃附近,由中部向四周逐漸減小;且微織構刀具磨損小于無織構刀具,其中刀具T-V的耐磨性表現得最為優秀,磨損程度在刀具表面的分布情況優于其他3種刀具。
本次研究以穩態切削中第800步的累積磨損量為研究對象。刀具磨損的變化趨勢如圖8所示。圖中隨著單一切削參數的改變,刀具磨損量隨著參數值的增大而增大,并且刀具T-V 和T-H 的耐磨性總體表現優于刀具T-N 和T-K,其中刀具T-V 耐磨性能最好,刀具T-N 耐磨性最差,相比之下刀具T-V 在切削過程中能將刀具磨損量減小27% ~39%。出現這種現象的原因主要是微織構的存在減小了刀-屑接觸面積進而使刀-屑間摩擦力變小,并且微溝槽的存在減緩了鈦合金的黏附程度,避免了更大程度的月牙洼磨損,致使微溝槽刀具表現出最好的耐磨性,同時在對刀具切削溫度分析可知,在切削過程中T-V 和T-H 刀具的切削溫度低于T-N 和T-K刀具,這也是T-V 和T-H 刀具具有優異耐磨性的原因之一。
3 不同微織構形貌刀具切削性能綜合評價
3.1 層次結構模型及切削性能判斷矩陣建立
通過以上分析可以發現,各微織構對刀具切削性能的影響程度各不相同,無法單獨從某一方面去評價微織構類型對刀具切削性能的影響。本文將利用層次分析法對影響刀具切削性能的微織構進行權重分析,以期能較好地反映出各微織構對刀具切削性能的不同影響程度。
根據圖9層次結構模型,利用1~9標度法[18]對各因素進行兩兩比較構造準則層判斷矩陣Bm=[bij]n×n,其中,m 為層次數,n 為因素數,并且bji=1/bij。bij 的取值和含義如表4所示[18]。準則層判斷矩陣如式(3)所示。
仿真過程中,無織構刀具在切削過程中具有較小的切削力,凹槽織構刀具在切削過程中抗磨損性能和降溫效果較好。以第3節仿真數據為依據,分別在準則層的切削力、切削溫度和刀具磨損量因素下比較無織構刀具和微織構刀具對切削力、切削溫度和刀具磨損量的影響程度,建立方案層判斷矩陣如表5所示。
3.2 權重求解及一致性檢驗
對準則層和方案層判斷矩陣作歸一化處理,并將歸一化處理后的矩陣按行相加,再進一步進行歸一化處理得到最大特征向量,即為準則層和方案層的排序權重[18]。通過計算準則層和方案層判斷矩陣的最大特征根,采用隨機一致性比率CR 作為一致性評價要素(如式(4)所示),若CR≤0.1,即可認為該判斷矩陣具有較為滿意的一致性。
準則層和方案層的排序權重和一致性檢驗結果如表6所示。表中判斷矩陣均具有較為滿意的一致性,并且可以看出準則層中刀具磨損量對切削性能的影響最大,切削力次之,切削溫度最小。方案層中無織構刀具對切削力的影響最大,微槽織構刀具對切削溫度和刀具磨損量的影響最大。
3.3 刀具性能綜合評價結果
通過對方案層權重的計算,能夠得到新的方案層矩陣C,如式(5)所示。
由式(6)得到刀具切削性能評價結果T =[0.182 7,0.121 3,0.288 2,0.407 8]。由計算結果可知,T-V刀具中V 形凹槽織構刀具切削性能優于其他3種刀具。
4 結語
1)在切削鈦合金過程中,微織構刀具切削溫度和刀具磨損量均優于無織構刀具。
2)微織構的存在對切削溫度分布具有一定的改善作用,且隨著切削速度或進給量的增加,V 形凹槽織構刀具(T-V)的切削溫度最低,與無織構刀具(T-N)相比,降溫25%~37%;但隨著背吃刀量的增加,環形凹槽織構刀具(T-H)表現出較好的降溫效果。
3)V 形凹槽織構刀具(T-V)的耐磨性表現得最為優秀,磨損程度在刀具表面的分布情況優于其他3種刀具,與無織構刀具(T-N)相比,刀具磨損量減小27%~39%。
4)通過對刀具切削性能的綜合評價,V 形凹槽織構刀具(T-V)表現出了較好的切削性能,微坑織構刀具的切削性能較差。
5)微織構刀具切削過程中的切削力與微織構參數直接相關,在此次研究中該參數下的微織構對切削力沒有明顯的改善效果,在之后的研究中筆者將持續關注基于降低切削力的微織構結構參數優化問題。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
